VERICUT 软件在多轴数控加工中的应用
2013-11-07邹伟全
邹伟全
(广东科学技术职业学院,广东 珠海 519000)
VERICUT 软件在多轴加工中一些应用技巧,用定制功能实现了易于软件操作的中文界面,多轴加工通过仿真,实现加工过程可视化,避免了摆角碰撞,取得了良好效果。
一 传统数控加工模式及存在难点
随着我国五轴数控机床在企业运用中的占有率的提高,对数控机床的操作人员、编程人员的需求急剧增大,如何高效、快速安全的加工出来,成为现企业的当务之急。
传统加工模式下,由于五轴数控机床价格昂贵,每次新产品加工时,机床操作都必须保证安全与精度,往往都是比正常加工速度慢得多,一步步走,占用机床机器时间,效率低。而且初学者对机床不熟悉,易产生机床碰撞,损坏机器。所以数控加工仿真系统有了迫切需求。
二 VERICUT 软件介绍与比较
VERICUT 软件是由美国CGTECH 公司开发的,专为制造业软件解决方案。其有如下模块组成:NC 程序验证模块、机床加工模拟模块、程序优化模块、多轴加工模拟模块、CAD/CAM 接口等,可仿真2 -5 轴机床的数控加工过程。它取代了传统的切削试验部件方式,能进行NC 程序优化、缩短加工时间,检查过切、欠切,防止机床碰撞等错误;模拟整个机床加工过程和校验程序的准确性来帮助用户修正编程和改进切削效率,真实的三维实体效果,切削模型可测量尺寸,并能保存模型供检验、后续工序切削加工。目前已广泛应用于航空、模具制造等行业。它是一个“以知识为基础”的加工系统,通过仿真过程,VERICUT 能够准确地分析计算每次切削的深度、宽度和切削角度,以及每个切削步材料去除量,为各切削条件指定最佳进给率,然后输出一个新的刀具路径,除了改进的进给率,其余均与原来的相同,它不会改变刀具轨迹,提高了数控加工质量。
三 数控加工工艺系统的仿真环境构建
要进行NC 程序仿真,需先构建整个工艺系统的仿真环境,一般过程如下:
1.明确机床CNC 系统型号、机床结构形式和尺寸、机床运动原理、机床坐标系统、所用到的毛坯、刀具、夹具。
2.创建机床几何模型,利用其本身或借助其他三维CAD软件创建机床运动部件和固定部件的实体几何模型。
3.建立刀具库。把一些常用刀具或本公司现有刀具都建立成库,之后可直接调用。
4.在VERICUT 软件中新建用户文件,设置所用CNC 系统,并建立机床运动模型,即部件树。
5.添加各部件的几何模型,并准确定位。
6.设置机床参数。
7.保存所有文件。
下面以DMG_DMU50V 五轴加工中心为例进行说明。
(1)此五轴加工中心为摇篮式AC 轴旋转机床。所用数控系统为海德汉530 系统,X、Y、Z、A、C 五轴联动控制,自动换刀。
(2)依VERICUT 软件部件分类原则,部件分类如下。

?
(3)在VERICUT 软件中建立部件树。先设控制系统为:hei530(海德汉530);再设机床为DMG_DMU50V。后建部件树,选菜单Fixture→模型右键,弹出部件树对话框,单击添加模型→选用夹具模型,可在软件库里选取通用的,也可自行建立专用夹具;Stock(毛坯)跟夹具操作一样,其他部件也是同样的方法,这里就不再详述。得到部件树如图1。
(4)在加工刀具中建立刀具库。加工刀具→鼠标右键→打开刀具管理器(图2),建立你所用的刀具或把之前建立的刀具库直接调用。
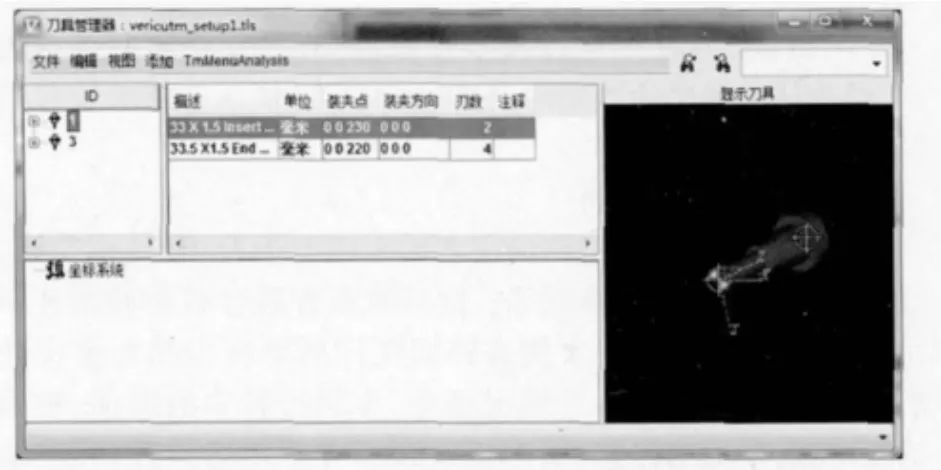
图2
(5)添加数控程序。数控程序→鼠标右键→添加数控程序文件(通过编程软件后处理出来的NC 文件)
(6)设置G 代码偏置。选择G -代码偏置→程序零点→弹出来设置窗口,把程序原点跟你的工件原点重合。
还有一些参数如机床行程、碰撞设置等,进行相应操作。
四 进行工位1 仿真操作,检验NC 程序正确性(如图3)

图3

图4
五 进行第2、3 工位设置
工位2、3 的具体设置如工位1 一致,不同点就是将工位1的零件作为工位2 的毛坯进行再加工,工位2 的零件作为工位3 的毛坯进行再加工,把它加载进来就设置完成了。如图4。
接下来就是进行全过程的仿真操作,只要按仿真到末端按钮,完成整个加工过程仿真,并查看结果,看仿真过程中是否存在碰撞或过切。如果没出现碰撞过切情况,就可以大胆上机加工。
六 总结
本文基于VERICUT 软件构建了数控五轴加工仿真环境,不占用机床机器时间,效率高。用同样方法可构建数控车床、加工中心的仿真环境,应用于生产。此方式基于完整的加工工艺系统环境进行NC 编程仿真,比一些CAD/CAM 软件的单纯刀位文件仿真更,真实、直观,更接近实际加工情况,仿真后的NC 程序不用试切可直接进行加工生产,解决了生产打样过程中速度慢,占用设备时间长等困难,大大提高了生产效率,缩短打样时间。
