光皮树油催化裂解制备生物液体燃料试验
2013-11-20张爱华肖志红刘汝宽姜伟伟李昌珠
张爱华, 肖志红, 刘汝宽, 姜伟伟, 李昌珠*
(1.湖南省林业科学院, 湖南 长沙 410004; 2.湖南省生物柴油工程技术研究中心, 湖南 长沙 410004)
光皮树油催化裂解制备生物液体燃料试验
张爱华1,2, 肖志红1,2, 刘汝宽1,2, 姜伟伟2, 李昌珠1,2*
(1.湖南省林业科学院, 湖南 长沙 410004; 2.湖南省生物柴油工程技术研究中心, 湖南 长沙 410004)
以光皮树油为原料,采用自制负载型催化剂氧化镧进行催化裂解反应,通过单因素试验优化催化裂解工艺。结果表明:自制负载型催化剂氧化镧具有很好的催化效果。光皮树油催化裂解生物燃料最佳工艺参数为反应温度500℃,反应催化剂用量1.0%,反应时间80min。在此优化条件下,光皮树油催化裂解液相燃料油产品得率在82.0%以上。
光皮树; 催化裂解; 生物燃料; 氧化镧
光皮树果实全果含油33%~36%,是一种重要的工业用原料油脂,其中油酸含量38.3 %,亚油酸含量38.85 %[1~3]。目前利用光皮树油制备液体燃料主要是通过酯交换法制备生物柴油,经过多年发展生物柴油的生产工艺已形成较完备的技术体系,但是由于生物柴油自身结构上的缺陷和原料成本,制约其进一步发展[4-7]。相比酯交换工艺,光皮树油催化裂解是另一条生物基液体燃料油生产方法。催化裂解法没有甘油的后处理步骤, 也没有甲醇回用问题, 工艺简单, 省去了许多生产设备, 所得到的燃料油热值高, 性能与柴油接近[8-10]。我们以光皮树油为原料, 采用自制负载型氧化镧催化剂进行催化裂解反应,考察反应温度、催化剂用量、反应时间等因素对裂解产物的影响。
1 材料和方法
1.1试验材料
1.1.1 仪器 SYD-255石油产品馏程试验器(郑州长城科工贸有限公司);DF-101S集热式恒温加热磁力搅拌器(郑州长城科工贸有限公司); AUY-220电子分析天平(日本岛津);RE-201D旋转蒸发仪(巩义市瑞德仪器设备有限公司);DGF-4AB立式电热恒温鼓风干燥箱(天津泰斯特)。
