仿贴布绣印花工艺研究与产品开发
2013-11-17卞幸儿吴士能
卞幸儿,林 旭,周 赳,吴士能,方 昉
(1.浙江凯喜雅国际股份有限公司,杭州310004;2.浙江华泰丝绸有限公司,杭州314423;3.浙江理工大学材料与纺织学院,杭州310018)
贴布绣也称为补花绣[1],是一种将其他布料剪贴在服饰上的刺绣形式。贴布绣的绣法是将贴花布按图案要求剪好,贴在绣面上,贴好后,再用各种针法锁边,也可在贴花布与绣面之间衬垫棉花等物,使图案隆起而有立体感[2-7]。采用印花工艺生产仿贴布绣外观效果的印花织物,生产的产品兼具贴布绣效果和印花织物柔软有弹性的特点。贴布绣织物效果主要表现为凸起的贴花(浮贴效果)和工整的锁边线迹效果(工针效果),因此生产仿贴布绣效果的印花织物必须采用有别于普通印花方式的特种印花工艺,该类产品开发未见有相关文献报道。普通的印花工艺是用染料或颜料在织物上施印花纹,织物表面平整光洁,而特种印花是用一些特殊的印花材料和特殊的印花方法在面料上印制特殊效果的花纹,如今常用的有烂花印花、植绒印花、发泡印花、变色印花等[8]。要模拟贴布绣织物的表面凸起的效果,发泡印花是首选的工艺,通过发泡工艺优化和定位印花,可以模仿贴布绣的浮贴和工针效果,开发的印花织物不仅风格独特、生产效率高,也为印花织物的设计创新提供借鉴。
本研究将印花工艺与绣花效果结合,通过改进现有印花工艺,提出一种印花新工艺,应用该工艺生产的印花织物能够模拟传统贴布绣织物的表面效果,达到纺织品创新的目的。
1 仿贴布绣印花工艺研究
以发泡印花工艺为基础,通过工艺优化和改进,研发仿贴布绣效果印花织物的特种印花工艺,来模仿贴布绣特有的浮贴和工针效果,研究工作主要包括:仿贴布浆工艺研究、仿绣浆工艺研究和印花工艺研究三部分。
1.1 仿贴布浆工艺研究
仿贴布浆工艺研究主要在于模仿贴布绣的浮贴效果,同时印花时要遮盖住底布,使印花表面不受底布颜色和花型的影响,同时所用色浆手感要柔软,穿着时无异物感[9],对仿贴布浆的工艺进行必要的实验筛选。实验方法如下:对同一底布,在相同焙烘条件下,进行浆料筛选和复配;底布选择为深黑色丝棉纺印花布;焙烘条件:焙烘温度140℃,时间2min;水洗牢度测试条件:温度40℃,时间30min。
1.1.1 实验一
采用的实验浆料分别为:水浆、软涂料、961遮盖浆、胶浆HF、胶浆LP/2S、彩印浆KE,实验结果显示:采用现有的浆料印花,普遍具有较好的印花清晰度和一定的遮盖力,但是除了彩印浆,织物手感普遍较硬,而且水洗牢度差,达不到技术要求,所以浆料需要进行复配以满足仿贴布浆的工艺要求。
1.1.2 实验二
对涂料和遮盖浆或胶浆进行复配研究,复配仿贴布浆的浆料为:1#水浆︰961=50︰50;2#软涂料∶961=50︰50;3#软涂料∶胶浆 LP/2S=50︰50;4#软涂料︰LMP=50︰50;5#软涂料︰彩印浆 KE=50︰50,实验情况见表1。通过表1可知,采用2#、3#、4#配方可以达到较好的印花效果。
1.1.3 实验三
在确保仿贴布效果的前提下,继续研究不同用量的961遮盖浆与软涂料复配的仿贴布浆性能,进行优化实验。其实验结果见表2。由表2可知,加入涂料可以提升遮盖效果,提高面料的柔软度(降低遮盖浆用量),涂料质量分数可控制在30%左右。如果仿贴布浆中不加涂料,那么961遮盖浆的质量分数必须提高到40%~50%,但面料的柔软度就有明显的下降。为了改善面料的手感,在仿贴布浆中可以加入一定量的柔软剂HT,对手感的改善有明显效果。

