色 、色 浆 与 印 花 的 关 系
2013-11-14刘永庆
文 刘永庆
生活中,每一件物体都会呈现出一定的颜色。如:广告和装潢的设计者们采用新颖奇特的颜色来吸引顾客,达到宣传商品,激发消费者购买预望的目的;而丝网印花工作者利用色彩塑造美化人民生活。丝网印花是以色彩的复制为中心的产业,印花者每天都要接触到诸如彩色原稿、彩色油墨、彩色印件等各种色彩。那么色究竟是什么呢?
色的涵义
色与人类心灵深处的情感息息相通,从色的语源上就可以略见一斑。在康熙字典中,色首先解释为颜气,即神态、气色。人之忧喜,皆著于颜,故谓色为颜气。色彩生动会打动我们的心灵,艺术家们在自己的作品中善于运用色彩表现。色彩对于人类来说,并不是单纯的记号,色彩会在人类心灵深处诱发出各种各样的情感。色彩是人类内心深处喜、怒、哀、乐等感情的产物。
在物理学中我们学到:“色即为光”,有光才有色,无光即无色。国家标准GB5698-85中定义:“光——能够在人眼的视觉系统上引起明亮的颜色感觉的电磁辐射。”光是刺激人眼睛的一种电磁波,它包含有无线电波、红外线、可见光、紫外线、X射线等。可见光是由各种不同波长的光波组成的白光,即我们所见到的日光,通过三梭镜可分解为红、橙、黄、绿、青、蓝、紫七种可见光波,它们的波长在3900~7700A,其中紫光光波最短,红光光波最长,其它如紫外线、红外线等均为不可见光波。在可见光的区域里,如果一种波段的光能与另一种波段的光混合而成白光,那么,这两种光的颜色称为互补色。

在我们丝网印花操作中,染(颜)料的颜色是由于它们对不同波长的光波发生不同强度吸收的结果,由于它们的颜色为其所吸收的光波颜色的补色。如黄色染料主要吸收的是蓝色光波,而反射出的光波为黄色;品红色染料所吸收的主要是绿色光波;青色(蓝绿色)染料所吸收的主要是红色光波。色的混合有两种类型:一种是光的混合,例如红、橙、黄、绿、青、蓝、紫七种有色光线混合后,可得到白光;另一种是有色物质的混合,用上述七种颜色的染料拼混,却不能得到白色,结果是一种混沌的黑色。因此,染料的色与光线的色,在性质上是完全不同的,光的三原色也绝不是染料的三原色。同时,染料的色质也是不纯的,所以几种染料拼混后的色光,比同样几种光线混合后的颜色鲜明度要差。在染色印花中,人们习惯地把红、黄、蓝三种染料称为三原色,实际上品红、黄、青三种色光的染料是代表色的三原色,等量的三原色拼色后,可以得到黑色。下边从色的三要素来看色的性质。
色的三要素
为了确切地表达出色彩的三个视觉心理属性,目前多用色相、纯度、鲜明度来描述色彩的感觉。
★ 色相
色相是指能够确切地判断出某种颜色色别的名称。可见光不同波长的辐射在视觉上就表现为不同的色彩,如红、黄、蓝等,色相是颜色彼此相互区分的特征。
★ 纯度
纯度是表明颜色中所含光谱色的成分的多少。如某一物体所含光波长相当于4600A,它应属纯度很高的蓝色。
★ 鲜明度(又称亮度)
鲜明度是表示物体单位所射或发射的光的强弱程度。一个纯白色的物体对光的反射强度最大,黑色物体对光吸收不反射或很少反射,故前者亮度大。再如灰色物体,它对光的反射强度的不同,就形成了颜色的亮度不同,通常我们称深灰色、中灰色或淡(浅)灰色,这些色泽上的浓、淡、深、浅均因颜色的亮度不同而产生。
色与印花的关系
