超声相控阵技术检测蜂窝复合材料案例
2013-10-25白小宝孙建罡周建平江运喜
白小宝,孙建罡,周建平,周 莉,江运喜
(1.矩阵科技有限公司,北京 100102;2.上海卫星装备研究所,上海 200240;3.上海航天精密机械研究所,上海 201600)
20世纪60年代由于高新技术的发展,对材料性能的要求日益提高,单质材料很难满足工程应用对材料性能的综合要求和高指标要求。复合材料以其可设计性的特点受到各发达国家的重视,因而发展很快,成为航空航天业的首要关键材料[1]。其中,蜂窝夹层材料具有显著的优势,其比模量和比强度高,抗疲劳性、减震性、破损安全性和成型工艺性好,是飞机反推力门中的重要部件。对于蜂窝夹层复合材料的无损检测方法,主要包括射线检测和超声检测方法。其中,射线方法主要用于检测蜂窝芯本身的缺陷,如芯格开裂、芯格拼接缝胶接缺陷、夹杂物、芯格塌陷等。而超声方法与射线方法具有互补作用,主要是用于检测蜂窝芯与蒙皮界面的分层、脱粘等对射线不敏感的缺陷[2-3]。
1 蜂窝夹层复合材料及其检测方法
蜂窝夹层复合材料一般是由上、下蒙皮中间夹一层比较厚的蜂窝芯构成的。蜂窝芯的网格形式有正六边形、正方形、菱形等,材料可以是纸、玻璃布、铝合金、芳纶纸(NOMEX纸)等;蒙皮可采用胶合板、纤维板、铝合金板、玻璃钢板等。目前,比较常用的蜂窝芯是纸蜂窝和铝蜂窝,而蒙皮使用最多的是碳纤维和铝合金。蜂窝夹层架构有类似工字梁的力学性能,其最大的特点就是比模量和比强度高,隔音、隔热性能突出,抗疲劳性、减震性、破损安全性和成型工艺性好,与其它夹层材料相比,强度相同时重量要轻得多[4]。
蜂窝夹层复合材料工件在制造过程中可能会产生各种各样的缺陷,如节点分离、芯格断裂、芯格压塌等蜂窝芯内部缺陷主要用射线方法进行检测,而对于影响整体质量的分层、脱粘等重要缺陷则主要用超声方法进行检测[2]。
超声波检测法广泛用于材料探伤,也是最早用于复合材料无损评价的方法之一。它主要利用复合材料本身或其缺陷的声学性质对超声波传播的影响来检测材料内部和表面的缺陷,如气泡、分层、裂纹、脱粘、贫胶等。超声波探伤具有灵敏度高、穿透性强、检验速度快、成本低和对人体无害等优点。对于蜂窝夹层复合材料的检测,常用的是脉冲回波法和穿透法[3]。