表1 仿贴布浆的复配实验Tab.1 Compound composition experiment of imitated applique paste
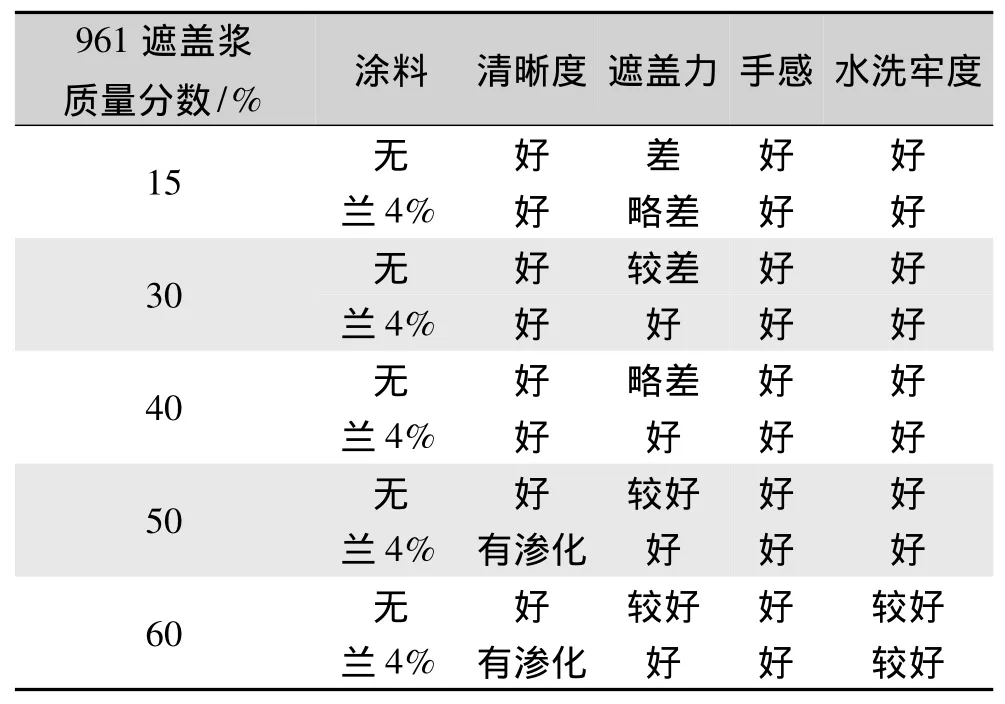
表2 仿贴布浆的优化实验Tab.2 Optimal experiment of imitated applique paste
综合以上实验,确定仿贴布浆的工艺优化方案:本白(软涂料50%~60%、961遮盖浆40%~50%、HT柔软剂1%~2%);彩色(软涂料 X%、961遮盖浆30%~50%、HT柔软剂0~1%、涂料 Y%,(X+Y=50%~60%)。
1.2 仿绣浆工艺研究
仿绣浆工艺研究在于模仿贴布绣的工针效果,需达到以下要求:一是刮印整理后要有凸出织物表面的立体效果;二是水洗色牢度要好;三是仿绣浆的表面需要有一定规律的纹路,以模拟工针效果。综合上述要求,发泡浆是用于仿绣浆研究的首选。目前市面上发泡浆的种类很多,有绒毛型、硅胶型及普通型等[10]。通过初步实验,发现只有普通型发泡浆能满足仿绣浆工艺研究的要求。此外,用于仿绣浆工艺研究的普通型发泡浆还需要满足以下性能:一是有较好的流变性和透网性;二是具有一定牢度;三是手感必须柔软有弹性;四是发泡浆必须环保。根据这4点要求,对仿绣工艺(发泡工艺)进行优化实验。
1.2.1 仿绣浆筛选
由于仿绣浆是和仿贴布浆一起印,所以两者的热处理工艺必须一致,因此中温型的发泡浆是最佳选择。将实验条件控制在焙烘温度140℃,时间2min,80目网丝,面料选用丝棉雪纺,然后分别选择HF发泡浆、松井发泡浆、宁柏迪发泡浆、FS-408发泡浆4种中温型发泡浆进行仿绣浆的工艺优化实验,实验结果表明:从手感、牢度、立体感等综合性能考察,FS-408中温型发泡浆的实验效果最好,只是发泡图案的白度比较差,偏黄,特别是在打本白色或者鲜艳的浅色系时,容易受到干扰。为了解决这个问题,可以在发泡浆中添加有遮盖力的白胶浆,实验证明在发泡浆中加入白胶浆可以解决,但是随着白胶浆用量的增加,发泡图案发黄的问题虽得到解决,但是印花牢度、立体感及手感都有下降趋势。所以白胶浆合理的质量分数控制在10%~20%。
1.2.2 仿绣浆的黏度控制
仿绣浆需要有较好的流变性和透网性,然而发泡浆因其含固量大,黏度也大,导致透网性差,流变性差。通过加水稀释,能够使发泡浆的黏度下降,便于刮印。发泡浆加入不同比例的水进行发泡实验,实验结果表明:用于仿绣浆的发泡浆可加20%左右水,不仅能降低其黏度,易于刮印操作,而且印花牢度和立体发泡效果良好。
1.2.3 仿绣浆的牢度实验
发泡浆中掺有一定量的黏合剂,能达到基本的印花牢度要求。但如果印花牢度要进一步提高,可以通过加入其他黏合剂来实现。选择APF101、TYS、KG101、UN4064种黏合剂进行实验(质量分数3%~9%)。结果表明:除了UN406外,其他3种黏合剂的添加能提高发泡印花的摩擦色牢度,但也会使发泡效果,手感方面略有下降,当黏合剂的质量分数达到9%时,立体效果开始有明显下降了,并且手感发硬。因此,黏合剂的质量分数应控制在6%以下。
