转子外环块夹具模块设计与研究
2013-11-16秦秀秀周华锋姚红梅
秦秀秀 周华锋 姚红梅
(中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 概述
目前,在普通立式铣床上加工扇形段斜面,在定位与找正方面存在很大困难,精度要求很难保证,且需要花费大量时间浪费在装夹找正上。针对这种状况,我们研究一种特殊结构工装以满足工艺需求。设想对转子外环块夹具采用通用可调底座,配置零点定位系统及快速换装机构,在同一夹具基础上通过更换定位部分实现同一零件的不同工序的加工;不同零件由一套工装模块设计完成,不仅满足了零件安装定位要求,减少了由于工装而造成的零件加工尺寸精度上误差,还给工人操作提供了很大的便利,大大提高了加工效率,节约了工装的设计及制造成本,解决了加工中存在的问题。

图1 第一道工序结构总图示意
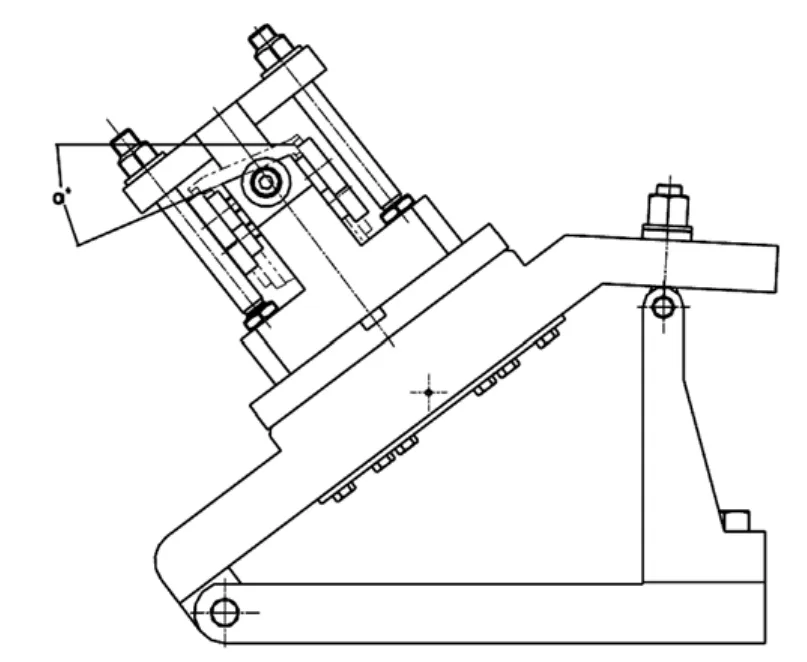
图2 第二道工序结构总图示意
2 工装结构设计
2.1 总体结构设计
如图1、图2结构总图所示,总体结构包括可调角度座、零点快速定位基准夹具系统、夹具基体和压板机构。可调角度座的角度在30度~50度范围内变化,零点快速定位基准夹具系统应用液压原理,实现自动锁紧与释放的功能,夹具基体与“零点定位系统”之间依靠定位接头定位,依靠键限制角向,夹具基体上安装一系列辅助定位支承件,依靠液压装置锁紧。压板机构为一面两压机构,压紧牢靠。如图1所示为第一道铣斜面工序,当第一道工序完成后,只需将夹具基体以上所有部件旋转180度即可进行第二道铣斜面工序,即如图2所示。
符号:a:第一道铣斜面工序铣的角度;a′:第二道铣斜面工序铣的角度;a1:夹具基体底面斜度;a2:角度座的角度;H:支承柱的高度。
2.2 可调角度座的设计
如图1、图2所示,角度座由固定底座、活动底座和支承柱三部分构成。固定底座安装在设备上,活动底座的角度a2依靠支承柱的高度H来调节。如图1、图2所示:a2=(a+ a′)/2;H=245*sina+32*cosa-〔215+ 32/sina-(245+ 32*cota)*cosa〕*cot(a+ 50)-〔15*cosa- 15*sina*cot(a+50)〕-15。
2.3 夹具基体的设计
如图1、图2所示,基体底座上平面与零件中心线平行,底座下平面与上平面之间的角度a1=| aa′| /2。夹具基体上定位面与零件内型面完全一致,这样确定的夹具基体定位面与a1和a2配合的工装夹具,最终才能实现同一零件的两道铣斜面工作无需二次装夹换装只需整体旋转180度即可满足加工要求,而且夹具基体与角度座之间通过零点定位器连接,两道工序之间的操作快速便捷,大大缩短了两道工序之间的装夹找正重复定位的时间,完全依靠自动定位系统来实现松开与锁紧功能,重复定位精度0.01mm~0.005mm。
3 动作原理
如图1所示,将角度座安装在设备上,然后将零件配套的支承柱安装好,支承柱用圆柱和菱形定位销定位,这样角度座的角度即已调好。将零点快速定位基准夹具系统安装在活动底座上,下面用挡板挡好,接上母、公快速接头及PU管即可。将夹具基体通过定位接头和接头螺栓连接在零点快速定位基准夹具系统上,依靠定位接头定夹具中心,安装定位键,依靠定位键定夹具角向。然后将零件安装在夹具基体上,用夹具基体面作为零件内型面定位面,用一个前定位块、两个右定位块辅助定位,一个后压紧块、两个左压紧块辅助压紧。最后将压板安装在夹具基体上,压紧零件外轮廓型面。一切装配完成后,接通液压管,使零点快速定位基准夹具系统将夹具基体通过定位接头将其锁紧,即定位完成,即可加工。第一道铣斜面工序完成后,卸压,零点快速定位夹具系统自动松开,夹具基体便可转动,将夹具基体以上所有部件包括零件一同旋转180度,依靠定位键将夹具基体角向定位完成后,开始加压,再次利用零点快速定位夹具系统将夹具基体锁紧,即可进行第二道工序加工,如图2所示。
结语
通过对此扇形段铣斜面夹具结构的设计与研究,解决了转子外环块扇形段铣加工斜面的问题,拓展了使用范围,通过现场实际使用,效果很好,工具结构精巧,设计合理,达到预期的研究效果。
[1]机械工程手册/机械工程手册编辑委员会.机械工程手册[M].北京:机械工业出版社,1982.
[2]韩荣第,王扬,张文生.现代机械加工新技术[M],2003.
[3]秦国华.机床夹具的现代设计方法[M],2006.
