合金钢大方圆坯连铸机的工艺参数及设计特点
2013-11-18杨智军
王 欢 杨智军
(中冶赛迪工程技术股份有限公司,重庆 401122)
江苏苏南重工机械科技有限公司(以下简称苏南重工)是现代化锻造研发、生产企业。2009年苏南重工启动大型锻件项目,建成后将拥有100 t 电炉、大型锻件坯料连铸设备等,形成年产各类大型锻件25 万吨的能力。
为满足项目建设要求,需新建一台4 机4 流浇注合金钢的方圆坯兼容的连铸机,钢水由炼钢厂的一座100 t 电炉供给。由于浇注合金钢的连铸机装备水平要求较高,所以连铸机的工艺参数及主要设备结构的选择显得尤为重要。
1 产品大纲及工艺流程
新建的连铸机为方圆坯兼容,产量为52.5 万吨/年,其中圆坯29.5 万吨/年,方坯23 万吨/年,其产品及代表钢种见表1,连铸机的工艺流程见图1。
产品规格:方坯320 mm×340 mm,定尺长度3 m~6 m;圆坯∅500 mm、∅600 mm,定尺长度4 m~8 m。
2 连铸机工艺参数
连铸机台数/台:1
连铸机流数/流:4
流间距/mm:2 000
连铸机机型:全弧形(连续矫直)
连铸机半径/m:R16
拉速范围/(m/min):0.1~0.8
引锭杆型式:柔性引锭杆
引锭杆装入方式:下装
引锭杆装入速度/(m/min):3.5
铸坯二次冷却方式:气-水喷淋冷却
铸坯切断方式:火焰切割机
辊面标高/m:~-1.150
出坯方式:方坯为出坯辊道→拉钢机→起重机下线;圆坯为出坯辊道→起重机下线。
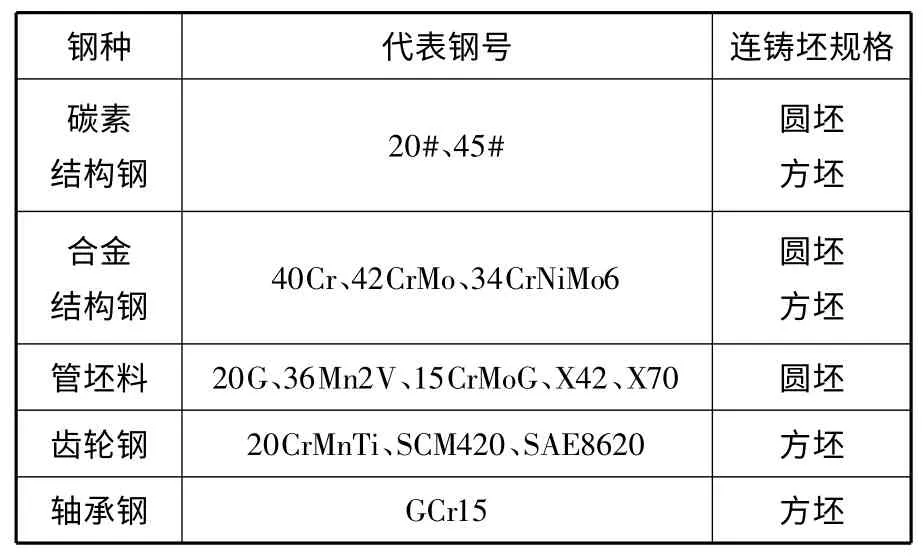
表1 连铸机产品及代表钢种Table 1 Products and typical steel kinds of continuous caster
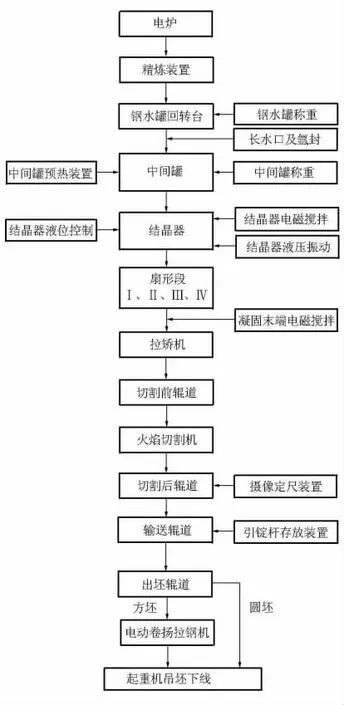
图1 连铸机工艺流程框图Figure 1 Block diagram of continuous caster technology flow
3 连铸机采用的关键技术及设计特点
3.1 钢水罐回转台
钢水罐回转台采用中冶赛迪的专利技术,承载能力为220 t,短臂四连杆升降机构;回转采用渐开线齿轮传动,绝对式编码器控制;液压旋转接头及电气滑环,可使回转台360°无限制旋转;采用空气冷却的称量装置,称量精度高;双加盖机构。设备重量轻,结构合理、可靠,安装维护方便。
