面向陶瓷模具制造生产计划管理系统的研发与应用
2013-11-22廖光虎刘蒙蒙代小波董玉德
廖光虎 刘蒙蒙 杨 兵 代小波 秦 磊 董玉德
(1.佛山市新鹏陶瓷机械有限公司,广东佛山528061;2.合肥工业大学,安徽合肥230009;3.广东工业大学,广东广州510006)
0 引言
模具是现代产品生产的重要工艺装备,据统计,在轻工、航空、航天、汽车、家电等行业,利用模具制造的零件约占60%~85%,由此可见,模具是影响新产品开发周期和质量的关键因素之一[1]。在经济全球化下,市场的动态变化对模具制造周期的要求越来越高,企业只有不断地提高生产管理的标准化和信息化水平才能在激烈的市场竞争环境中生存和发展。
生产计划是企业生产管理的核心内容,起着举足轻重的作用。合理的生产计划流程不仅可以使产品在品种、质量、数量和出产时间上满足市场及客户的需求,又能充分利用企业的人力、物力和财力,在提高劳动生产率、降低产品成本的基础上增加利润[2]。随着企业信息化步伐的加快,国内许多中小型模具制造企业均不同程度地引进了国外的生产计划管理系统,但对于绝大部分企业,系统实施远没有达到预期的效果,究其主要原因是企业管理模式与标准化信息管理系统设计中先进管理模式(J I T/MR P I I)水平上落后很多。因此,开发和应用“定制”的信息管理系统,系统不断优化更新以同步地适应企业现状是企业高层在信息化建设道路上最明智的选择[3]。
1 现状分析
模具制造企业是典型的订单式、单件小批量、离散型的生产企业。通过对某中小型陶瓷模具制造企业的现场调研,发现存在以下几个主要问题:(1)管理流程多个环节设置不够科学,冗余度高;(2)每批产品的订单数量很少且产品几乎完全不一样,几乎不重复生产,难以标准化;(3)产品按照客户的要求(订单要求)设计,定制,产品结构比较复杂,零部件种类多;(4)各零部件加工相对孤立,整个产品生产过程是离散的;(5)产品生产周期长,常常不能按时按质交货;(6)零部件加工工时难以估计,存在很多经验判断;(7)采用手工作业方式对生产计划制定和安排;(8)对企业生产能力缺少一个量化的评估体系。这些问题给生产计划制定和安排等带来了较大的困难,如果继续用传统的手工生产计划方法来安排以及执行计划,实现信息沟通反馈,处理生产过程中特殊情况,那么难以匹配瞬息万变的市场个性化需求,难以保证按时按质按量交货[4],因此,急需“定制”的生产计划管理系统对流程进行规范化,同时采用合理的生产计划制定及安排机制改变企业目前落后的生产计划现状。
2 关键技术
