飞秒激光微加工的研究进展
2013-11-12孙会来赵方方
顾 理,孙会来,于 楷,赵方方
(1.天津市现代机电装备重点实验室天津工业大学机械工程学院,天津300387;2.四川省制造与自动化重点实验室西华大学,四川成都610039;3.辽宁省铁岭港华燃气有限公司技术设备部,辽宁铁岭112000)
1 引言
激光作为20世纪最伟大的发明之一,自1960年Maiman利用红宝石实现的第一台激光器,已经经历了五十余年。通过锁模方式的超短激光器也很快出现于1964年,人们将脉冲宽度提升到皮秒级,自此激光脉冲化的研究不断推进。80年代染料激光器的出现,实现了激光脉冲的飞秒化。直到90年代初,克尔透镜锁模飞秒钛宝石激光器使得飞秒激光技术获得了一次飞跃发展[1]。
脉宽急剧缩小,峰值功率大幅提高,使得飞秒激光在微纳加工领域的优势凸显无疑。人们也越发重视并且利用飞秒激光进行精密微纳加工。飞秒激光在与物质的相互作用时,可以实现超高分辨率,实现超高的精度,从而达到纳米尺度的加工和制造。当今,飞秒激光在很多科学领域拥有重要的意义,具有广泛的前景,比如可以实现超高密度的光存储器,纳米集成电路,高精度光栅,微机械结构与零件。这一切都让飞秒激光成为了应用领域的热点研究方向。
飞秒激光的微纳加工在实现超细微加工的同时,不但拥有较小的加工热影响区而且可以克服等离子体屏蔽的现象。通过控制聚焦,飞秒激光可以将能量注入到透明介质的内部,实现三维制造加工,并且加工材料的种类广泛。
2 飞秒激光微纳加工类型
飞秒激光微纳加工的类型可以分为激光烧蚀微加工以及双光子聚合加工。
激光烧蚀微加工利用其本身独特的性质使材料瞬间蒸发,而不经历熔化过程,具有优良的加工特性[2-3]。双光子聚合加工三维微纳结构时利用飞秒激光聚焦点上发生的双光子吸收效应,获得比衍射极限还要小的光响应,可以在多种材料上进行微纳米尺度的加工[4-5]。
对波长特定的激光来说,材料可分为吸收材料和透明材料[6]。飞秒激光对于这些材料的作用机理都不相同。由于自由电子大量存在的缘故,金属具有良好的导热性和导电性。透明材料原本不会吸收这一波段,但是由于飞秒激光可以产生极高的光强,它使材料实现对激光的非线性吸收。
3 飞秒激光微纳加工研究现状
在世界范围内,欧洲、美国、日本在飞秒激光微纳加工领域仍处于领先地位。尤其以德国和美国为主。早在1996年,Chichkov所在的德国汉诺威激光中心实验室就利用不同的激光束对薄钢片进行烧蚀的打孔实验,实验结果显示利用纳秒、皮秒脉冲激光打孔的过程不稳定,液化和汽化同时发生,孔的周围有液体溅射的痕迹。飞秒脉冲加工的孔没有熔化迹象,孔周围只有环形蒸汽的痕迹,加工面平整。飞秒激光加工的优势凸显无疑[7]。
在2003年,德国汉诺威激光中心实验室又进行针对金属板的烧蚀打孔实验,Chichkov小组采用150 fs的激光,在厚度为1 mm的不锈钢板上进行打孔,实验结果显示飞秒烧蚀加工可以得到极好的微加工质量[8]。
德国许多科研机构利用超短激光脉冲,在不同材料上做了很多相关的加工试验。比如Lumera公司针对不同材料进行的加工实验,结果可以看出其优良的加工质量和精度,这都展现出飞秒激光的加工优势。如图1所示。
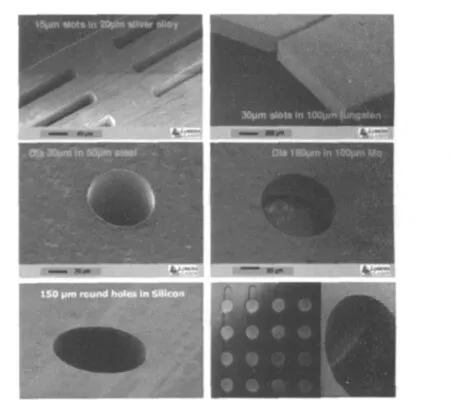
图1 Lumera公司分别在银、钨、铁、钼、硅以及玻璃材料上进行的加工
美国在飞秒激光微加工领域的成果也很丰硕,许多研究机构在早期就开展了相关的研究,比如密西根大学超快光学研究中心、Clark公司、哈佛大学、密苏里科技大学等都进行了该方面的研究。其中密西根大学超快光学科技中心最具有代表性,该科技中心的G.Mourou研究小组在20世纪90年代初期就可开展了关于飞秒激光与物质相互作用的研究,也是早期进行烧蚀研究的先驱[9-10]。
