柳化集团10 万吨双氧水装置技改小结
2013-10-25杨贻平韦岸鑫
杨贻平,韦 杰,韦岸鑫
(柳化集团柳州盛强化工有限公司,广西 柳州 545002)
双氧水又名过氧化氢,柳化集团首套10 万t·a-1双氧水生产装置于2006 年底投产,采用洛阳黎明化工研究院开发的蒽醌法钯触媒工艺,产品浓度为27.5%,并于2009 年投产第二套生产装置,投产后双氧水总产能达到20 万t·a-1,多年来装置运行平稳,达到设计产能,每套日产310t 左右,但原材料芳烃﹑碳酸钾等消耗与国内同行业比较还有一定差距(见表1),2011 年先后对两期装置进行扩产改造,单套日产量最高达到了413 t,使得单套产能提高至13万t·a-1以上,产能提高将近1/3,取得较好效果。

表1 改造前主要原材料消耗与国内同行比较
1 生产原理介绍
依托集团公司合成氨副产大量廉价氢气为主要原料,以芳烃及磷酸三辛酯为有机溶剂,2-乙基蒽醌为溶质配制成工作液,在钯催化剂的存在下,用氢气将蒽醌加氢还原,生成氢蒽醌,后者再经空气氧化,得到过氧化氢,同时氢蒽醌转化为蒽醌。然后用水萃取出工作液中的过氧化氢,得到双氧水溶液[1],该溶液利用芳烃的溶解有机杂质原理进行净化,得到浓度27.5%的双氧水产品。
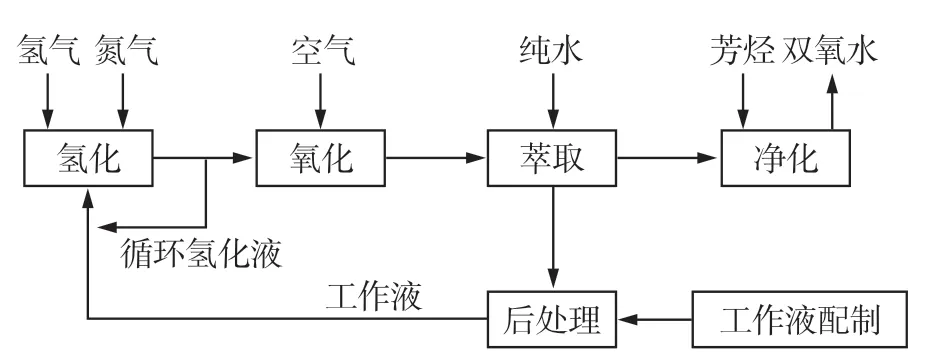
图1 双氧水生产流程简图
2 技改方案小结
2.1 改造思路
保持氢化效率在规定范围内,提高循环工作液流量。增大氢化塔触层的喷淋密度,改善氢化条件,从而改善工作液状况[2]。由于工作液负荷提高,需增加再生床来再生降解物,保证工作液质量,另外,提高流量后反应的氢气量﹑空气量在安全流速前提下适当增加,从而达到增产的目的。
2.2 工作液流量泵方面的改造
原设计工作液循环量500m3·h-1, 主要由循环工作液泵﹑氢化液泵﹑氧化液泵提供循环动力,主管道DN350,按工作液管道流速<2m·s-1条件,可提高工作液循环量至680m3·h-1,原来泵设计流速为550m3·h-1已不适用。为了节约改造费用,保留原有A 泵,单将B 泵更换为设计流量700 m3·h-1的大泵,当系统低负荷运行时使用小泵,高负荷生产时则使用大泵,同时相关流量计则进行量程修改。另外,按氢化塔喷林量800m3·h-1设计,循环氢化液由300m3·h-1下降为120m3·h-1,对泵电气部分进行变频改造,110kW 的泵电机每h 可节约50 多kWh,节电效果突出。
2.3 后处理改造
后处理白土床作用为利用活性氧化铝再生工艺过程中产生的蒽醌降解物,保证系统工作液组分稳定。同时后处理工序还具有净化工作液和中和萃余液酸性的作用[3]。改造内容主要为增加一个白土床V1409C,再生剂氧化铝装填量为50t,与现有白土床A﹑B 并联使用,两开一备,以加强工作液再生效果。另外由于增加了氧化铝的用量,工作液中夹带的氧化铝粉增加,增加一个JLB 型复合型袋式精细过滤器,过滤精度5μm ,与现有的3 个循环工作液过滤器并联使用,加强了过滤效果。
2.4 氢化、氧化工序改造
氢化塔上﹑中﹑下节钯触媒原分别装15t﹑15t﹑10t,两开一备。为了保证氢效稳定至7 g·L-1左右,增加10t 触媒,上﹑中﹑下节装填量为20t﹑20t﹑10t,保证任何时候有30t 以上触媒进行生产,备用节则进行再生处理。另外增加一个氢化液过滤器加强过滤,型号同为JLB 型复合型袋式过滤器。氢气方面,新上一套大连天邦膜技术国家工程研究中心有限责任公司开发的膜回收制氢装置,利用合成氨驰放气可制出纯度98%以上的氢气,保证氢气量从2600Nm3·h-1提高到3400Nm3·h-1的改造要求。
氧化工序的空气量由18000Nm3·h-1提到24000Nm3·h-1,原配套空压机为20000Nm3·h-1,经研究两套双氧水装置一起改造则需增加12000Nm3·h-1的空气量,最后通过增加一台打气量15000Nm3·h-1的美国复盛牌离心空压机进行解决。空气量增加尾气量随着增加,不进行改造则难以达到排放要求,通过委托杭州聚光科技公司,活性碳纤维尾气回收机组由3 组吸附箱改为4 组,提高吸附尾气吸附能力。
2.5 其他
改碱蒸发间歇操作为连续操作,减轻工人劳动强度,并减少碱浓度波动带来的影响。为了更好地对系统进行监控,对现场的萃余液排放点﹑碱蒸发视镜增加了远传摄像头,操作人员可以在DCS 控制室进行监控,对异常情况进行监控及时发现。另外在干燥塔塔体上段增加3 个视镜,直观了解塔内工作液与碱分层情况,以便及时对系统负荷进行调节。
2.6 改造前后运行参数对比
改造前后主要工艺运行参数对比结果见表2。
3 改造后运行及产量、消耗情况
根据公司安排,利用合成氨检修及低负荷期间进行改造碰头等工作,2011 年陆续完成各项技改工作,2012 年上半年受双氧水市场及原料氢气影响,装置低负荷运行,没有突出改造效果,8 月份以后加量,9 到11 月实现高负荷生产,并且实现稳定运行,无带水带碱情况,装置日产量稳定在360~400t,最高日产量达到413t,同时原料消耗也有一定的下降,达到国内较好水平,具体数据如表3﹑表4 所示。