1.2.4 仿绣浆的手感实验
由于发泡浆的高含固量,往往使得手感偏硬,穿着时容易有异物感。为提高发泡图案的柔软性,可在发泡浆中掺入各种柔软剂,进行对比筛选。实验情况见表3。
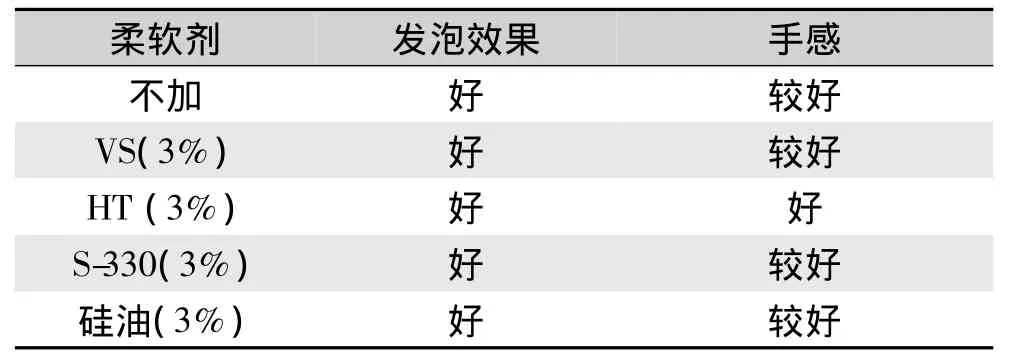
表3 柔软剂筛选实验Tab.3 Softening agent screening experiment
由表3可知,加入适量柔软剂对发泡效果影响不大,而且大多数柔软剂的柔软效果并不理想。只有HT的柔软效果比较好,对手感有明显的提高作用。筛选出适合的柔软剂后,分别对不同质量分数(1%、3%、5%、7%、10%)的柔软剂进行了实验。随着质量分数的增加,发泡效果影响不大,到了10%左右,有轻微下降趋势;而手感变柔软,但到5%以后,变化不明显;另外,在5%以内对色牢度的影响不大,超过10%有轻微影响。综合考虑发泡效果、手感和牢度,柔软剂的质量分数应控制在5%以内。
综合以上工艺实验,合理的仿绣浆配方为:FS-408为80%;水 20%;白胶浆0~20%(外加);柔软剂HT 0~5%(外加);涂料 X%(外加)。
1.3 仿贴布绣印花工艺研究
仿贴布浆和仿绣浆均属于涂料体系,但在印花过程中工艺条件的控制不当,会产生牢度差,达不到立体发泡效果,发黏等问题。因此,在印花过程中需要对印花工艺参数进行实验优化。实验条件控制在焙烘温度140℃,时间2min,80目网丝,材料为丝棉雪纺。
1.3.1 预烘温度的选择
预烘是为了防止在后道的汽蒸或烘焙的过程中因面料未干而造成仿贴布浆搭色,而对于仿绣浆,除了搭色,预烘温度的控制还要同时保证印花面料干燥而印花部位又不发泡。预烘实验的预烘温度分别设定为40、60、70、90、110 ℃。实验发现:如果预烘的温度过低,会导致仿绣浆未全干,那么再进行后道的高温烘焙,图案不能充分发泡,而且手感弹性变差、变硬;如果预烘温度过高,干燥程度虽然达到了,但是会使局部的发泡浆过早发泡。再经过高温烘焙的时候,已发泡部位容易破泡坍塌,影响立体效果。所以预烘温度必须严格控制,最佳温度应该在70~90℃。
1.3.2 烘焙温度的选择
烘焙温度也可称为发泡温度。烘焙这一过程既是固化又是发泡的过程,极大程度上影响着仿贴布浆和仿绣浆的最终效果及色牢度,因此需要对烘焙温度进行优化实验。实验方案见表4。
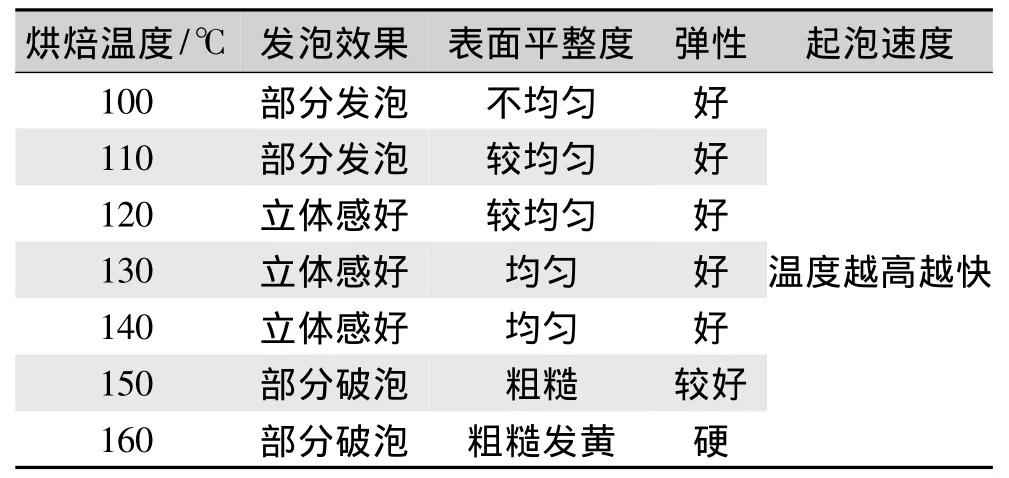
表4 烘焙温度优化实验Tab.4 Optimal experiment of baking temperature
在表4中,烘焙温度在100~120℃时,发泡剂的发泡不充分,发泡率低,表面平整度也差;烘焙温度在120~140℃时,发泡浆中的有机溶剂容易迅速汽化,达到发泡的高峰;当烘焙温度在140~150℃时,有机溶剂大分子开始破裂,但表观效果不是很大;到160℃以上,已产生大量的发泡体破裂、坍塌,立体效果大大降低。考虑到仿贴布浆在120℃时牢度略差,烘焙温度应该选择在130~140℃。
1.3.3 发泡时间的选择
发泡时间的长短,对仿绣浆的立体感、牢度和仿贴布浆的牢度有一定影响,设定发泡时间为0.5、1、2、3、5min进行实验,结果表明:在1 min之内,由于时间不够充分,发泡剂没有充分膨胀,导致发泡不完全,也不均匀。发泡时间1~3 min的发泡效果差别不大,但是1min烘焙,由于时间短,黏合剂未交联完全,色牢度差。而3 min之后发泡体逐渐破裂,立体效果越来越差。因此发泡时间应控制在2 min左右为宜。
