基于工厂方法模式的MES中转管理系统的研究与实现
2013-11-06周雪明
周雪明
(西北工业大学机电学院,陕西 西安 710072)
制造执行系统 (Manufacturing Execution System,MES)是美国AMR公司(Advanced Manufacturing Research)在20世纪90年代初提出的,并将其定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”[1]。通过20多年的研究,MES在理论研究与产业应用方面都取得了较大的进展,特别是对MES的可重构性[2-5]、可集成性[6-10]、可移植性[11-13]、可配置性[14]等进行了深入的研究,并随着研究的不断深入,提出了智能 MES[15-16]、合弄 MES[5-17]、物联MES[18-19]等先进 MES 系统的概念,给出了相应的解决方案。
然而,传统MES大多只针对单车间生产进行流程管理,不涉及多车间之间协同作业的过程管理,这样就产生了产品全生命周期管理中的盲点,造成生产全过程跟踪与监控信息的断流。因此,产品中转工序的管理等新兴需求应运而生,中转管理不仅仅是实现单个车间对“产品转出-产品返回”开头结尾两点进行控制,更是深入到细节实现对中转全过程的多点管理与监控,并且实现多个车间之间进行中转过程整体控制,以便于企业全面、及时地掌握车间生产情况,进而进行全盘有效监控,从而提高车间中转协同作业的效率。
1 系统需求分析
零组件中转生产是车间零件生产重要环节,通过对7家国有大中型制造企业或制造车间详细调查研究发现,车间之间中转任务的交互管理主要存在以下问题:
a.中转任务到达随意,生产计划指导性不足。
b.调度简单,计划员主要凭借经验和加工车间零件的轻重缓急程度进行调度,调度依据不规范。
c.中转零部件生产加工周期短、频、快。中转工序往往只有一道或几道,相比整个产品生产周期,实际加工周期短,中转任务需求频繁,要求中转产品返回速度快等。
d.涉及部门多,存在大量扯皮现象,缺乏有效监管机制。