印花是花形图案、色彩与工艺的有机巧妙结合,一件优美的印花产品,不仅能以其精致的图案和精湛的工艺给人以美的享受,而且其绚丽多彩的色调更能吸引人们。印花与染色在用色方面,有相同之处,但也存在很大差异。印花是对“色”的运用得到充分发挥,因为它在同一个图案中,可以运用多种颜色进行表现,从而取得丰富多彩的艺术效果,而染色往往是将同一匹布料上进入一种染池中而只能表现一种颜色,故印花色彩眩丽,而染色有单调之感。
色的运用,无论在印花图案设计或印花工艺方面都十分重要。这里所谓的印花工艺,是指把各种不同的染料或颜料印在织物上,从而获得彩色花纹图案的加工过程。印花是染料仅对纺织物的某些部分着色,为了克服染液的渗化而获得各种清晰的花纹图案,印花时,将染料和必要的化学药剂加入原糊调成色浆,再印到纺织品上去。所谓原糊是用诸如淀粉等糊料调制而成的网厚流体。其次,印染图案设计的纸面纹样要变为纺织品成品的实物必须通过特定的生产制作工艺和媒体(色浆)将染料印制在纺织品织物上才能实现。主要有丝网印花(平网印花)、圆网印花、滚筒印花、拷花;直接印花防染印花、拔染印花等。与染色相比,印花过程中因糊料的存在,色浆中染料对纤维的上染过程就比染色时染液中的染料对纤维的上染过程复杂,当印花色印到织物上经过烘干后,为了使染料从色浆中转到纤维上并完成一定的化学变化,一定要经过汽蒸。
在 汽蒸过程中,蒸汽先在织物上冷凝,使织物温度迅速上升,色吸收水分,染料和化学药剂发生溶解,有的还会发生化学反应,使染料从色浆向纤维转移、扩散到纤维中从而完成上染纤维的过程。为了达到印花工艺要求,图案设计应从颜色数量、图案构成、花型大小、细节表现等方面考虑。印花图案设计是纺织品印花过程的一个重要组成部分,印花图案设计与印花生产是一个紧密相连的环节,设计时必须考虑企业的生产设备、工艺技术能力与水平,以利于图案设计顺利地转化为产品。图案设计需根据实用、经济美观的原则,紧密结合材料、生产工艺、技术设备能力和市场消费情况,根据美的法则和图案的构成原理使之形象地表达出来。印花图案与纯美术有所不同,纯美术客观地反应自然和现象,印花图案为一种工艺性美术形式,是一种实用和美观相结的产品。
印花配色的运用
配色在印花工作上的含意是指给设计的图案配上适当的颜色,它包括了客户提供的纸样花型颜色和织物印花前染料拼混成纸样上所需要的颜色。这里所论的配色,主要是指染料的拼色,生产上习惯将拼色工作称之为配色。
配色是印花生产中一项重要的工作,印花配色要运用一种染料或几种染料,通过合理的配伍和合理的染色加工,获得所需的色泽。单一染料的颜色是不能满足生产要求的,为了增加印花颜色,通常采用两种或两种以上同类型的染料进行拼混,从而来改变它的原来颜色,称为拼色或调色。在拼色中常将品红、黄、蓝三种最单纯的颜色称为三原色(基本色)。若以不同量的三原色交叉拼色可以得到各种不同的颜色,如果用两种原色混合,其所得颜色被称为二次色(中间色),如下图所示。
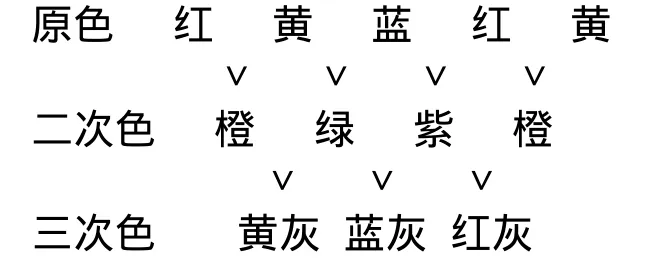
它有橙、绿、紫三种二次色,再用两种二次色进行拼混所得颜色称为三次色(如果取任何一种原色与黑色拼合所得颜色也称为三次色)。运用上述原理拼色,还需要结合染料的力份(强度),它们不是简单等量拼混,只有当染料色相纯度极高,力份又相同时,等量拼混方可得二次、三次色。同时,选择拼色染料时还应注意掌握如下5个原则:
争取“就近出发”。如:要求为绿色,应争取从绿色出发,而不应该用黄与蓝来拼色为绿色。
争取“就近补充”。如:要求色泽为红光蓝,应该用紫色来补充红光,不要用红来补充红光。
争取“一补两全”。如:要求为军绿色,应该用从绿出发,用暗黄来补充黄光和灰光;而不应该用艳黄、嫩黄与灰来分别补充黄光和灰光。