生产计划是依据企业经营目标要求,科学地制定企业在计划期内的生产规模、方向目标以及计划期的产出量和相应资源的投入量指标,科学有效地配置生产资源,以最低的成本按照规定的技术要求和期限生产满足市场所需要的最佳质量的产品,以实现企业战略目标要求[5]。通过制定合理有效的生产计划与管理流程,引入先进的生产计划编排、生产进度控制、设备实时监控以及预警等关键技术,为企业带来核心的市场竞争力和经济效益。
2.1 业务流程规范化
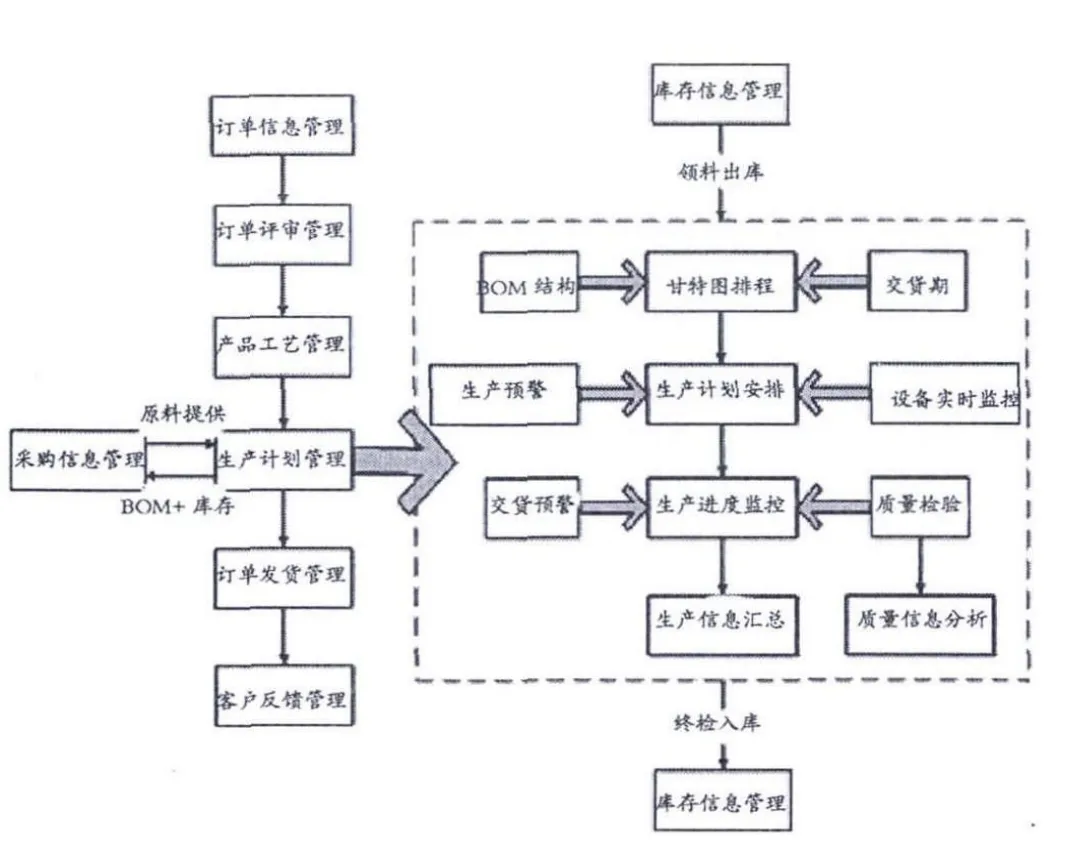
图1 系统业务流程图Fig.1 Operation process of the system
针对现有业务流程粗放型特征,对业务流程进行优化、规范化设计,设计的业务流程图如图1所示:左边是从企业宏观层面设计的业务流程,描述了以订单为主线从订单信息管理、订单评审管理、产品工艺管理、生产计划管理到客户反馈管理的整体过程;右边是对生产计划管理流程的细化,涵盖了甘特图排程、生产作业计划和生产进度监控以及生产信息汇总等四方面内容,根据设备实时状态将甘特图排程结果落实,根据质量检验数据查看生产进度信息,同时生产作业计划和生产进度监控流程中均设置预警的功能,最后分别对生产信息及质量信息进行分析和汇总。
2.2 产品BOM结构设计
产品BOM是指构成某种产品所需零部件的物料清单。BOM有工程BOM、计划BOM、设计BOM、配置BOM和虚拟BOM等主要形式,本系统采用的是计划BOM和虚拟BOM相结合的形式,使用计划BOM明确地了解零件与零件之间的关系,跟踪部件是怎么制造或装配出来的,使用虚拟BOM能达到物料管理的目的,对计划BOM中重复的子BOM进行虚拟化,而不会影响虚拟件以上的所有父项。如图2所示,下磁座由磁座基体和线圈装配而成,双浮动总成由上中框、下中框、上推顶板、下推顶板、上底板、下底板等主要零部件装配而成,是计划BOM的具体实现;双浮动总成不包含下模芯组件,其是对液压背纹下模芯、排气背纹下模芯、普通背纹下模芯等几种下模芯组合的虚拟件,可减少在普通总成和单浮动总成下模芯组件BOM的重复,是虚拟BOM的具体实现。
2.3 甘特图排程
甘特图能比较直观地表明任务计划在什么时候进行,操作员可以比较便利地弄清楚某项任务还剩哪些工作没做,可有效地评估生产进度,在模具企业生产排程方面具有较强的实用性。模具产品生产周期长同时客户对交货期要求严格,一般要求尽快交货,对产品及零部件的生产日程安排的规范性有着越来越高的要求。如图3所示,产品及零部件甘特图排程如下:首先对BOM顶端产品生产日程进行预安排,以保证按时交货为主要原则;接着根据BOM结构自动对产品零部件生产日程进行预安排,特别是关键零部件的安排,同时在所有的预安排过程中有较大的灵活性,能进行适当地调整。

