氧探头在可控气氛加热炉碳势控制系统的作用机理及其应用
2013-10-28周燕辉
周燕辉
氧探头在可控气氛加热炉碳势控制系统的作用机理及其应用
周燕辉
(井冈山大学机电学院,江西,吉安 343009)
着重介绍了碳势控制原理,并在此原理基础上阐述了氧探头的作用机理,运用氧探头精确控制碳势对A、B、C三种试样进行试验,结果表明,A试样硬化层大大超标,B、C试样效果很好,实践证明,在渗碳淬火工艺中,运用氧探头碳势控制系统,提高了渗碳质量,缩短了工艺时间。
氧探头;碳势;机理
温度、时间和炉气成分是热处理技术最基本的控制参数[1]。在温度控制方面,国内外已广泛采用可控硅控温技术,结合PID 仪表可使加热过程的温度控制在5℃范围之内。在碳势控制方面,国内外都经历了一个露点法—红外仪—氧探头的发展过程。目前在可控气氛加热炉中渗碳,在严格控制炉温和炉气良好循环的前提下,使用氧探头作传感器,可以使炉气碳势(钢表面含碳量)达到±0.05~0.02%的精度。现在国内外都可以实现表面碳含量、渗层深度、渗层碳浓度梯度按一定规律分布的在线控制。不需要像以前一样依靠工人的经验来判断碳势,所以氧探头的使用,大大地提高了控制碳势的精度,降低了工人的劳动强度,而且具有响应时间短,维护简单,自动化程度高[2]等优点。
1 碳势控制原理[3]
所谓气氛的碳势[4],是指在一定温度下气氛与钢(奥氏体)中的含碳量达到平衡时钢的含碳量。
众所周知,气氛中含H2O多,碳势就降低,含CO2多,碳势就越低,因此,只要测出炉内气氛中CO2或H2O的含量,即可得知气氛的碳势PCO,即控制单一参数H2O 或CO2的含量就能控制气氛的碳势。在渗碳时,为了提高气氛碳势,通常是以吸热式气氛为载体气,同时添加富化气(丙烷等)为增碳剂,使气氛中CO2和H2O相应地减少,其反应式为:
C3H8+3CO2→6CO+4H2(1)
C3H8+3H2O→3CO+7H2(2)

2 氧探头的作用机理
从碳势控制原理知,测得氧分压即可测得碳势,氧探头里面的关键部件是氧化锆,氧化锆氧量计的基本原理(见图1)是,以氧化锆作固体电介质,在氧化锆两侧使用金属作为电极,制造收集氧离子,高温下氧化锆的两侧氧浓度不同时形成浓差电池,浓差电池产生的电动势与两侧氧浓度有关,如果一侧氧浓度固定,即可通过测量输出电动势来测量另一侧的氧含量,形成可测量的直流电压,这个电压与氧化锆两侧的氧分压有可以计算的函数关系。这就是“氧电池”理论的一种运用[6]。

图1 典型氧化锆工作原理图
仪表通过下列方程式可以计算出碳势

=氧探头的测量值
CO =气氛中CO的分压
3 氧探头在可控气氛加热炉生产线上的渗碳工艺应用
所谓渗碳是指将含碳量低的低碳钢或和低碳合金钢置于含碳量较高的气氛中加热,保温,使碳原子渗入工件表面,达到一定碳浓度和深度后,再根据工件的具体要求进行直接降温淬火,或转到保温装置中缓冷。江西某液压件有限公司主要渗碳件为液压件的各类阀芯,材料为低合金钢,技术要求渗层0.5~0.8 mm或0.8~1.2 mm。过去采用人工控制滴量渗碳工艺,因碳势无法控制,经常出现过渗或长时间工件没有渗碳的现象,甚至出现网状碳化物[7]。近年该厂引进一条先进的多用炉生产线,可采用碳氮共渗[8]或渗碳两种工艺,本文采用可控气氛渗碳工艺。
3.1 生产工艺
有一液压件阀芯,材料为20Cr,其与阀芯孔配合精度为0.008~0.012,热处理工艺见图2,采用同样的渗碳介质(甲醇-丙烷)、淬火油,淬火温度、回火温度、渗碳时间不同,渗碳关键参数见表1,为了检测氧探头控制碳势的精确性,采用3种方案进行,其中A、B渗层为0.8~1.2 mm,C渗层为0.6~0.8 mm,其具体工艺如表1所示。
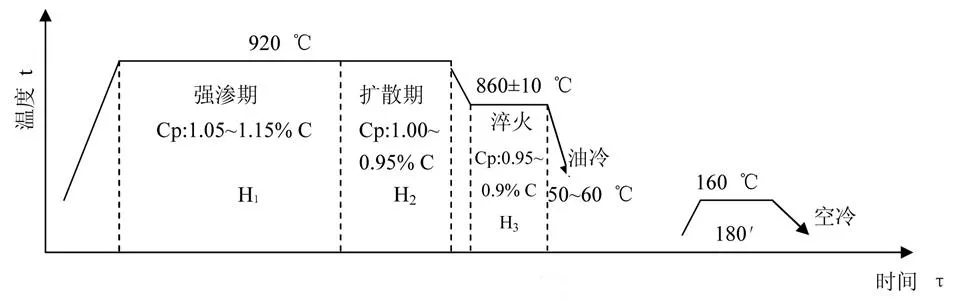
图2 阀芯渗碳工艺
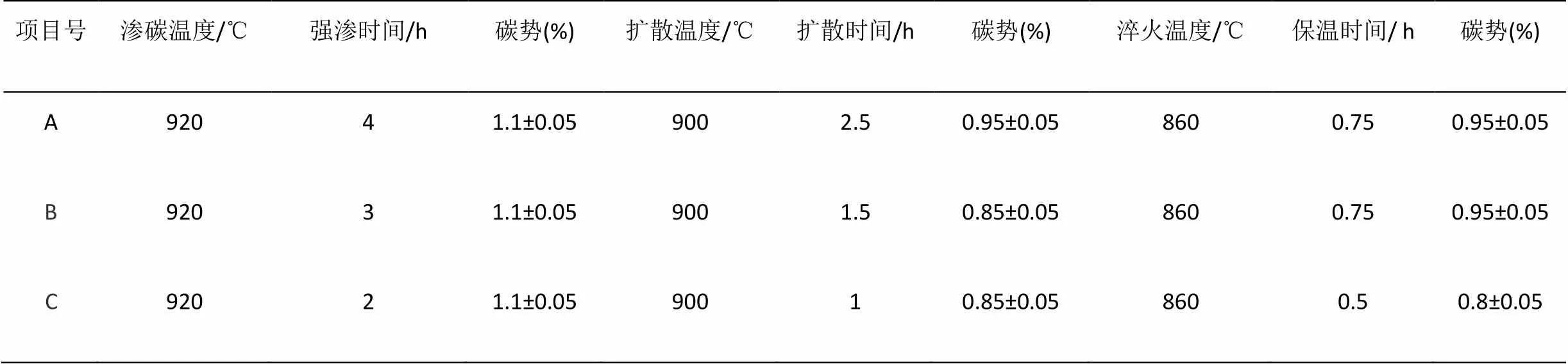
表1 渗碳淬火主要工艺
从以上工艺可以看出,A方案渗碳时间(包括强渗与扩散时间)比B、C方案长且碳势梯度不明显。
3.2 试验结果
按照工艺要求,整个过程全部采用微机控制,无人工操作误差,试验结果如表2。