e.现有手工纸质管理方式带来的信息滞后性,造成企业无法实现对现场中转生产状况的实时全面统计,无法全面、及时地了解厂内中转零件的生产进度,也就无法给公司各生产及管理单位的决策提供有效信息,致使公司各生产管理单位无法快速解决中转零件的生产问题,也就不能及时调整中转零件的生产。
针对以上中转管理的不足,对中转管理系统特别是系统中中转需求计划的编制技术提出以下要求:
a.中转计划任务的到达、返回等应有时间要求,便于接收车间和发出车间计划任务的安排,以指导MES系统内中转相关单位的排产。
b.对于协作车间之间中转任务的安排应有协调机制,由中转发出车间、中转接收车间以及生产管理部门等相关单位共同协商完成中转任务的计划制订。
c.需要权利部门的介入,对协作车间之间的中转任务安排进行进一步协调和监督,防止出现协作车间扯皮现象。
d.对于异常计划,如长期未执行计划、临时中转计划、因为报废产生的无法继续执行的计划等,应有相应的处理机制,做到计划的“善始善终”。
e.对中转计划的执行状态进行实时跟踪,建立全方位、多角度、实时的中转管理过程监控与统计分析应用平台,以便公司和车间及时了解中转生产状况,进而指导下步生产。
2 系统流程设计
车间依据中转计划主线,通过计划提出、计划答复、形成计划、零件发出/接收/返回等密切相连的活动联动,最终实现中转过程管理。综合先进管理理念和组件化技术,提出了一种制造单元从中转计划预约到计划完成,覆盖车间中转生产全过程的生产管理与控制的整体业务流程。中转管理系统流程如图1所示。
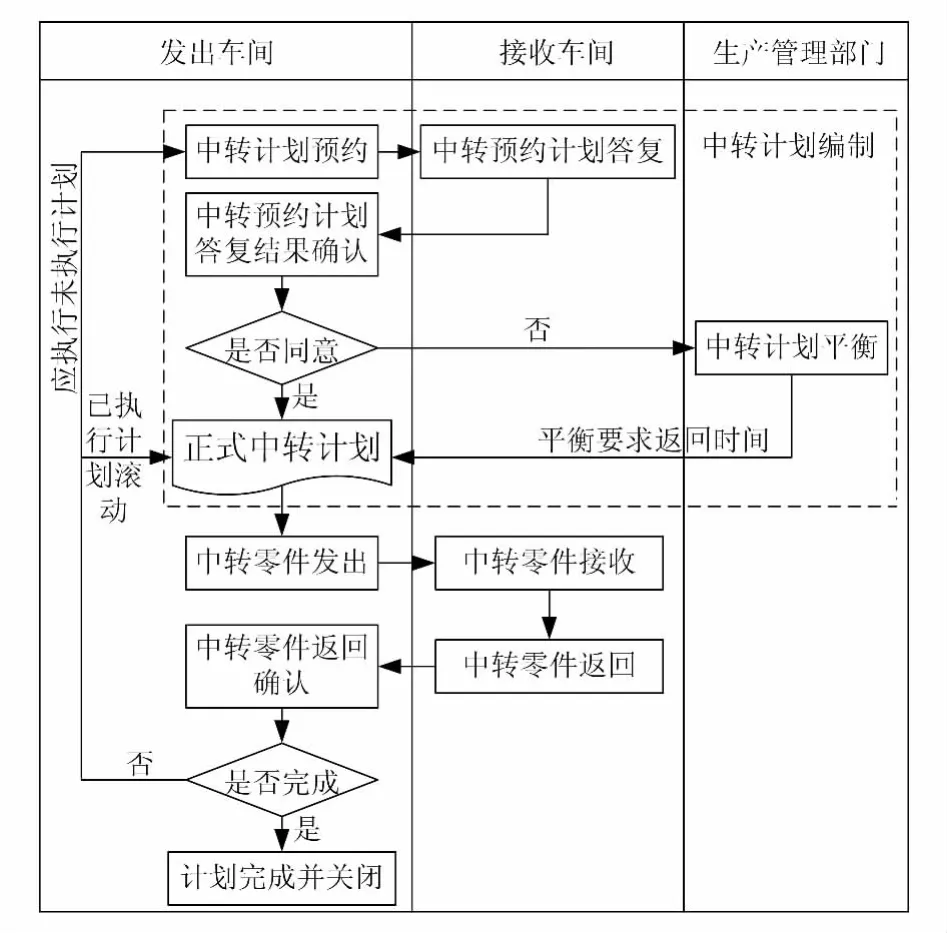
图1 中转管理系统流程图
引入计划期的概念,由生产管理部门提前设定计划期所在时间范围,并设定中转计划预约提前期,中转计划的提交和执行都以计划期、计划预约提前期为时间单位进行。整个中转管理过程共涉及3个角色,即中转需求计划的发出车间、中转需求计划的接收车间以及中转需求计划的平衡单位(生产管理部门),三者之间交互完成中转需求计划的编制。此外,每一计划期结束时,会对中转计划执行情况进行判定,对于已执行完毕的计划,进行计划关闭。对未完成的计划进行计划滚动,中转计划滚动条件及流程如图2所示。
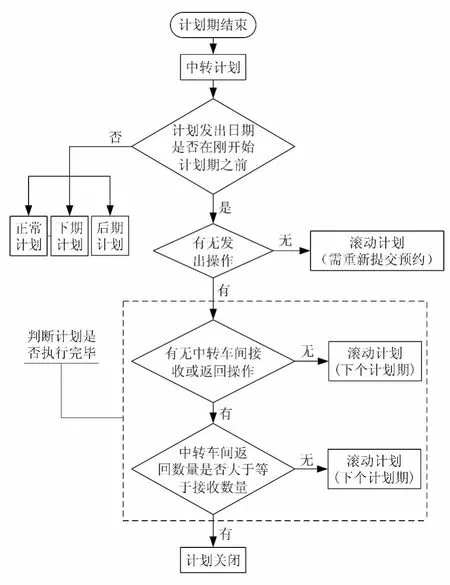