争取“一补一全”。如:要求色泽为红光蓝色,应该从蓝出发,用紫来补充红光;而不应该用紫与艳红来重复补充红光。

争取“多方供给”。如:要求为军绿色,应该用暗绿同暗黄来拼色,灰色亦由暗绿与暗黄两方面供给,而不应由艳绿与暗黄或暗绿与艳黄来拼色。
配色除掌握上述原则外,还应考虑同一类染料的类型,此外还应考虑染料的相容性、PH值敏感性、亲料提升力等。要求色泽为三次色,应争取用三次色来拼,或用三次色和一次色来拼;色泽为二次色,应从二次色来拼,或用二次色和一次色来拼。一般尽量避免用单纯的一次色来拼色。总之,配色工作是一项既复杂又细致的工作,既要有一定的实践经验,又要会科学、合理地掌握拼色技术,才能获得理想的效果。
色浆与印花的关系
印花,是根据图案花纹,将所需的颜色染料通过丝网印版印到织物上去,经汽蒸、水洗、固着等工艺,形成印花产品。有人将印花理解为是“花纹的局部染色”,虽说有一定道理,但印花毕竟与染色还不尽相同,染色是织物在染浴中进行,染料溶解在水中,染到织物上,而印花又不直接用染料溶液来印花,因为水没有粘附性,不能成型,容易渗化,无法达到印花目的。印花必须采用一种稠厚的传递介质(即糊料),糊料与染料溶液调制成色浆,才能在丝网印版上刮印出花纹图案。
在印花过程中,糊料作为染料和助剂的传递体和分散介质,它的作用主要是:掌握住染料的染液不会向花纹边缘以外的地方渗化溢出,否则花型就无法实现;能阻止色浆中各种成分的结合,使其各成分之间不相互作用,更不能使染料与糊料相结。当蒸化时,又能有吸湿性能,使染料吸收水分溶解而与纤维充分作用;当水洗时糊料时又不会带走染料或带走得很少。因此,糊料的性能与印花效果、质量有着极大的关系。丝网印花对印花用糊料及配制成的印花色浆应满足下列要求:
1.色浆应有适当的粘度:印花色浆应有适当的粘度和克服渗化的能力,才能使印花的轮廓清晰、产生精细的花纹。色浆粘度不能太大,太大了流动性变差,刮印困难,特别是刮印大块面花型或满地花纹时更容易造成得色不匀;粘度太小,则容易出现渗化现象,使花纹轮廓不清晰。所以,不同的花形、织物、印花工艺,对色浆的要求也不同,这些需要在印花生产实践中摸索经验去掌握。一般印花色浆在1000~4000厘泊之间,而以2000厘泊左右应用较为适宜。不同的印花方式对糊料物理性能的要求也有所不同。但作为筛网印花用的糊料,由于刮印方式有差别,因此,对糊料的要求也不尽相同。
手工台板印花是将移动式的印花网框压在印花台板上的织物上,用人工刮印,色浆倒入筛网框内,用刮刀往复刮印使色浆挤压透过网孔,印到织物上。色浆受到剪切力较小,因此,要求原糊有较好的流变性和透网性,即在刮印时粘度下降,当刮印停止时,剪切应力消失,它的粘度又能回复到原来水平,保证印制花型轮廓清晰。因此,手工台板印花用糊料要有一定的稠厚度(即粘度要高些),流变性要好,滞后触变性要小。
平网印花采用布动式印花设备。印花时色浆倒入网框内,刮浆刀或磁棒往复刮印,色浆受压力与剪切应力,即以压和刮双重动作形式转移到织物上。因此,要求印花原糊有良好的流变性和透网性,即刮印时粘度下降,色浆过网转移到织物上。当所施的压力和剪切力消失后,粘度能迅速恢复到原有水平。这样能保证网版上升时,色浆不会下漏,并防止飞浆造成印花疵病。
