单面焊双面成型的焊接工艺试验
2013-11-18孙壮
孙 壮
(天津重钢机械装备股份有限公司,天津 300459)
在生产制造中对箱体、法兰等的焊接需要采用单面焊双面成型技术,之前一直使用的是CO2药芯焊丝气体保护焊,但使用这种方法焊接的工件背面熔透性较差且易出现缺陷,返修次数高。要解决此问题,必须采用新的焊接工艺,以提高焊接产品质量。
1 气体保护焊焊丝的特点
1.1 药芯焊丝
属于渣-气联合保护。焊接时,焊丝和药芯受热熔化,在焊缝表面上覆盖一层薄薄的熔渣,而且焊丝中的药粉含有大量有益的合金元素,可以改善焊缝的性能和质量,使焊缝成形美观,焊缝质量高,气孔少,缺点是成本偏高[1]。
1.2 实心焊丝
属于气保护,焊后不需要清渣,焊接效率较高,在等量电流下可以获得较大熔深。但在使用CO2气体保护焊时易产生飞溅,通常在CO2中加入氩气可减少飞溅量。
2 试验材料及设备
2.1 母材及焊材
试验的母材材质为Q345D,根据等强度匹配及等化学成分匹配原则,打底焊选择∅1.0 mm 的实心焊丝ER50-6,填充和盖面焊选择∅1.2 mm的药芯焊丝E501T-1。母材及两种焊材的化学成分和力学性能见表1 和表2。
2.2 试验设备
试验使用唐山松下型号KR2-500 晶闸管控制CO2/MAG 焊机,该焊机可满足CO2/MAG 短路过渡及射流过渡的电弧动特性工艺要求。试验时采用直流反接的接线方式,即焊丝接正极。

表1 母材及焊材的化学成分(质量分数,%)Table 1 Chemical compositions of base material and welding wires(mass fraction,%)
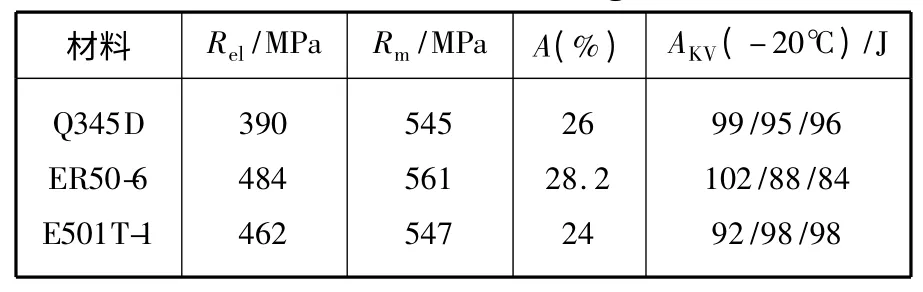
表2 母材及焊材的力学性能Table 2 Mechanical properties of base material and welding wires
3 焊接方法及工艺
3.1 焊接试验操作流程
按照规范要求准备焊件→焊接前的准备→焊机和焊丝检查→按规范调整焊接参数→按照正确的焊接顺序进行焊接→焊缝清理→焊缝的无损检测→焊缝的力学性能试验。
3.2 焊接方法
由于对构件采用单面焊双面成型技术,因此背部的熔透性是关键,结合工艺,并根据焊丝性能选用实心焊丝混合气体保护焊进行打底焊,这样可保证根部的熔透性。选用药芯焊丝CO2气体保护焊进行填充、盖面焊,是因为其保护效果好,不宜产生缺陷,且焊后焊缝成型美观。