Qiu等人[11]在飞秒烧蚀理论上和实验上做出的研究的基础上,美国密苏里科技大学的Jiang L,Tsai等学者改进了双温方程[12-13]。他们发现能量密度高的时候,双温方程就不再精确了,高能量密度加工时会带来很多的误差。于是他们量化了一些双温方程中的光学和热学的参数特征,包括电子热熔、扩散时间、电导率、吸收率等,在他们的模型中引入新的参数来计算自由电子的密度、温度,以金为靶材,准确地预测了材料的烧蚀阈值和加工深度。
新加坡南洋理工大学的Venkatakrishnan等人进行了光掩模研究中,发现传统的制造技术时间和精度不能兼顾。他们利用飞秒激光对包含有铬和金两种金属薄膜的掩模母版进行了直写扫描加工[14-15],直写加工出了约600 nm 的微孔和微槽结构。他们设计了一套专用的飞秒激光直写加工系统,在不影响基底石英的前提下,可以快速高效地在光掩模上写入复杂的形状,这一突破将有利于微电路、电子器件的发展。
国内在飞秒激光和物质相互作用的研究上,主要进行对双温方程的研究,从而为后续研究的开展打下理论基础[16]。
正如上文所说,除了烧蚀微加工之外,飞秒激光还可以进行双光子聚合加工。无需掩模,高分辨率以及热效应小的特点,使其研究与应用领域很广泛,在高精度微结构和微器件的制造上实现了大的进展[17]。
激光在树脂内扫描并控制焦点位置,依据焦点的轨迹,树脂硬化后成为三维造型。在2001年,日本大阪大学Kawata研究小组利用双光子吸收制造出了当时世界上最小的三维结构。通过激光器发出的100 fs脉冲,利用光阀控制光的开启,扩束之后进行二维扫描,花费了3 h之久,制造出了长10μm,高7μm,体积和红细胞大小差不多的纳米牛,这不仅开创了双光子微纳加工的新篇章,还促进了其他科学领域的发展[18]。
2005年,韩国Lim研究团队,利用纳米复印印刷技术制造出了二维马的造型和英格兰的地形。利用双光子聚合的复印技术可以不需要光掩模,直接制造出更为精确的模型[19]。如图2所示。

图2 SEM扫描下的纳米复印的英国和马的图形
随着双光子聚合微加工技术日趋成熟,在2006年,Chichkov等人也做了类似的三维立体加工。由电脑产生的3D结构,利用飞秒激光在直接记录进光敏材料中,制造出了微结构恐龙和可活动的微风车。如图3所示。

图3 微结构恐龙以及风车的电镜扫描照片
以超短激光双光子聚合进行三维微加工得到了广泛的关注,加工不仅仅局限于一些造型设计也涉及到了一些结构组织,还可以制作三维机械零件,包括弹簧、齿轮以及光子晶体器件。
2004年,中国科技大学袁大军等人利用双光子聚合加工在树脂材料上制作出了纳米级的齿轮[20]。华中科技大学王新林等用飞秒激光制作的微型悬臂梁[21]。
2009年,浙江大学举办了一次关于飞秒激光应用的国际研讨会,会上日本北海道大学的Hiroaki Misawa教授作了题为Applications of the Laser 3D-structured Materials的邀请报告。Misawa教授的研究团队在近几年关于飞秒激光与物质相互作用方面取得了显著的进展,他们利用飞秒激光双光子聚合加工出超精细结构,精度高达30nm,并利用这些结构组成了新的晶体结构和造型[22]。
日本名古屋大学的Maruo教授等人,利用负性光刻胶技术,制造出了以光驱动的微型装置,有着亚微米探测末端的可活动微机构,可以利用激光束控制其尖端的开放和闭合,可以更精确更容易的控制其运动[23]。如图4所示。除此之外Maruo教授还设计了一种微探针,在激光驱动下,可以进行移动,并且认为在不远的将来除了制造复杂造型和零件外,飞秒激光双光子聚合技术加工的器件可以对单个细胞和单个分子进行操作。

图4 前端具有针状结构的微镊子