1.1.2 试剂 乙醇(AR,国药集团化学试剂有限公司);氢氧化钠(AR,天津市风船化学试剂科技有限公司);甲醇(AR,天津市科密欧化学试剂有限公司); 氧化镧(AR,上海试剂有限公司);氧化钙(AR,天津市风船化学试剂科技有限公司);氧化镁(AR,国药集团化学试剂有限公司);三氧化二铝(AR,国药集团化学试剂有限公司);光皮树油(自制,食用油级)。
1.2试验方法
1.2.1 光皮树油催化裂解工艺流程 采用光皮树油为原料进行催化裂解反应,具体操作步骤如下:将原料光皮树油与催化剂(催化剂的加入量为1%)搅拌均匀混合,准确称取一定质量原料导入直三口玻璃反应器内,加塞密封。将反应器与冷凝器、弯头、收料器通过标准口连接,安装温度测量装置,最后检查主体加温反应装置封密性。通过可调温电炉进行缓慢预热至100℃,再控制升温速率调节温度进行催化裂解反应,裂解产生的气体经过冷凝管冷凝为液体燃料,收集在锥形瓶接收器中,至反应结束。光皮树油催化裂解装置如图1所示。
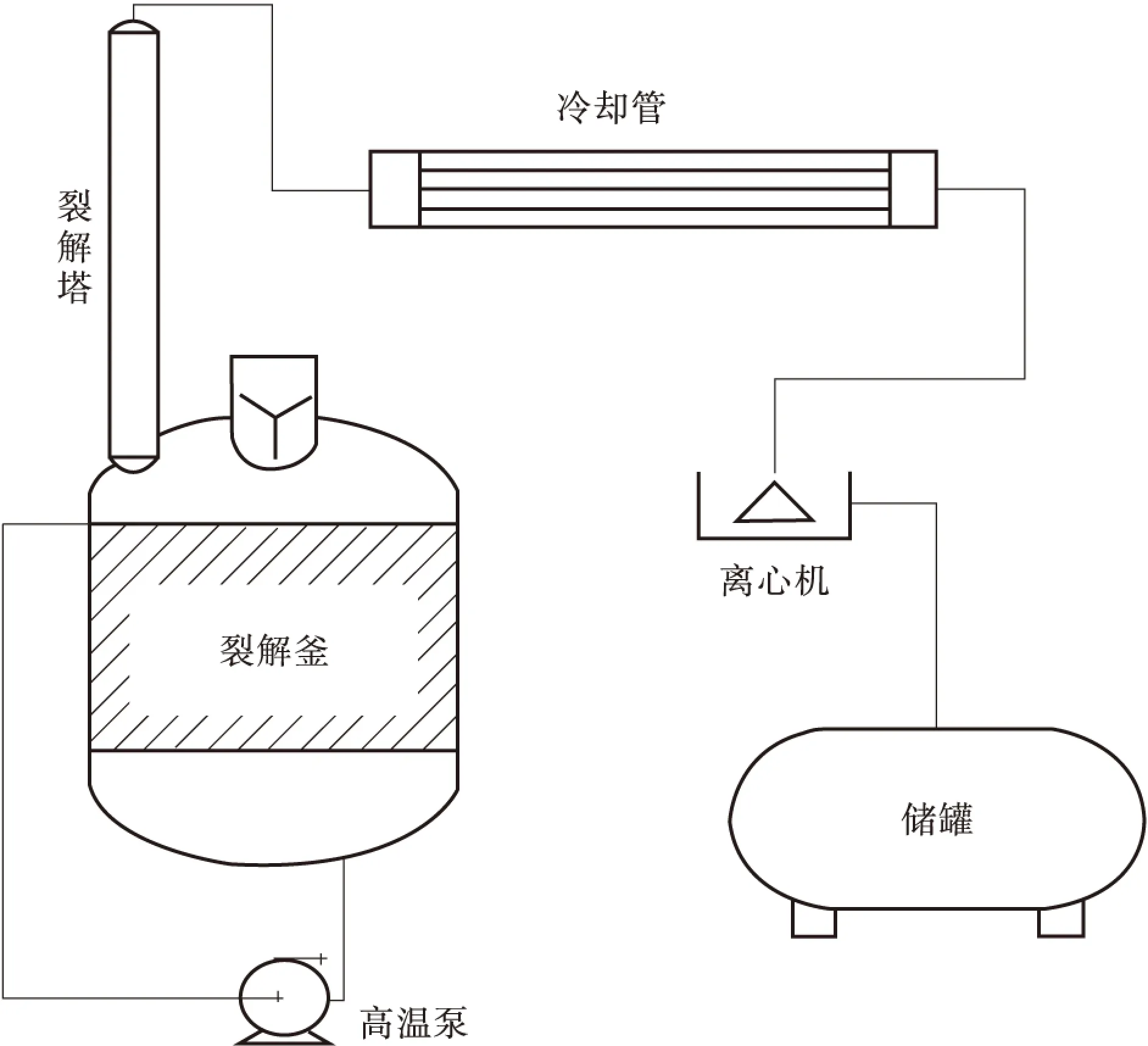
图1 光皮树油催化裂解装置Fig.1 The catalytic cracking equipment of Cornus wilsoniana oil
1.2.2 单因素试验 考察反应温度:原料质量为250g,反应时间为80min,催化剂用量为原料的0.8%,分别在400℃、420℃、440℃、460℃、480℃、500℃、520℃、540℃、560℃裂解温度下对光皮树油进行催化裂解试验,以产出的液体燃料油、不凝气体的产率为考察指标。
考察催化剂用量:原料质量为250g,反应温度为480℃,反应时间为80min,分别在催化剂用量0.0%、0.2%、0.4%、0.6%、0.8%、1.0%、1.2%、1.4%、1.6%条件下对光皮树油进行催化裂解试验,考察因素为液相产品得率和气相产品得率随着催化剂的引入量变化情况。
考察反应时间:原料质量为250g,反应温度为480℃,催化剂含量为1.0%,分别在反应时间30min、40min、50min、60min、70min、80min、90min、100min条件下考察时间因素对反应结果的影响。
1.2.3 数据处理
气相产率(%) =1-产品产率(%)-残渣率(%)
2 结果与分析
2.1反应温度对光皮树油催化热裂解的影响