圆网印花将全自动平版筛网印花的筛网制成了圆筒形的形式进行印花。所以,对糊料的要求基本与平版印花相似。圆网印花是将色浆注入镍网的内壁,通过刮刀将色浆挤压,透过镍网孔印到织物上。由于圆网印花的连续式印制,色浆仅靠一次性刮印便完成印花过程,所以,要求糊料容易从网孔中刮出。要求色浆必须具备比平网印花时更加优良的流变性、渗透性。所以,应选用游移性较低、含固量高而且粘度较低的糊料。
2.色浆较高的给色量:给色量是指同一染料成分,用不同的原糊调成色浆,印花后在织物上所得到的色泽深度不同。给色量的高低,取决于该糊料对染料的亲和力和对纤维的渗透性。糊料对染料亲和力愈大,被糊料带走的染料愈多,织物得色就越浅;另一方面,原糊的渗透性愈好,它传递染料的能力就愈强,使染料渗入纤维内部的量就愈大,而表现在织物表面上染料的量就愈小,使其给色量就愈低。给色量这个因素对印花色泽是否浓艳和色浆的成本都起着很大的影响。
3.色浆的透网性:丝网印花色浆是依靠刮板的压力使色浆通过花版筛网孔,才能印着于织物表面。为此印花糊料是否有良好的透网性能,对于印花是至关重要的。影响色浆透网的因素很多,其中原糊就是一个重要因素。原糊透网性的大小与糊料分子结构有关,很多糊料由于加工方法的不同或产地不同,其颗粒大小不一致,同时溶解度也不相同。如分子结构庞大并有支链者其透网性就差,同时煮糊工艺优劣与透网性也有一定关系。如小麦淀粉糊,制成原糊后,虽然很厚、粘度很大,但含量不高,在刮印时,因受刮刀压力,粘度降低,仍能很好地透网。这种受压力后粘度变小,压力放松后又迅速恢复原来的粘度的性能叫做“触变性”。所以,透网性还和原糊的触变性有关,适当的触变性有利于透网,但触变性过大,印花时,一经刮刀压力的作用,粘度变得很小,会影响花纹的清晰度,尤其在印制小花纹时,会产生花纹糊开。
4.色浆有一定的粘着力:粘着力,即粘性,它与粘度不同,是指糊料粘附于其它物体上的能力。主要决定色浆与承印物之间产生的附着力。色浆透过筛网后靠它的附着力粘着在织物上,才会得到人们所要求的花纹,如果刮刀刮过网版色浆粘不住织物表面,印制效果就会很差,轻者影响印花质量,重者造成印花失败。相反糊料粘着力也不能太大,太大了会粘住印花版,造成刮印困难,印花后织物不易水洗。色浆的粘着力是随所用糊料性质而异,为了达到工艺要求,可以使糊料变性或使用混合糊料,使糊料之间的优、缺点得到互补。
5.色浆应有良好的湿润性:在刮印时,色浆如表面张力很大,不能很好地润湿织物,将使色浆难以渗透,因而印花色浆应具有良好的润湿性。色浆的润湿性除和所使用的原糊本身性质有关外,还和染料的性能及各种添加剂有关,如色浆中若加入了表面活性剂,就会减小它的表面张力,增加润湿性能。
6.色浆的水洗性能好:绝大多数色浆印花后,都要经过烘干、蒸化、水洗工序。色浆的水洗性能与织物手感、水洗工艺效率和色泽鲜艳度等有着密切关系。如果所用糊料成膜后坚牢、粘着力大,不溶于水,则对水洗带来很大的困难。例如用小麦淀粉糊制成印花浆,虽然有给色量高等优点,但水洗较困难,需要有较长时间的浸渍退浆过程,不仅工序繁杂,而且往往会因水洗而沾色,使白地不白,花色不鲜艳。往往糊料洗除不尽,还会造成印花织物手感发硬。为了提高水洗效率和改善手感,宜选用水溶性能优良的原糊,使印花织物的脱糊率高,较好地恢复织物原有手感和光泽,同时,使整个水洗过程缩短,有利于保持色泽鲜艳度和白度,防止在热水中沾色。
综上所述,对糊料和色浆全面要求很多,在实际使用中,不可能有一种糊料是十分完美的,为了达到印花的要求,在现实操作中往往利用糊料中的优缺点,进行取其长补其短,将几种糊料混用或将糊料变性,或加入某些助剂改善印花色浆的性能。