曼彻斯特大学L Li等人在研究以激光为基础的纳米结构技术时,利用低于衍射极限的激光束,产生了大面积复杂的纳微组织,得到星形以及H形的机构,在XY方向上都是1μm,20 nm深,并且可以同时生成600万个相同的结构[24]。如图5所示。

图5 星形阵列与H形阵列的电镜扫描照片
双光子聚合技术产生的光子晶体是其重要用途之一,相比于半导体生长模式,要容易获得得多。同样这种双光子聚合同样也在生物工程中展现出了优势。比如在组织工程中,利用双光子聚合技术制造出了脚手架结构,如图6所示,这种结构需要结合适当的材料以及精确的控制,才能可以模仿重建细胞微环境,甚至有望能够在体内和活的组织融合。

图6 脚手架结构
4 结束语
目前飞秒激光与材料相互作用的研究不断深入,在材料加工中的应用极其广泛,而且已经开始走向了产业化。但是在在一些领域,飞秒激光技术还不成熟,作用机理还未统一。但是可以肯定的是,飞秒激光超短,超强和高聚焦能力的特点使得其应用前景广阔,并在当今微纳加工领域占领一席之地,并且随着工业科技的发展,飞秒激光将推动微加工、材料制备、生物学、电子学等领域一同进步。
[1] Zhang Xingquan,Zhou Jianzhong,Wang Guanglong.Femtosecond laser and its applications in micro machinging[J].Electroma Chining & Mould,2005,(1):4 - 6.(in Chinese)
张兴权,周建忠,王广龙.飞秒激光在材料微加工中的应用[J].电加工与模具,2005,(1):4-6.
[2] Varel H,Ashkenasi D,Rosenfeld A,et al.Microm-achining of quartz with ultrashort laser pulses[J].Appl.Phys.A,1997,65:367.
[3] Zeng DW,Li K,Yung K C,et al.UV laser micromachining of piezoelectric ceramic using a pulsed Nd∶YAG laser[J].Appl.Phys.A,2004,78:415.
[4] Lecomte S,Gubler U,Jager M,et al.Reversible o-ptical structuring of polymerwaveguides doped withphotochromic molecules[J].Appl.Phys.Lett,2000,77:921.
[5] Konorov SO,Fedotov A B,Zheltikov A M.Three-dimensional reversible laser micromachining with subnanojoule femtosecond pulses based on two-phot-on photochromism[J].Appl.Phys.B,2003,76:707.
[6] JiaWei,Wang Qingyue,Fu Xing,et al.Fe-mtosecond laser and its applications in micromachinging[J].Chinese Journal of Quantum Electronics,2004,21(2):194 -201.(in Chinese)
贾威,王清月,傅星,等.飞秒激光在材料微加工中的应用[J].量子电子学报,2004,21(2):194 -201.
[7] Momma C,Chichkov B N,Nolte S,et al.Short-pulse laser ablation of solidtargets[J].Opt Comm,1996,129(1-2):134.