表2 改造前后主要工艺运行参数比较

表3 2012 年9~11 月2 期装置产量数据

表4 9~11 月份主要原材料消耗
4 结语
双氧水生产所需的原料氢气及工作液都为易燃易爆物,产品双氧水本身又极易分解产生氧气并放出大量热量,导致爆炸着火等安全事故时有发生[4],所以双氧水装置的生产管理或技改都应本着安全的原则,工艺过程不能存在任何超压﹑超温及超流速等安全隐患。安徽临泉化工的4 万t 改6 万t[2],以及巴陵石化的8 万t 系统稳定改造[5],都取得了良好效果,对生产管理﹑技改等有较好的参考意义。本装置在安全条件下,适当提高部分物料流量,强化系统生产,经过几个月的运行,工作液组分稳定,系统无较大波动情况发生,产量得到较大提升,生产成本也大幅度下降,可为企业带来较为可观的经济效益。
[1] 姚冬玲.我国蒽醌法过氧化氢生产技术的进步与展望[C].中国无机盐协会过氧化物分会2012 年会论文集,2012.
[2] 张彦民,刘其祥.蒽醌法双氧水生产装置扩产改造小结[J].无机盐工业,2006,38(4):38.
[3] 孟凡会.双氧水生产中后处理工序带碱原因及预防措施[J].化学推进剂与高分子材料,2006(4):65.
[4] 刘拥军.蒽醌法过氧化氢的安全生产[C].中国无机盐协会过氧化物分会2010 年会论文集,2010.
[5] 王旭暾, 仪志宏, 李志辉, 蔡志伟.80 kt·a-1双氧水装置技术改造[J].化工技术与开发,2009,38(1):55-57.