表2 工艺试样检验结果
3.3 工艺结果分析
从表2可以看出,A试样实际硬化层大大超标,表面很多黑杂质,炭黑严重,碳化物级别超标,A、B两试样技术要求完全一样,B试样调整了渗碳梯度与时间,效果非常好,C试样硬化层低,调整了渗碳时间与渗碳梯度,效果也非常好(见图2)。

A试样 B试样 C试样
为什么会出现A、B、C试样硬化层如此差别,原因在与氧探头能够精确控制碳势(±0.05),A方案渗碳时间太长,扩散碳势较高,故出现较多炭黑,而B、C方案调整了渗碳时间与扩散碳势,其碳化物级别为2级,合格。故只要设定好碳势及碳势梯度与渗碳时间,碳势控制系统在生产过程中能自动调整甲醇-丙烷的流量,维持碳势精度,现场只要监控流量表及仪表即可。B、C方案经过多次生产实践,都获得了满意的效果,提高了渗碳质量,缩短了工艺时间,已经大量运用在生产实践中。
4 结论
氧探头在渗碳淬火工艺中起到非常重要的作用,能精确控制设定的碳势,也能在生产过程中调整碳势(调整气体流量与基准空气等),给生产带来很大的方便,需要注意的是,氧探头安装、烧炭、氧探头工作温度、氧探头维护与保养[9]等需要一些专业知识。
[1] 胡传炘.热加工手册[M].北京:北京工业大学出版社,2002.
[2] 薛元强.氧探头在可控气氛加热炉中使用的要点及常见故障[J].热处理,2007,22(5): 64-65.
[3] 河田一喜[日].渗碳处理、氮化处理的新技术[J].国外机车车辆工艺,2009(11):22-26.
[4] 朱永新.氮甲醇气氛炉介质流量的控制[J].汽齿科技,2011(1):23-25.
[5] 金荣植.采用氧探头精确控制碳势的方法[J].热处理技术与装备,2006,27(4):16-19.
[6] 王晨.滴注式气体渗碳碳势控制[J].凿岩机械气动工具,2009(1):46-49.
[7] 樊东黎.热处理技术数据基础[M].北京:机械工业出版社,2000.
[8] 付继业,皮志勇,于淑珍.碳氮共渗技术的研究与应用[J]. 金属加工热加工,2010 (19):27-28.
[9] 金荣植.提高氧探头使用寿命的措施[J].金属加工热加工,2008 (17):65-67
THE MECHANISM AND APPLICATION OF CARBON PROBE IN THE CARBON POTENTIAL CONTROL SYSTEM IN CONTROLLED ATMOSPHERE HEATING FURNACE
ZHOU Yan-hui
( School of Mechanical and Electrical Engineering, Jinggangshan University, Ji’an, Jiangxi 343009, China)
We mainly introduce the principles of carbon potential control system. The function mechanism of oxygen probe was illustrated based on the principles. An experiment was conducted on three samples A, B and C with the use of Oxygen probe. Results show that the hardened layer of sample A greatly exceeds the standard, sample B and sample C work very well. The experiment proves that in carburizing and quenching process the application of carbon potential control system has the advantages of better carbonization and shorter process time.
oxygen probe; carbon potential; mechanism
TG156.8+1
A
10.3969/j.issn.1674-8085.2013.04.014
1674-8085(2013)04-0067-03
2013-03-31;
2013-05-27
周燕辉(1971-),男,江西安福人,副教授,硕士,主要从事机械制造研究(E-mail:yhzhou_99@163.com).