由图2可以看出,光皮树油在催化剂作用下,随裂解温度的升高,裂解产品得率也不断提高,气相不凝气体得率逐渐减少,但是超过500℃后,液相裂解产品随着温度提高反而逐渐减少,气相得率逐渐提高。根据以上试验结果,催化裂解反应温度最佳为500℃。裂解反应产生的气体、燃料油成竞争反应,在较高温度下裂解反应以快速裂解为主,不凝气体产生较多,由于油脂分子反应快速造成聚合反应增加,导致植物沥青增多。

图2 反应温度对光皮树油裂解产品收率的影响Fig.2 Effect of reaction temperature on the product yield of Cornus wilsoniana oil catalytic cracking
2.2催化剂含量对光皮树油催化热裂解的影响
由图3可知,液相产品收率随着催化剂用量的增大而增加,当催化剂含量为1.0%时,液体收率出现最大值,随后又下降。催化剂含量较少时,裂解反应速度缓慢,液相收率较低,仅为76.20%。当催化剂含量为1.0%时,为合适的催化剂用量,所提供催化反应活性中心数目适宜,反应强度最佳,选择性好,液相产品收率最高,达到82.11%。再增加催化剂用量,液相收率不再增加,反而气相产品快速增加,这主要是由于催化剂过量增加到一定程度时,催化剂活性中心数目过多,过激的催化反应所造成。

图3 催化剂含量对光皮树油裂解产品收率的影响Fig.3 Effect of catalyst content on the product yield of Cornus wilsoniana oil catalytic cracking
2.3反应时间对光皮树油催化热裂解的影响
由图4可知,当催化剂的反应温度确定后,若反应时间小于60min,物质在反应器内的反应历程没有结束就停止反应,裂解不完全,产品收率低;当反应时间大于100min,物料在反应器内的停留时间过长,除造成能量消耗、器壁结焦外,过长的反应时间可使已生成油相发生二次裂解,同样影响液相产品收率;反应时间为80min时液相收率为82.56%,再增加反应时间对产品收率的影响不大,但从能源消耗来讲增加反应时间就是增加反应成本,因此选择反应时间80min为最佳反应状态。
2.4光皮树油裂解生物燃料性能