3.3 焊接工艺
3.3.1 焊前准备
焊前要根据工艺要求准备好试件,两块试件规格分别为16 mm×150 mm×300 mm 和16 mm×300 mm×300 mm,其坡口和接头形式应与实际生产要求相符(坡口参数见表3,接头形式见图1)。将坡口处及附近10 mm 范围内的区域打磨干净,以防止油污、锈或油漆等污染物在焊接过程中进入焊缝内。由于Q345D 的碳当量很低而且试验板为中薄板,因此不需要预热,但是当环境温度低于0℃或试件厚度大于30 mm 时则需预热试件至少达到50℃。

表3 试件坡口形式及参数Table 3 Shape and parameters of test specimen groove
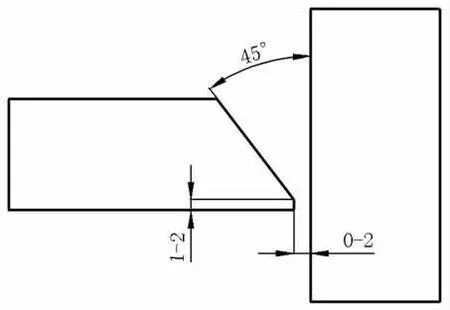
图1 试件接头形式Figure 1 Weld form of test specimen
3.3.2 焊接过程
由于单面焊双面成型技术只焊接试件一侧,而单面受热很容易导致试件变形,因此焊接前要先对试件做反变形处理,然后按照工艺参数进行焊接(工艺参数见表4),焊完后室温下冷却。焊接试验采用的是多层多道焊,每焊完一道焊缝要进行层间清理焊渣。
4 无损检测及宏观试验
4.1 无损检测
对焊缝进行100% 磁粉检测,结果符合EN1291—1998 的缺陷接受等级,测试结果合格。
对焊缝进行100% 超声检测,结果符合EN1712—1994 的缺陷接受等级,测试结果合格。
4.2 宏观试验
参照EN1321—1997 对试板进行宏观试验,观察得出焊缝金属及热影响区均无缺陷,且根部焊缝完全熔透,试验结果合格。宏观试样如图2所示。
5 结论
根据焊接试验结果,可以证明采用实心焊丝混合气体保护焊进行打底焊,药芯焊丝CO2气体保护焊进行填充、盖面焊的工艺方法可以运用于单面焊双面成型技术。该方法具有较好的根部熔透性,焊缝成型美观、缺陷少。此工艺已经在我公司得到了成功应用,取得了较好的效果,可以进行推广使用。
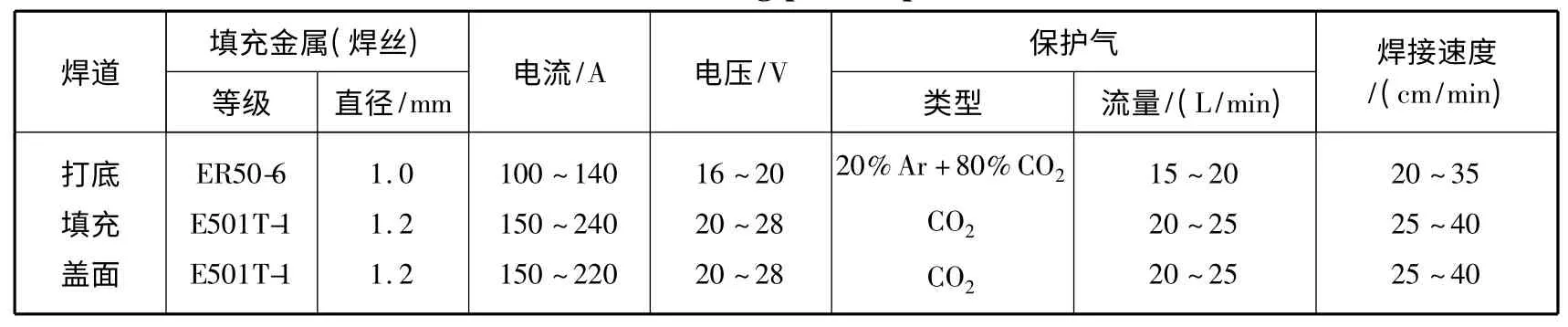
表4 焊接工艺参数Table 4 Welding process parameters
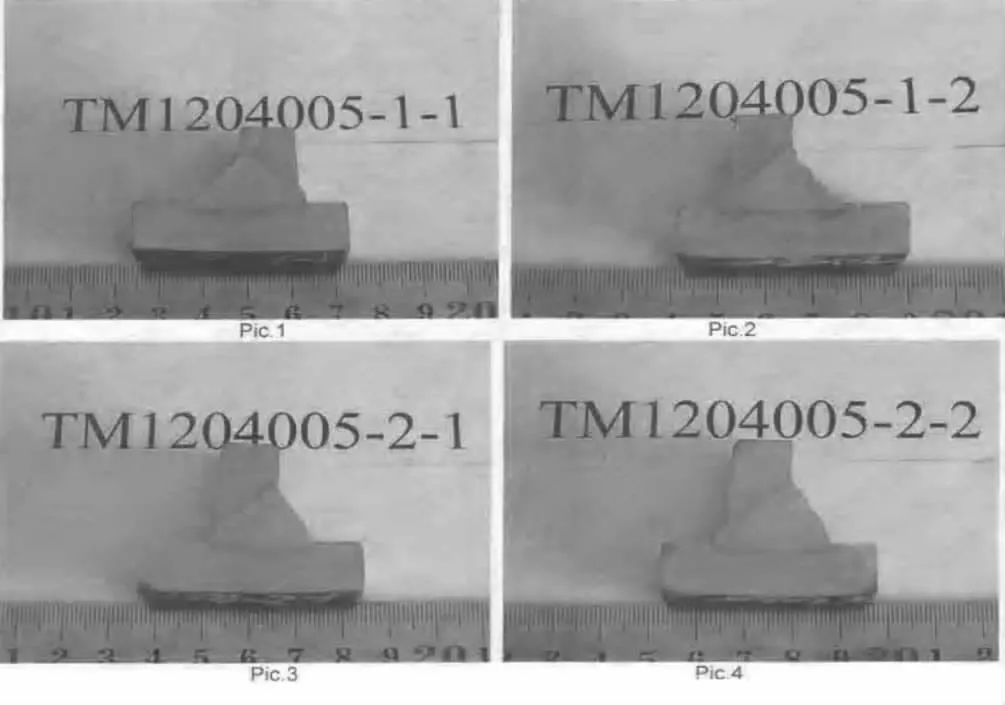
图2 宏观试样Figure 2 Macro specimen
[1]沈雁.CO2气体保护焊在钢结构中的应用[J].资治文摘,2009(5):197.