[8] G kam lage,T bauer,A ostendorf,et al.Deep drilling of metalsby femtosecond laser pulses[J].Appl.Phys.A,2003,77:307 -310.
[9] Horvath C,Braun A,Liu H,et al.Compact directlydiodepumped femtosecond Nd∶glasschirped-pulse-amplification laser system[J].Opt.Lett.,1997,22(23):1790 -1792.
[10] PP Pronko,P A Vanrompay,C Horvath,et al.Avalanche ionization and dielectric breakdown insilicon withultrafast laser pulses [J].Phys.Rev.B.,1998,58(5):2387-2390.
[11] Qiu TQ,Juhasz T,Suarez C,et al.Femtosecond laser heating of multi-layer metals-II experiments[J].Int.J.Heat Mass Transfer,37:2799 -2808.
[12] L Jiang,H L Tsai.Energy transport and material removal inwidebandgapmaterials by afemtosecond laser pulse[J].Heat and Mass Transfer,2005,48(3 -4):487 -499.
[13] L Jiang,H LTsai.Plasmamodeling for ultrashort pulse laser ablation of dielectrics[J].J.Appl.Phys.,2006,100(2):023116-7.
[14] Venkatakrishnan K,Bkangoi,Stanley P.Laser wri-ting techniquesfor photomask fabricationusing a femtosecond laser[J].Appl.Phys.A,2002,74(4):493 -496.
[15] Venkatakrishnan K,Tan B,Stanley P,et al.Femtosecond pulsed laser directwriting system[J].Opt.Eng.,2002,41(6):1441-1445.
[16] Shi Yunfei,Lu Lizhong,Wang Jijun,et al.Influence of temperature-dependent coupling factor on temperature field inmetal Au irradiated by ultrashort pulse laser[J].Laser& Infrared,2011,41(3):252 -258.(in Chinese)
石云飞,卢立中,王纪俊,等.耦合系数对激光辐照金属材料温度场的影响[J].激光与红外,2011,41(3):252-258.
[17] Liang Jing,Wu Zhihua,Yang Xiufeng,et al.The latest development in the field of fabricating optical instrument using femtosecond laser[J].Laser & Infrared,2007,37(6):493 -497.(in Chinese)
梁静,吴志华,杨秀峰,等.用飞秒激光制作高精度微光学器件的研究进展[J].激光与红外,2007,37(6):493-497.
[18] Kawata S,Sun H B,TanakT,et al.Finer feature forfunctionalmicrodevices[J].Nature,2001,412:698,698.
[19] Deube M,et al.Direct laser writing of three-dimensional photonic-crystaltemplates for telecommunications[J].Nature Matter,2004,3:444 -447.
[20] Yuan Dajun,Jiang Zhongwei,Guo Rui,et al.Two-photon femtosecond laser fabrication ofmicro-system[J].Microfabrication Technology,2004,2:27 -30.(in Chinese)
袁大军,蒋中伟,郭锐,等.飞秒激光双光子复杂结构的微细加工[J].微细加工技术,2004,2:27 -30.
[21] Wang Xinlin.Femtosecond laser ablation ofmetallicmaterials and fabrication of micro-components[D].Wuhan:Huazhong University of Science and Technology,2006.(in Chinese)
王新林.飞秒激光烧蚀金属材料特性与微零件制备研究[D].武汉:华中科技大学,2006.
[22] Qiu Jianrong.The cutting-edge of fem tosecond laserapplication[J].Hangzhou:International Academic Development,2010,2:19 - 21.(in Chinese)
邱建荣.飞秒激光应用前沿[J].杭州:国际学术动态,2010,2:19 -21.
[23] Maruo S,et al.Submicronmanipulation tool drivenby light in a liquid[J].Applied Physics Letters,2003,82:133-135.
[24] Li L,Guo W,Wang Z B,et al.Large area laser nano texturing with User dened patterns[J].Journal of Micromechanics and Micro-engineering,2009,19:054002.