图2 中转计划滚动条件及流程图
3 系统功能设计
遵循把相对独立的事物处理过程作为一个模块、尽可能提高单个模块的内聚度、减少不同功能模块之间耦合度的原则,把中转管理系统划分为5大功能模块:中转系统管理、中转计划管理、中转发出管理、中转接收管理、查询与统计。其系统功能树如图3所示。
a.中转系统管理通过采用用户/角色/权限三级控制策略,实现中转管理的权限控制,为整个MES系统中转管理提供安全保障,并对中转过程进行日志管理。
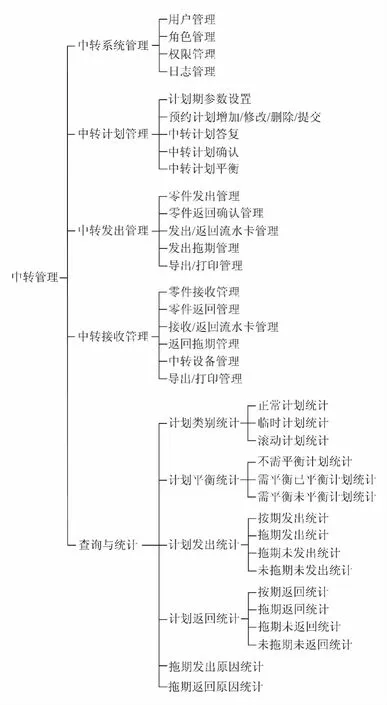
图3 中转管理系统功能树
b.中转计划管理负责中转计划的编制,生成正式的可执行的中转计划,主要包括计划期参数的设置、中转计划的预约/答复/确认/平衡等业务功能。
c.中转发出管理主要包括零件的发出、零件的返回确认、发出/返回流水卡的维护、发出拖期原因的录入以及中转计划发出的导出与打印等业务。
d.中转接收管理主要包括零件的接收/返回、接收/返回流水卡的维护、返回拖期原因的录入、中转设备的监控以及中转计划接收的导出与打印等业务。
e.查询与统计模块主要负责满足各级中转相关单位管理需要,并进行从整体到局部,再到最低层数据分层级全方位一体化的统计展示与分析,分别将计划类别、平衡类、发出、返回、发出拖期、返回拖期六大类别范围内的各种指标通过图形形象地展示出来,直至追踪到各种指标的具体数据,使公司及各中转单位能一目了然地掌握到全厂及各车间中转完成情况及其在某一指标上表现的优劣情况,以便及时作出生产指导。
4 系统体系架构
在软件体系架构设计中,分层式结构是最常见,也是最重要的一种结构。常见的三层体系结构,从上至下分别为:表现层 UI、业务逻辑层(BLL)、数据访问层(DAL)。考虑到中转管理系统以后扩展、维护、重用等问题,本文在传统三层体系结构基础上应用工厂方法模式进行系统架构,如图4所示。

图4 基于工厂方法模式的软件体系架构