1.3.4 网目的选择
网目的大小直接关系到透浆量的大小。对于仿绣浆来说,网目小,透浆量大,发泡剂的量也越多,立体程度就越好,可是色牢度方面就有所下降了。因此综合考虑印花立体效果、色牢度及手感方面对网目的选择进行实验。实验结果显示:80目以下网丝,过于稀疏,透浆量大,使得发泡浆堆积,发泡后表面不平整,线条松弛不细腻,没有仿贴布绣线条的紧绷感和有规律的纹路。而100目以上的网丝使得透浆量变小,立体效果下降,仿工针绣的立体效果不明显,而且在刮印的过程中,由于发泡浆的黏度大,容易回黏搭浆,经长时间刮印会造成堵网。采用80~100目网丝的网版刮印,网目适中,不容易造成堵网,仿绣图案表面有细致规律的网丝印,仿贴布绣效果佳。因此仿贴布浆和仿绣浆的印花网目应控制在80~100目。
2 仿贴布绣印花工艺实践
仿贴布绣印花产品设计首先是花稿设计,并按照设计花样进行印花。在印花时先印仿贴布浆,后印仿绣浆。通过印花工艺实践发现:在仿贴布绣处需要留白,如果仿贴布绣处的花型未留白,直接印在仿贴布处,那么经过后道烘焙不会产生立体感;仿绣的位置应适当增大或者将这两套色的覆色位置相应缩小,否则两种浆的叠加也会使立体效果下降。图1所示是仿贴布绣效果的印花产品,材料为丝棉雪纺,浮贴和工针效果惟妙惟肖。

图1 仿贴布绣效果的印花产品Fig.1 Printing products imitating the effect of applique
另外,纺织面料品种繁多,有厚有薄,有紧有疏,在做仿贴布绣工艺时需要作好试印,以确保效果。例如,采用与丝棉雪纺相同的试印条件(烘焙温度140℃,时间2min,80目网丝),底布换成素绉缎、棉布、电力纺均能获得理想的仿贴布绣效果,当采用西丽纱做底布时,因为纱线间空隙很大,刮印的浆渗透到背面,导致仿贴布浆的遮盖力不够,仿绣浆在织物两面发泡,使面料扭曲变形,印花发泡效果和平整度有欠缺。因此在设计仿贴布绣印花产品时,要避免选择过于稀疏的面料。
3 结论
通过改进现有印花工艺,本研究提出一种印花新工艺,应用该工艺生产的印花织物能够模拟传统贴布绣织物的表面效果,并通过工艺实践证明了其应用价值。新工艺的仿贴布浆通过涂料体系和遮盖浆进行混合复配来实现;仿绣浆配方以发泡浆为基础,加入不同比例的水、白胶浆、柔软剂和涂料来实现。优化的仿贴布绣印花工艺为:预烘温度70~90℃、烘焙温度130~140℃、发泡时间2 min、印花网目80~100目。本研究提出的仿贴布绣效果的印花工艺能满足不同材质面料的印花需要。
由于仿贴布绣印花工艺能在连续印花机上进行应用,开发产品能够便捷地完成色彩变化,使得仿贴布绣印花工艺既满足高效率产业化的基本要求,又满足印花产品时尚化的消费需求,具有良好的市场潜力。
[1]张蕾.中国刺绣[M].福建:福建美术出版社,2007:48.ZHANG Lei.Chinese Embroidery[M].Fujian:Fujian Art Publishing House,2007:48.