3.2 全程保护浇注
全程保护浇注为5 个环节,钢包覆盖剂对大包液面的保护;钢包长水口对大包至中包间注流的保护;中包覆盖剂对中包液面的保护;浸入式水口对中包至结晶器间注流的保护;结晶器保护渣对结晶器液面的保护。全程保护浇注有利于减少钢坯中的夹杂物含量,减少水口絮死的几率。
3.3 结晶器液压振动装置
结晶器液压振动装置采用中冶赛迪自主研发的两片式,内外弧布置的结构,可实现仿弧振动,在线调整和设定振动曲线;采用液压伺服控制,精度高,同步性能好;采用无磨损的预应力板簧导向,无需润滑,导向精度高,偏摆小;机构合理,性能稳定。
3.4 结晶器液位控制系统
结晶器液位控制系统用于实时检测结晶器内的钢水液面,并实时输出对应液面高度的模拟量。结晶器液位控制采用涡流式,控制精度≤±3 mm,包括检测装置、控制系统等。
3.5 结晶器
方/圆坯结晶器均采用管式结晶器,铜管锥度曲线为抛物线型,铜板长度为800 mm,铜管材质为银铜,内表面镀铬。结晶器足辊内、外弧2 对,侧面2 对;结晶器冷却水与振动装置自动连接。
3.6 铸流导向段
铸流导向段分扇形段Ⅰ、Ⅱ、Ⅲ和Ⅳ。在浇注方坯和圆坯时更换扇形段Ⅰ和Ⅱ,各种断面共用扇形段Ⅲ和Ⅳ。
在浇注大方坯时,扇形段Ⅰ采用小辊径密排形式,内外弧各13 个辊,侧辊7 对;扇形段Ⅱ外弧9 个辊,内弧6 个辊。
在浇注圆坯时,扇形段Ⅰ外弧7 个辊,内弧7个辊,侧面4 对辊;扇形段Ⅱ外弧6 个辊。为方便扇形段Ⅱ的安装,在振动梁和扇形段支座上安装有导向装置。
扇形段Ⅲ外弧4 个辊,内弧1 个压辊,并设计隔热保温罩,同时可以安装末端电磁搅拌装置。
扇形段Ⅳ外弧3 个辊,内弧2 个压辊,并设计隔热保温罩。
扇形段侧面安装导向装置,防止引锭杆和铸坯跑偏。辊子通水冷却,冷却水安装时自动接通,轴承集中干油润滑。
3.7 电磁搅拌装置
电磁搅拌分别安装在结晶器及扇形段处。结晶器电磁搅拌安装在结晶器外,由扇形段Ⅰ支撑,一种规格适用各生产断面,电磁搅拌可随结晶器与扇形段Ⅰ同时吊装,维护方便。
凝固末端电磁搅拌装置根据铸坯断面大小安装在扇形段III 或扇形段Ⅳ上,一种规格适用各生产断面,其位置在一定范围内可调。
3.8 拉矫机
拉矫机采用牌坊框架式,各机架通用互换;上辊传动,交流调速电机;上辊由液压缸驱动,调节辊子开口度。驱动电机、减速器、液压缸、辊子、拉矫机框架均采用水冷结构。拉矫机设有一套完整的由水冷隔热罩和机架间隔热罩组成的隔热保护系统,避免拉矫机架及传动受热,改善拉矫机工作环境,维护的工作量小,有效降低了设备的故障率。