工厂方法模式通过抽象手段将业务对象的实现以多态的形式延迟到子类,以降低业务对象子类间的耦合性,从根本上实现了面向对象中最重要的原则“开闭原则:对扩展开放、对修改关闭”,使得系统具有良好的扩展性。具体的,在数据访问层和业务逻辑层之间增加数据访问接口(IDAL),规定业务逻辑层和数据访问层的通信规则。定义业务实体模型(Model),用于映射数据库结构和数据关系,贯穿业务逻辑层和表现层,负责各层之间数据的传递。增加数据访问工厂(DALFactory),控制接口实现方式。Utility层为关于数据处理的通用类。UI调用BLL的相关功能逻辑来实现业务处理。在BLL中相关的数据处理是通过调用接口实现。接口由工厂层控制其实现的方式。数据访问层实现具体与数据库交互的功能。各层之间参数的传递主要通过Model实现。
5 系统应用
面向航空制造业典型离散制造车间,以中航工业西安航空发动机(集团)有限公司、西安飞机工业(集团)有限责任公司为背景,取得了良好的应用效果。MES中转管理系统采用基于工厂方法模式的多层体系架构,应用组件开发技术,选用.Net软件开发平台,基于Oracle Database 10g企业级大型数据库,开发出一套适合航空制造业的MES中转管理系统应用平台。
图5为中转计划预约界面,发出车间将产品型号、零组件号、工序号、计划发出时间、期望返回时间等信息提交给接收车间,进行中转计划的预约。图6为中转计划统计与查询界面,界面可以通过设置计划期范围,查询范围内计划类别、计划平衡情况、发出和返回情况的走势,以指导公司下步生产计划的安排。
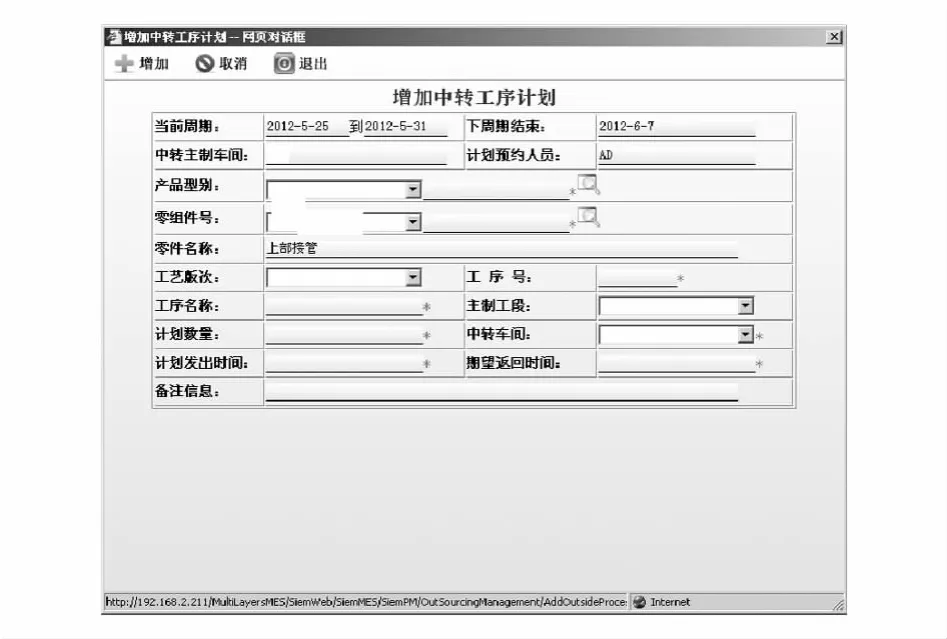
图5 中转计划预约界面
6 结束语
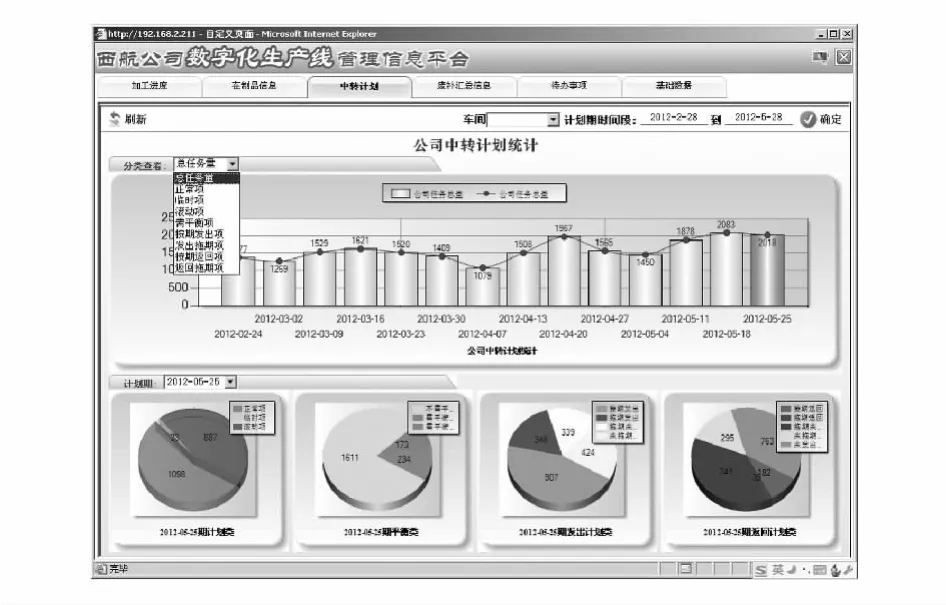
图6 中转计划统计与查询界面
MES中转管理系统实现了产品生产过程的全生命周期管理,消除了车间扯皮、信息断流等现象,很大程度上提高了产品的生产效率。系统采用基于工厂方法模式的分层式软件体系架构,提高了软件系统的可扩展性与可维护性,为软件系统的扩展与维护提供了可借鉴的解决方案和实现途径。但目前,中转管理系统还未与MES系统内整体业务流程实现无缝集成,还需进一步研究与实现。
[1] 饶运清,李培根,李淑霞,等.制造执行系统的现状与发展趋势[J].机械科学与技术,2002,21(6):1011-1016.
