数控铣、加工中心椭圆轮廓宏程序编程
2013-11-16杨志丰
杨志丰
(沈阳职业技术学院汽车分院,辽宁 沈阳 110015)
1 宏程序概念
宏程序就是将一群命令所构成的功能,像子程序一样登录在内存中,再把这些功能用一个命令作为代表,执行时只需写出这个代表命令就可以执行其功能。在这里,所登录的一群命令叫作用户宏主体(或用户宏程序),简称用户宏(CustomMacro)指令,这个代表命令称为用户宏命令,也称为宏调用命令。使用时,操作者只需会使用用户宏命令即可,而不必去理会用户宏主体。
用户宏即可以在用户宏主体中使用变量;可以进行变量之间的运算;可以用用户宏对变量进行赋值。
2 数控铣床、加工中心的椭圆轮廓程序编制(见图1)
编制如图1所示椭圆凸台加工程序,深度8mm。
3 采用极坐标编程方式
椭圆的方程有一般方程和极坐标方程,这里用到椭圆的极坐标方程X=aCOSα;Y=bSINα。该零件从图纸上得到的a=30,b=20。将椭圆的极角设为#1,X设为#2,Y设为#3。根据FANUC的宏程序语言,椭圆的极坐标方程转化为 #2=30*COS[#1], #3=20*SIN[#1]。 分析极角的变化范围,极角从0°变化到180°。将#1的初始值设为0,而终止的条件为≤180。
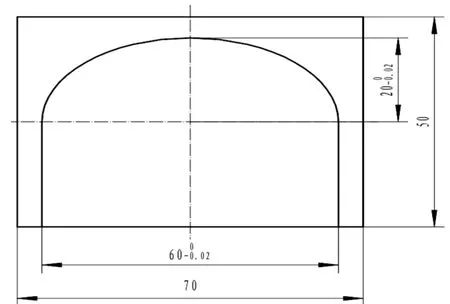
图1 数控铣加工椭圆
O0001; 加工中心编制椭圆宏程序
G54 G90 G00 G40 Z50. X0 Y0 ;通用程序头
M03 S1000;主轴正转1000转
X30. Y-40. Z5.;刀具接近到Z5位置
G01 Z-8. F100; 直线下刀
G42 Y-30. D01 F300;刀具右补偿
Y0;刀具移动至椭圆起点
#1=0;θ变量初始值0度
WHILE[#1LE180]DO1;终止条件180度
#2=30*COS[#1];X=aCOSα
#3=20*SIN[#1]; Y=bSINα
G1 X#2 Y#3;小直线逼近椭圆
#1=#1+0.5; 角度增量变化
END1;循环1结束
G01 Y-30.;直线切出
G01 G40 Y-40.;刀补取消
G00 Z50.;快速抬刀至Z50高
M30; 程序结束
#1=#1+0.5; 这里0.5是调整椭圆的形状精度的语句,该数值在粗加工时应该取较大值,以利于数控系统进行计算。精加工时该数值应取较小数值,以满足零件图纸为宜,例如0.1。如精加工取的数值过小,则不利于数控系统的计算,在加工过程中已出现刀具移动迟滞,反而影响表面。
4 采用椭圆标准方程进行编制
椭圆的一般标准方程为, 这 里 设#1为X,#2为Y,那么该方程就变为,这里如果将X也就是#1设为变化量,那么将其转化为FANUC的宏程序格式为#2=20*SQRT[1-#1*#1/900]。
O0002; 加工中心编制椭圆宏程序
G54 G90 G00 G40 Z50. X0 Y0;通用程序头
M03 S1000; 主轴正转1000转
X30. Y-40. Z5.;刀具接近到Z5位置
G01 Z-8. F100; 直线下刀
G42 Y-30. D01 F300;刀具右补偿
Y0;刀具移动至椭圆起点
#1=30; #1赋初始值
N1#2=20*SQRT[1-#1*#1/900]#2赋值公式
G1 X#1 Y#2; 小直线逼近椭圆
#1=#1-0.5;X方向增量变化
IF[#1GE-30]GOTO1 设置程序跳转条件
END1;循环1结束
G01 Y-30.;直线切出
G01 G40 Y-40.;刀补取消
G00 Z50.;快速抬刀至Z50高
M30;程序结束
综上所述,在加工公式曲线时,可以不采用计算机编程,而是利用FANUC系统宏程序的编程。按照分析公式、变量的选择、初始值和终止值的选定等编制宏程序,而且宏程序的编程格式、变量的选择、公式的选择都非常灵活,程序可读性非常高,使加工更加高效、快捷。
[1]陈海舟.数控铣削加工宏程序及应用实例[M],2008.
[2]沈春根. 数控车宏程序编程实例精讲[M],2012.