图2 产品BOM结构图Fig.2 BOM structure of products

图3 产品及零部件甘特图Fig.3 Gantt chart of products and spare parts

图4 设备实时监控图Fig.4 Real-time equipment monitoring
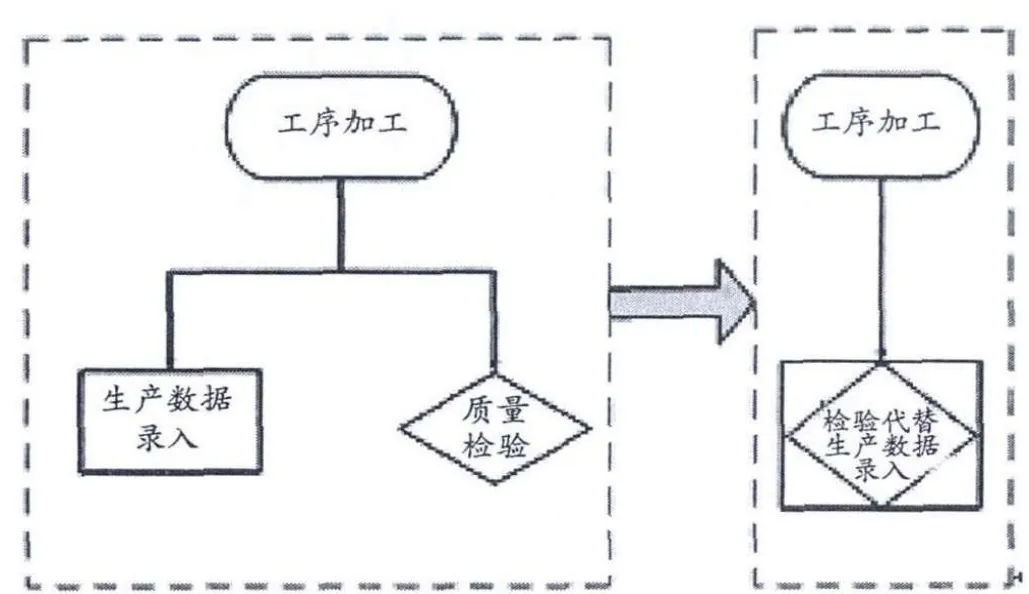
图5 质量检验代替生产数据录入图Fig.5 Substitution of quality inspection for production data input

图7 系统功能模块结构图Fig.7 Functional modular structure of the system
2.4 设备实时监控
设备实时监控是跟踪设备正在加工的零部件以及待加工的零部件,直观地掌握设备运行状况,包括正在运行和出现故障机台的数量等,可以为作业计划的编制提供依据,同时能够较为准确地了解设备剩余生产能力,为销售人员接单提供依据。如图4所示,可以很直观地看出编号为X 01的1#龙门铣床正在加工的零部件、完成百分比、已加工时间和操作工以及待加工的零部件等信息,同时出现故障的设备用灰色加以标识。
2.5 质量检验代替生产数据录入
模具产品零部件生产工序多,逐一录入各个工序已生产完的零部件数量将会给系统操作员带来巨大的工作量,每道工序质量检验后才能进入下一道工序的生产。如图5所示,用零部件工序质量检验代替生产数据录入,检验合格后通过相关数据库技术使生产数据同步更新,不需要再进行多余的录入,这对于精简操作流程,较大地减少操作员的工作量都有明显效果,同时质检员责任透明,有据可依。

图6 生产及交货预警图Fig.6 Early warning for production and delivery
2.6 订单生产及交货预警
预警是生产管理中重要的技术措施,能很好地提高生产管理的效率,保证生产计划有效执行。预安排生产的零部件在规定计划期内未开始生产,为保证按时完成,需要有相应的生产预警机制提醒操作员安排上机,同时正在生产的零部件若在交货预警时间内未完全交货,同样需要有相应的交货预警机制提醒操作员安排相应的调度操作,如图6所示,用红色来标识预警的记录数。
3 系统实现
按照RUP(统一软件开发过程)的理论,根据企业的现状以及与业务管理员沟通,总结出企业对于生产管理系统的需求,根据需求采用结构化分析方法,建立数据流程图和数据字典,设计系统的体系结构,将系统分解成若干个子系统或模块,并定义子系统或模块间的接口关系[6],系统功能模块结构如图7所示,其中虚线框标识的模块为本文重点研究的内容。