[2] 饶运清,刘世平,李淑霞,等.敏捷化车间制造执行系统研究[J].中国机械工程,2002,13(8):654-656.
[3] 张士杰,王成恩,张福顺,等.基于组件的可重构制造执行系统[J].计算机集成制造系统,2004,10(4):422-426.
[4] 周华,刘民,吴澄.基于代理的可重构制造执行系统研究[J].计算机集成制造系统,2005,11(6):776-780.
[5] Blanc P,Demongodin I,Castagna P.A holonic approach for manufacturing execution system design:An industrial application[J].Engineering Applications of Artificial Intelligence,2008,21(3):315-330.
[6] 曹江辉,王宁生,解放,等.基于CORBA的制造执行系统的实现[J].南京航空航天大学学报,2002,34(4):336-341.
[7] 刘晓冰,蒙秋男,马跃,等.基于软组件的制造执行系统的实现策略[J].计算机集成制造系统,2003,9(11):1012-1017.
[8] 饶运清,朱传军,张超勇,等.支持网络化制造的车间资源集成与执行系统[J].计算机集成制造系统,2003,9(12):1120-1125.
[9] 王军强,孙树栋,司书宾,等.组件化和集成化车间生产管理系统的研究与实现[J].计算机集成制造系统,2006,12(2):132-239.
[10] 王军强,孙树栋,韩光臣,等.基于组件的可集成车间生产BOM管理系统[J].计算机集成制造系统,2006,12(4):609-615.
[11] 刘晓冰,蒙秋男,黄学文,等.基于软构件的柔性制造执行系统平台的研究[J].计算机集成制造系统,2003,9(2):101-106.
[12] 程志伦,范玉青.钢铁企业基于组件的柔性制造执行系统设计[J].计算机集成制造系统,2007,13(3):490-496.
[13] 张毅坤,邓晶晶,杨凯峰.基于组件的柔性制造执行系统软件集成测试研究[J].计算机集成制造系统,2007,13(10):1958-1963.
[14] 李德芳,张朝俊,蒋白桦,等.面向流程企业的可配置MES体系结构[J].化工学报,2010,61(2):352-358.
[15] Rolon M,Martinez E.Agent-based modeling and simulation of an autonomic manufacturing execution system[J].Computers in Industry,2012,63(1):53-78.
[16] M Rolon,E Martinez.Agent learning in autonomic manufacturing execution systems for enterprise networking[J].Computers &Industrial Engineering,2012,63(4):901-925.
[17] Valckenaers P,Brussel H Van.Holonic manufacturing execution systems[J].CIRP Annals-Manufacturing Technology,2005,54(1):427-432.
[18] 张映锋,赵曦滨,孙树栋,等.一种基于物联技术的制造执行系统实现方法与关键技术研究[J].计算机集成制造系统,2012,18(12):2634-2642.
[19] 肖体梁.基于物联网的线缆企业制造执行系统研究及设计[D].成都:电子科技大学,2011.