[2]叶继红.从苏绣看传统技艺的文化再生[J].装饰,2005(6):4-8.YE Jihong.Look at cultural rebirth of traditional craft from Suzhou embroidery[J].Art& Design,2005(6):4-8.
[3]皇甫菊含.从苏绣艺术看吴地文化的品格和人文内涵[J].苏州大学学报:工科版,2009,29(5):52-56.HUANGPU Juhan.Characters and cultural connotation ofWu area viewed from Suzhou embroidery[J].Journal of Suzhou University:Engineering Science Edition,2009,29(5):52-56.
[4]王欣.当代丝绸女装设计中的刺绣传承与创新[J].丝绸,2011,48(8):41-45.WANG Xin.Research on the inheritance and innovation of embroidery in modernsilk dress design[J].Journal of Silk,2011,48(8):41-45.
[5]王式付.苏绣艺术特色及其在服装上的应用[J].广西轻工业,2010(4):87-88.WANG Shifu.Artistic features of Soochow embroidery and it's application on apparels[J].Journal of Guangxi Light Industry,2010(4):87-88.
[6]孙佩兰.苏绣[M].北京:轻工业出版社,1982:15.SUN Peilan. Soochow Embroidery[M]. Beijing:Light Industry Press,1982:15.
[7]TELLIER-LOUMAGNE F.The Art of Embroidery[M].London:Thames & Hudson,2006.
[8]唐增荣.国内外纺织品立体印花技术研究[J].丝网印刷,2008(9):7-12.TANG Zengrong.Research on domestic and overseas technology of puffing and flocking printing[J].Silk Screen Printing,2008(9):7-12.
[9]韩秀英,张为民.不同制网方法及贴布浆选用的比较[J].染整技术,2006,28(12):44-48.HANG Xiuying,ZHANG Weimin.Comparison among the selections of different network method and patch pulp[J].Textile Dyeing and Finishing Journal,2006,28(12):44-48.
[10]李金钞.介绍几种水性环保特种印花材料[J].丝网印刷,2010(1):20-24.LI Jinchao.Introduction toseveral water-based ecotypic materials forspecial textile printing[J]. Silk Screen Printing,2010(1):20-24.