大型抛物面天线模胎数控加工技术研究
2013-10-19胡佰毅
胡佰毅
(中国电子科技集团公司 第二十研究所,陕西 西安 710068)
0 引言
文中论述的大型抛物面天线是在200±10℃高温下通过模胎复合成型。天线反射面的曲面形状为抛物面,形状精度要求非常高。模胎是该抛物面天线曲面复合成型过程中关键的工装,其毛坯采用球墨铸铁QT50-10 铸造成型,为了保证天线曲面在高温下的成型精度,相应模胎的加工精度更为苛刻。
本文针对抛物面天线模胎的结构特点和加工难点,设计数控加工工艺方案,利用我所现有的UG 软件建模,Master CAM 软件仿真加工和后处理,在数控立车上加工抛物面,在数控龙门铣上加工抛物线槽,实现了抛物面天线模胎的整体数控加工。
1 抛物面天线模胎的工艺分析
1.1 结构特点分析
抛物面天线模胎的结构和主要尺寸要求如图1 所示。分析图1 可以看出,零件属于中空大直径薄壁曲面铸件,其壁厚与半径比为1:80,为典型的薄壁零件,加工中容易产生变形。而且在Φ1600mm 的抛物面上等间距分布着200 余条细微的抛物线槽,是生产加工的瓶颈,极具加工难度。

图1 模胎结构
其主要的结构特点及尺寸为:毛坯为铸件,材料为球墨铸铁QT50-10,曲面的抛物面方程为:x2+y2=Kz(K 为一常数),粗糙度为1.6。
抛物线槽所在平面的方程为x2+y2=K(z-0.6),线槽深度0.6mm,宽度0.9mm,相互平行度小于0.05mm,两抛物面均方根误差在0.07mm 以内。
1.2 加工工艺难点分析
该抛物面天线模胎直径大、壁厚薄,曲面表面的曲线槽宽度小、分布密集,而且所有曲线槽底端又形成一个抛物面,两抛物面相对精度要求高。这些特点反映到加工上带来的主要难点有:
1.2.1 模胎外形大,壁厚薄容易引起加工变形,影响抛物面的形状精度,必须控制粗加工切削参数,适当增加热处理,配合相应的辅助工装;
1.2.2 抛物线槽分布密集,宽度尺寸小,深度较深,没有能够满足加工实际所需的刀具,必须设计刚性高,特殊形状的专用刀具;
1.2.3 抛物面的最高点到最低点所在母线的曲率不同,加工中表面粗糙度的一致性难以保证;
1.2.4 复杂曲面程序编程技术难度大,手工编程很难实现,需借助软件编程模拟加工和后处理。
1.3 加工工艺方案设计
1.3.1 加工工艺方案分析对比
根据零件结构特点,加工难点以及机床、刀具的选择设定了两种可行的加工工艺方案,方案1:抛物面、抛物线槽采用整体数控铣加工;方案2:抛物面采用数控车加工,抛物线槽采用数控铣加工。两种方案的分歧是抛物面的加工采用数控铣还是数控车,采用数控车加工抛物面有以下优点:
a)数控车编程相对简单只需绘制出准确的抛物线;
b)采用数控车,粗加工时可以预留较小的加工余量,并且余量均匀,相应的加工应力变形较小(如图2);
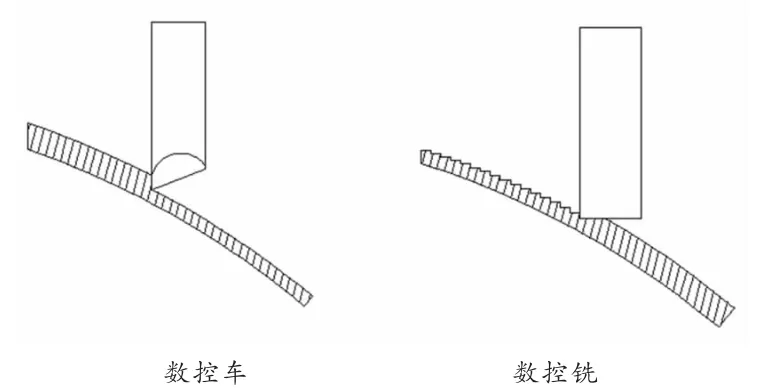
图2 粗加工余量
c)数控车加工,刀具沿抛物线切点做简单的插补运动,可以选用高强度的刀具,吃刀量大,数控铣加工需要复杂的三维插补运动,机器运算量大,分层进给量小,加工效率低,增加了加工成本;
d)数控车加工抛物面回转体表面,刀具沿回转表面圆周切削,针对切削圆半径的变化,用G96 指令设定恒定的线速度,并限定最高转速3000 转,可以获得相对一致的表面粗糙度;
e)数控车可采用仿形加工,刀具沿着抛物面截面的抛物线从底端到顶端进行仿形加工,刀具进给是连续的,可以改善数控铣等距进给的加工残留高度,提高表面粗糙度。
采用数控车加工抛物面工序不集中,需增加一台设备,带来的缺点有:
a)数控车加工完抛物面,还需在数控铣上加工抛物线槽,多使用一台设备,工件需在两台设备之间周转,加工准备时间长;
b)数控车和数控铣装夹方式不同,采用数控车需增加工装,提高了单件生产的附加成本。
1.3.2 加工工艺方案确定
通过上述方案的优缺点比较,结合实际情况,综合分析,确定了第二种加工方案:即采用立式数控车加工抛物面,然后用龙门数控铣加工抛物线槽。
2 工艺过程
根据加工工艺方案,设计主要工艺过程如下:编制加工工艺流程,设计抛物线槽专用刀具,UG 软件建模,Master CAM 软件数控编程及优化仿真,加工和检测。
2.1 加工工艺流程
根据模胎的结构特点和技术要求,结合确定的工艺方案设计加工工艺流程如图3 所示。