为了表述光皮树油生物燃料的特性,将其同GB 252-2000《轻柴油》的0#柴油和GB/T 20828-2007《柴油机调和燃料油BD(100)》主要指标进行对比。
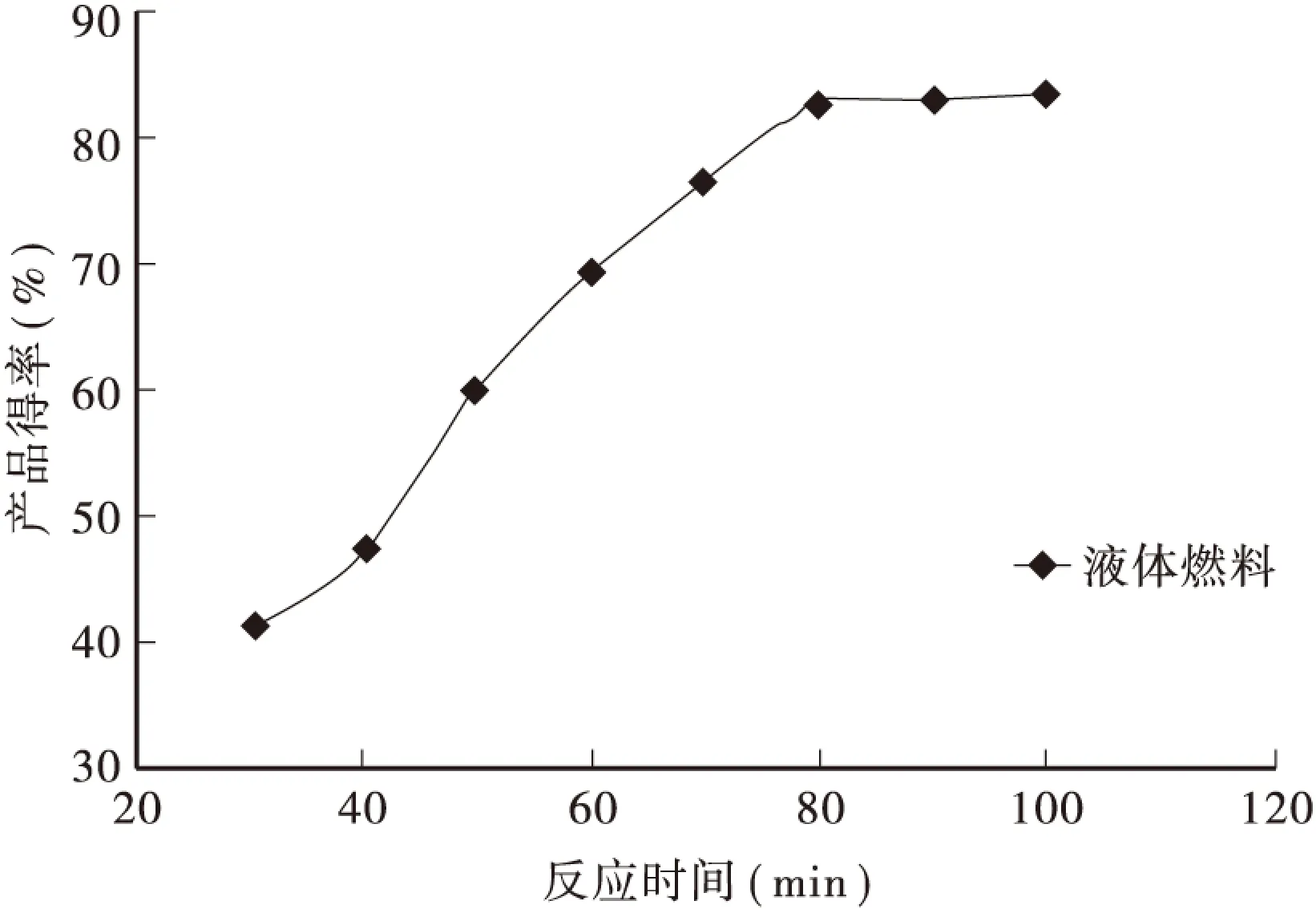
图4 反应时间对光皮树油裂解产品收率的影响Fig.4 Effect of reaction time on the product yield of Cornus wilsoniana oil catalytic cracking

表1 光皮树油裂解生物燃料性能分析Tab.1 Theperformanceanalysisofbio-fuelsfromCornuswilsonianaoilpyrolysis序号分析指标0#柴油生物柴油生物燃料1密度(20℃)(g/cm3)0.830.870.822运动粘度(mm2/s)3.52(20℃)4.49(40℃)3.51(20℃)3硫含量(%)0.120.020.024闪点(℃)45 185 29 5机械杂质(%)无无无6酸值(mgKOH/g)0.040.5131.297水分(%)痕迹痕迹痕迹8冷滤点(℃)2.18.21.89色度(号)2.52.02.510热值(kJ/g)46.139.5 45.2
通过表1对比分析发现,光皮树油催化裂解的生物燃料较生物柴油更加接近传统化石能源,通过酯化反应降低酸值能够部分取代现有0#柴油,实现低碳可持续发展。
2.5光皮树油裂解生物燃料FT-IR分析
由图5可见,由于光皮树油裂解生物燃料酸值较高,存在大量的游离脂肪酸,因此在波数3000~2800cm-1间存在宽阔的羧酸基团吸收峰;光皮树油的催化裂解产物在波数3000~2800cm-1有吸收峰,为饱和基团C-H伸缩振动产生;在波数1750~1700cm-1的吸收峰显示裂解生物燃料有醛羰基存在,这是由植物油脂中的-COOR和甘油高温产生;在波数1450~700cm-1之间的吸收峰为烯烃的弯曲振动和甲基的弯曲振动造成。通过FT-IR分析可知,燃料在分子结构上更加接近常规0#柴油,这为生物裂解燃料的定性提供了帮助。
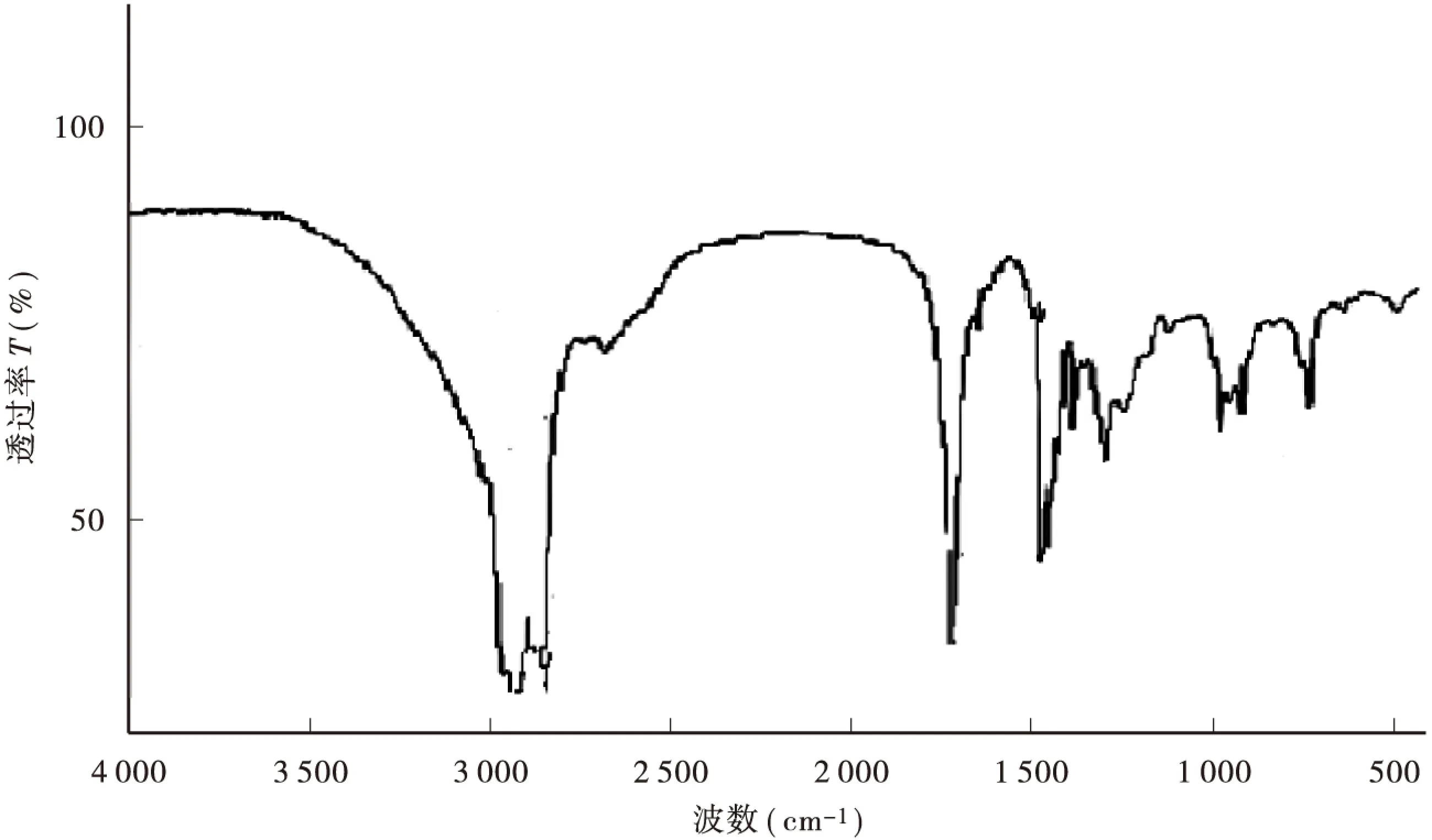