由于分层和脱粘缺陷都是平行于蒙皮表面的,所以常使用0°纵波进行检测,常规方法有手工A超法和超声C扫描法。手工A超法可以逐点覆盖检测结构件的所有检测面,设备简单,易于操作;但是由于蒙皮厚度较薄,一般在0.3~2mm之间,所以会使得蒙皮的上表面波、下表面波和缺陷波混叠在一起,单纯靠波形变化来判断非常困难,检测可靠性低,对操作者的要求非常高;而且因为是手动逐点扫描,所以检测效率也较低。超声C扫描法由于显示直观,已成为飞行器零件等大型复合材料构件普遍采用的检测技术,但是大型超声C扫描系统需要喷水耦合,而且仍然是逐点扫描,检测效率虽比手工A超法有所提高,但是仍旧较慢,难以满足实际需求[5]。
相控阵技术是将一块常规晶片切割成许多的小晶片,然后通过对单个晶片施以不同的激发及接收延迟来使各晶片产生的小波发生干涉,从而在检测工件中的理想位置实现聚焦或波束偏转的技术。对于蜂窝复合材料的检测,只需要做0°电子线性扫查即可。其相当于同时激发了多个常规探头,使得检测效率大大提高,另外,通过扫查得到的C扫描视图可以很容易地判定出缺陷,能够很好地满足实际应用需求。
2 相控阵检测应用案例
对于蜂窝夹层复合材料,可使用相控阵技术中的线性电子扫查。即将探头中的晶片等间距地设定多个激发组,每组激发的晶片数量相同。同时通过施加延迟,使得各组晶片依次激发。由于各组激发间距极短,可以看成是同时激发,相当于同时激发多个常规探头,使得检测效率大大提高。
以下采用法国M2M公司的Multi2000 32×128设备,用0°线性电子扫查技术检测蜂窝夹层工件。
2.1 碳纤维蒙皮铝蜂窝工件
工件蒙皮厚1mm,工件如图1所示。在工件内放置了3个大小不等的人工缺陷来模拟蜂窝芯与蒙皮之间的脱粘,缺陷直径分别为25,15和10mm。

图1 碳纤维蒙皮铝蜂窝工件图
采用超声相控阵方法的检测结果如图2所示。从图中可以看出,3个大小不等的人工缺陷可以很容易地被分辨出来。
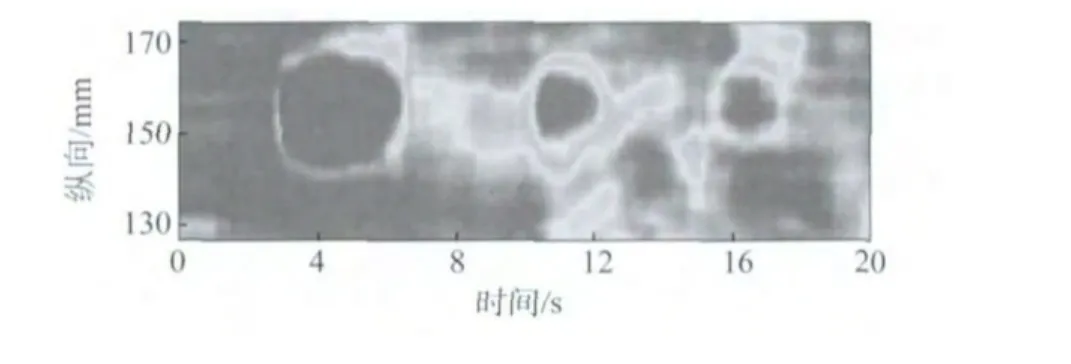