图3
其中,粗加工对零件加工质量影响不大,只需留足粗加工余量,为了改善切削的应力变形,粗加工后必需增加热处理,待应力释放后再进行精加工。抛物线槽的加工安排在抛物面精加工之后,应力变形比较小,可以一次加工完成。
2.2 设计抛物线槽专用刀具
抛物线槽的加工是整个加工的瓶颈,要求机床有2 米以上的行程,尤其对刀具的要求比较特殊。为了满足加工要求,设计出专用刀具的主要参数,由专门厂家研磨成型,刀具结如图4。

图4 专用刀具结构图
刀具材料为硬质合金YG,球头半径为R0.45,刀片为两刃,螺旋升角为60°,主要特点有:
a)刀具总高50mm,刀刃长为1.5mm,直径为Φ0.9mm,设计中采用了刀柄和刀刃大比例半径过渡的结构,既满足了线槽宽度的限制又便于装夹;
b)设置了锥度,减小了大比例半径过渡时的应力集中,增加了刀具强度,而且在加工抛物线槽时,消除曲率变化产生的干涉;
c)刀具采用两刃利于排屑,适合加工圆弧形沟槽,耐磨性好,可以切削HRC55 以下的材料,使用最高转速2000 转。
2.3 UG 三维实体建模及计算
抛物面可以通过抛物线回转实现,首先在UG 中创建抛物线需输入参数DY(弦半径),F(焦距),旋转角度(θ)。DY 为已知,旋转角度θ=0,求出F 值是关键。
已知抛物线方程为:x2+y2=Kz,
将抛物线方程化为标准方程:x2+y2=2Pz(P 为焦点到准线的距离,即2 倍焦距P=2F),
推出2×2Fz=Kz,
选择顶点(0,0,0),输入抛物线参数,做出抛物线如图5。

图5 构造曲线

图6 实体模型
抛物线通过旋转做出抛物面,在抛物面上做抛物线槽比较困难,通过多次尝试,简便的方式是先在一个基准面做出平行线投影到抛物面上形成曲线,将曲线拉伸成曲线槽和抛物面求差就做出了线槽如图6。
2.4 数控程序设计和仿真
将UG 模型导入Master CAM 程序设计软件,从抛物面顶端Z 零点开始,设定恒定线速度沿轮廓轨迹进行粗、精加工,对抛物线槽进行数控铣一次加工成形,从顶点开始分别向两端加工。根据机床加工参数,通过多次模拟验证,制定加工参数如表1。

表1 加工参数表
按表1 参数制定刀路轨迹,再进行刀路轨迹模拟和实体仿真加工验证,数控车验证结果如图7,数控铣验证结果如图8。仿真验证完后进行后处理并生成加工程序代码。
图7 数控车实体模拟验证

图8 数控铣实体模拟验证
3 加工和检测
3.1 加工过程控制
按照设计的工艺流程先进行数控车粗加工,粗加工前在内腔均匀垫三个辅助支撑,多点压装周围,使工件均匀受力,防止加工时向某一方向强烈变形。粗加工去除余量比较大,按机床设置相对快的进给和大的切削深度,单边留2mm 余量,粗加工后实施退火去应力热处理,重新打表找正,使工件的变形在粗加工的余量范围内补偿。精加工时设置相对慢的进给,较小的切削深度,以保证抛物面的加工精度和表面粗糙度。抛物面加工完后,在数控龙门铣上使用专用刀具加工抛物线槽,将抛物线槽从顶点分为两段分别加工,铣刀从顶点切线的延长线上进刀,铣至抛物线端点的延长线上退刀(进、退刀距离均设3mm),不仅避免了干涉,还减小了切削力,为了进一步减小变形,对均布的抛物线槽跳格加工(即先逐一加工奇数槽,然后逐一填补偶数槽),按此规律加工出所有的抛物线槽。
3.2 检验方法及结果

4 结论
通过对大型抛物面天线的结构特点和加工难点进行分析,确定了抛物面模胎的加工方案,针对加工难点设计了专用刀具,通过MasterCAM 软件编制数控加工程序和进行后处理,经加工达到图纸要求。解决加工不同曲率表面粗糙度难以保证,抛物面及抛物线槽编程加工困难的问题,有效控制了薄壁加工变形,为大型复杂曲面加工积累了经验,尤其在大型曲面加工方案和数控程序编制方面开拓了新思路。
[1]陈红康,杜洪香.数控编程与加工[M].济南:山东大学出版社,2004.
[2]袁折俊,等.精密和超精密加工技术[M].北京:机械工业出版社,1999.
[3]钟日铭.UG.NX7.0 新手入门与范例精通[M].北京:机械工业出版社,2010,6.
[4]夏端武,李茂才.FANUC 数控车编程加工技术[M].北京:化学工业出版社,2010.
[5]吴长德.Master CAM9.0 系统学习与实训[M].北京:机械工业出版社,2003,8.