在关键技术以及功能模块的基础上,利用Delphi7开发工具以及SQLServer2000后台数据库,以良好的软件维护性、扩充性以及移植性等开发原则,开发了定制的生产管理系统,包括订单信息管理、生产计划管理、质量检验管理、采购及外协管理、进出库管理和基础信息管理等模块,其中生产计划管理模块包括甘特图排程、生产作业计划、设备监控管理和生产进度跟踪等子模块,很好地满足企业功能需求。
4 结束语
以某陶瓷模具制造企业生产现状为依据,目的在于提高企业的生产计划管理能力,用先进的生产计划管理方法解决原有的生产计划手工编制、生产计划调度困难、生产进度不易控制、生产检验分工不明确以及报表满天飞等问题,开发了“定制”的生产计划管理系统,目前系统应用效果达到了预期的目标,排产效率大大提升,1个小时的工作量能压缩成10分钟内完成,较大地缩减了企业时间成本。但随着外部市场环境以及企业内部生产管理水平的不断提升,生产计划管理系统只有持续地完善和扩展,对系统流程和模块进行二次开发,才能更好地满足企业生产管理活动的需要[7]。系统后续二次开发可以下四个方面入手:(1)插单退单调度,高效解决插单退单等特殊情况;(2)智能计划编制算法引入,以更短的时间编制生产计划;(3)软硬件集成,通过PLC等硬件对机台产能状态监控;(4)看板管理,跟踪各工序生产进度,走向信息智能化道路,不断地挖掘企业潜在数据,融入先进的MRPII以及JIT管理思想,给企业带来巨大的经济效益,提升企业核心竞争力。
1 江国民.基于We b模具CAPP系统开发.华中科技大学硕士论文,2002
2 李怀祖.生产计划与控制.北京:中国科学技术出版社,2005
3 DDONG Y D, WANG L L, HEXE, etc.On the Research and Designof Automotive Hinge Production Logistics System Based on ExtensiveFlow.Shanghai: IIE 2011, 2011: 25~32
4 张培耘,戴勇等.国内模具工业技术现状与发展趋势.机械设计与制造工程,2000,26(6):1~3
5 王丽亚,陈友玲,马汉武等.生产计划与控制.北京:清华大学出版社,2007
6 高强.基于订单的服装产品生产计划系统的设计与开发.合肥工业大学硕士论文,2012
7 王玲兰.基于粗放流程的汽车铰链生产计划系统设计与开发.合肥工业大学硕士论文,2012