3.9 拉钢机
拉钢机将流线上的方坯运离出坯辊道,起重机吊坯下线。拉钢机主要由带拨爪的移送小车、轨道梁、传动装置、张紧装置、接近开关等组成。该结构新颖,操作方便,运行平稳可靠,无冲击,维修方便。
4 投产及质量情况
4.1 投产情况
合金钢大方圆坯连铸机工程经历一年多的紧张设计与施工,320 mm×340 mm 方坯、∅500 mm和∅600 mm 圆坯均试车成功,目前生产情况良好。
4.2 铸坯内部质量
对材质为16Mn 的∅600 mm 圆坯取样并进行连铸坯低倍常规检验。检验标准采用YB/T153—1999 优质碳素结构钢和合金结构钢连铸方坯低倍组织缺陷评级图。连铸圆管坯低倍组织检验结果表明,除存在一定的中心疏松、中心偏析及个别缩孔和中心裂纹外,没有出现其他低倍缺陷,连铸圆管坯低倍质量较好。低倍组织检验结果如表2 所示,低倍照片如图2、图3、图4、图5 所示。
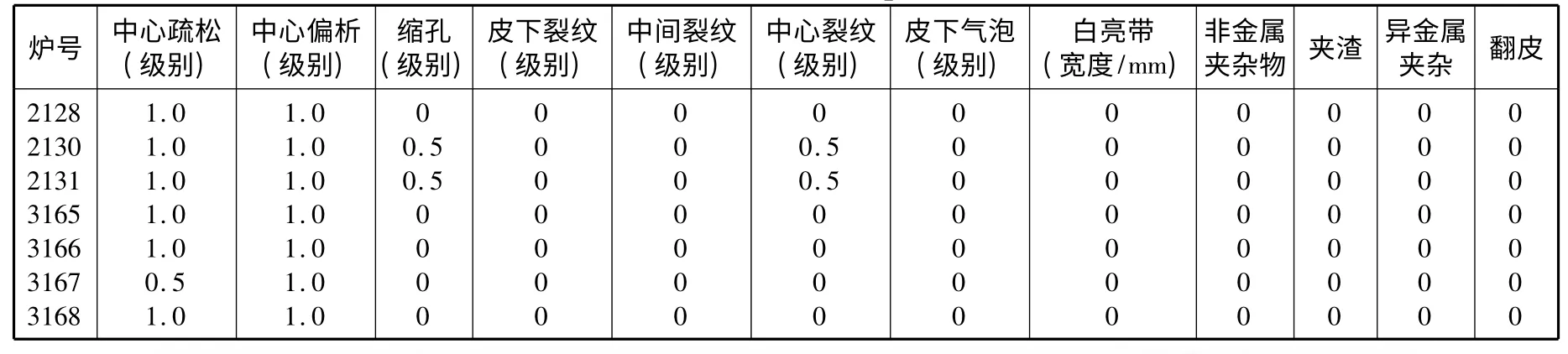
表2 低倍组织检验结果Table 2 Macrostructure inspection results
图3 炉号3165 铸坯低倍组织Figure 3 Macrostructure of furnace no.3165 casting blank

图4 炉号3166 铸坯低倍组织Figure 4 Macrostructure of furnace no.3166 casting blank

图5 炉号3168 铸坯低倍组织Figure 5 Macrostructure of furnace no.3168 casting blank
5 结束语
该大方圆坯连铸机在设计的过程中,充分考虑了产品方案的要求,同时努力提高技术装备水平,其主要技术经济指标达到了国内先进水平。
[1]王爱国.方圆坯兼容连铸机工艺参数及主要设备结构优化[J].重型机械,2011,(01).
[2]杨智军,彭晓华,罗利华,阎建武.天铁方/圆坯连铸的工艺设备设计及特点[J].重型机械,2009,(06).
[3]张亚东,毛敬华.攀钢大方坯连铸机设计特点与装备水平[J].河南冶金,2006,(09).
[4]蒲学坤.42CrMo 合金结构钢大方坯连铸工艺研究与应用[J].中国冶金,2007,(09).