图5 光皮树油裂解生物燃料红外光谱图Fig.5 The FT-IR of bio-fuels from Cornus wilsoniana oil pyrolysis
3 结论与讨论
(1) 负载型催化剂氧化镧具有很好的催化效果,产品最高得率在82.0%以上。通过单因素工艺优化,得到最佳工艺参数为温度500℃,催化剂用量为1.0%,反应时间为80min。
(2) 对生物燃料产品进行红外光谱分析表明,其在分子结构上较常规生物柴油更加接近传统0#柴油,这为寻找绿色石化燃料替代品提供了可能性。
(3) 将生物液体燃料与生物柴油、0#柴油对比分析表明,生物液体燃料的闪点、酸值等指标与0#柴油相差较大,但通过后续酯化和物理轻相分离能够完全符合0#柴油要求。
[1] 李昌珠,蒋丽娟,肖志红,等.野生木本植物油—光皮树油制取生物柴油的研究[J].生物加工过程, 2005(3):42-44.
[2] 李培旺,李昌珠,蒋丽娟,等.3种木本油脂植物种子活力研究[J]. 经济林研究, 2006,24(1):71-83,80.
[3] 李昌珠,张良波,欧日明.生物柴油发展战略研究[J].湖南林业科技,2005,32(6):6-8.
[4] 王一平,翟怡,张金利,等.生物柴油制备方法研究进展[J].化工进展,2003,22(1):8-12.
[5] 王赫麟,张无敌,刘士清,等.蓖麻油制备生物柴油的研究[J].新能源及工艺,2007(3):24-26.
[6] 黄格省,李振宇,付兴国,等.第二代生物柴油技术开发现状与前景展望[J].现代化工,2012,32(6):6-10.
[7] 李俊妮.第三代生物柴油研究进展[J].精细与专用化学品,2012,20(1):33-35.
[8] 王兴栋,陆江银.催化热解调控热解产物的研究进展[J]. 山东化工,2012,41(5):29-33.
[9] 王晓毅,汪心想.废塑料催化裂解烟气中污染物分析与解决方案[J]. 工业安全与环保,2011,37(9):29-30.
[10] 朱呜航.重油催化裂解装置危险有害因素分析[J]. 化工安全与环境,2012(11):6-8.
(文字编校:张 珉)
Liquidbio-fuelspreparationbycatalyticpyrolysisofCornuswilsonianafruitoils
ZHANG Aihua1,2, XIAO Zhihong1,2, LIU Rukuan1,2, JIANG Weiwei2, LI Changzhu1,2*
(1. Hunan Academy of Forestry, Changsha 410004, China; 2.Hunan Engineering Research Center of Biodiesel, Changsha 410004, China)
WithCornuswilsonianafruit oil as raw material in catalytic reaction, the catalytic cracking process ofCornuswilsonianafruit oil was studied through the single factor process optimization. The results showed that the homemade supported catalyst lanthanum oxide had a very good catalytic effect. The optimal process parameters were reaction temperature 500 ℃, reaction catalyst dosage 1.0% and the reaction time 80 min. Under the optimized conditions, the yield of liquid fuel oil products was more than 82.0%.
Cornuswilsoniana; catalytic cracking; bio-fuels; lanthanum oxide
2013-03-15
2013-05-06
国家林业局公益项目(201204801)。
张爱华(1982-),男,河北省石家庄市人,硕士,助理研究员,主要从事生物质能源的开发利用。
* 为通讯作者
TQ 645.9
A
1003-5710(2013)03-0030-04
10. 3969/j. issn. 1003-5710. 2013. 03. 008