图2 碳纤维蒙皮铝蜂窝工件检测结果
2.2 带涂层碳纤维蒙皮纸蜂窝工件
工件蒙皮厚约2mm,蒙皮表面带有涂层,工件截面如图3所示。在工件内放置了2排共8个大小不等的人工缺陷来模拟蜂窝芯与蒙皮之间的脱粘,最小缺陷直径为6mm,最大缺陷直径为20mm。由于有涂层的存在,加大了检测难度,但通过调整参数,依然可以检出缺陷,检测过程及结果如图4和5所示。可见,8个大小不等的人工缺陷可以很容易地被分辨出来。

图3 带有涂层的碳纤维蒙皮纸蜂窝工件截面图
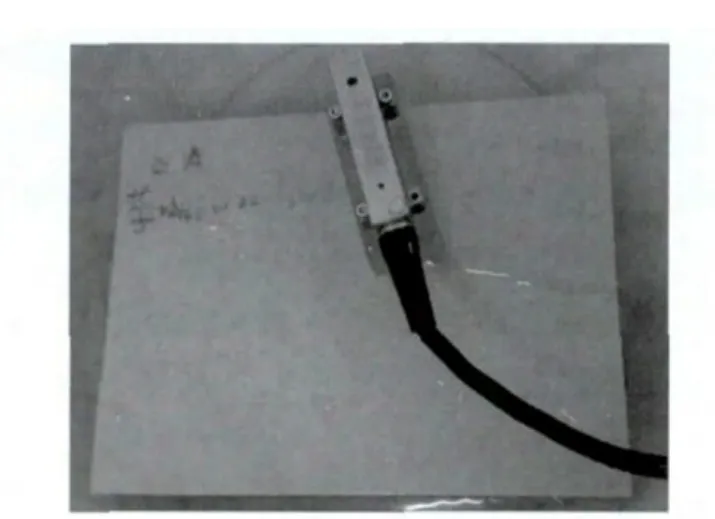
图4 带涂层的碳纤维蒙皮纸蜂窝工件现场检测图

图5 带有涂层的碳纤维蒙皮纸蜂窝工件检测结果
2.3 无涂层碳纤维蒙皮纸蜂窝工件
工件蒙皮厚约2mm,工件与2.2节所述类似,没有涂层。工件中未添加人工缺陷,而是从背面分别用不同程度的撞击来制造脱粘缺陷。不同冲击程度的相探阵检测结果如图6所示。
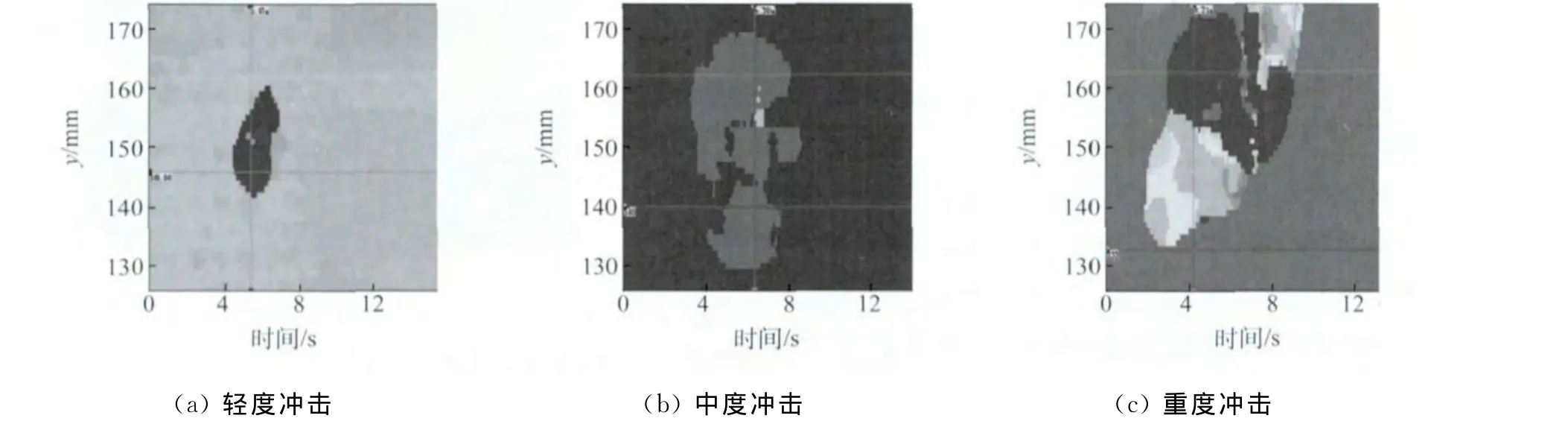
图6 不同程度冲击对无涂层碳纤维蒙皮纸蜂窝工件造成的脱粘缺陷检测结果
从图6可以看出,对于不同程度的冲击对工件造成的损伤,超声相控阵检测技术可以很清晰地反映出来。
3 结语
通过对不同蜂窝夹层工件的检测结果可以看出,使用相控阵探头电子扫查技术不仅可以提高检测效率,而且通过C扫视图,可以方便地发现和判定缺陷,降低了对检测人员的要求,提高了缺陷检出率,在复合材料检测方面有很好的应用前景。
[1] 吴人洁.复合材料[M].天津:天津大学出版社,2000.
[2] 张永民.复合材料蜂窝夹层结构射线检测中常见的缺陷分析[C].西安:陕西省第十三届无损检测年会,2012.
[3] 徐丽,张幸红,韩杰才.航空航天复合材料无损检测研究现状[J].材料导报,2005,19(8):79-82.
[4] 范秋习.蜂窝夹层复合材料[J].北京轻工业学院学报,1998,16(2):77-81.
[5] 周正干,高翌飞.金属基复合材料超声无损检测及评价技术的发展[J].航空制造技术,2009(4):101-104.
