基于数字信号处理的CO2短路过渡数字信息控制
2013-10-17丽娜
丽 娜
呼伦贝尔学院物理与电子信息学院,内蒙古呼伦贝尔 021000
0 引言
CO2气保护焊具有高效、节能、使用范围广、便于实现自动化等优点,在汽车车身补焊等工业生产中得到大力使用。但它也具有飞溅大和焊缝成形差等缺陷,不仅造成材料浪费,而且大量的飞溅带来了后续清渣工作,给工作人员带来工作负担。因此,减少CO2焊接的飞溅和产生飞溅的原理成为焊接工作者研究的一道重要课题。随着数字信息化技术的不断发展,嵌入式处理芯片ARM、数字信号处理器DSP 等芯片被运用到焊接电源中,本文就此提出了基于数字信号处理的全数字化CO 2 焊机系统——由微处理器TMS320F240,电压控制为外环、电流控制为内环组成的双闭环控制系统。
1 CO2焊接的相关研究
CO2焊接是一种比较高效、成本低、应用广泛、节能的焊接方法,在工业行业中得到广泛应用。但是人们对CO2焊接相关理论了解的不是很深入,在CO2焊接中存在飞溅大、焊缝成形差等问题,在一定程度上限制了CO2焊接技术的使用。当下降低CO2焊接飞溅问题时焊接相关工作者研究的一个重要课题。
短路过渡CO2焊的飞溅主要有3 种形式:一是在短路初期阶段,由于熔滴与熔池的接触面积不大,而电流大,熔滴在电磁收缩力作用下迅速的被排斥出熔池,从而造成飞溅;二是在短路末期阶段,液桥比较容易受到电磁力、表面张力等的影响,在其共同作用下,液桥会缩颈,致使流经缩颈最小截面的电流密度在一瞬间猛增,使能量堆积在一块,导致缩颈在高温下汽化爆炸,从而造成大量的飞溅,这种形式被称为“电爆炸”;三是在燃弧初期阶段,在电弧重新燃烧的同时,由于距离熔池比较近,电弧重燃的大电流对熔池形成很大的电弧吹力,导致液体金属溅出。
为此,很多焊接工作者对减少CO2焊接的飞溅进行了相关研究:早期的应对措施主要是对焊接主回路进行相应的措施,比如串入限制电路电流上升速度的电感等,随后前苏联学者Pinchuck 在二十世纪八十年代初提出波形控制模式,1993年美国学者Stava 提出了STT 技术。而随着时代经济的不断发展,焊接产品质量越来越受到国家和相关企业的关注,根据相关研究,我们知道短路过渡的飞溅在保证焊接质量上有着十分重要的作用,且CO2短路过渡气保护焊的焊接电流及焊接电压中有着丰富的电弧稳定性和熔滴过渡等信息,所以要对飞溅相关原理及计算方法进行相关的了解。
本文在数字信号处理相关原理的基础上,运用DSP 芯片(选取的是TMS320F240)在线对焊接电弧信号进行分析,主要分析内容是电弧稳定性、熔滴过渡形式以及飞溅大小等信息,然后运用所获的信息资料进行焊接电源的双闭环智能控制,建立科学的、行之有效的焊接电源数字化、信息化的控制平台,让焊接电源从模拟控制逐渐转向数字控制和信息控制,有效的降低CO2焊接的飞溅,提高焊接产品质量。
2 数字信息控制系统的硬件设计
2.1 系统硬件设计图型及其分析
短路过渡作为CO2气保焊熔滴过渡形式的主要形式,是短路和电弧的交替过程,这对焊接电源提出高要求:动特性高。为满足CO2焊熔滴顺利过渡、降低飞溅的设计要求,本文所设计的硬件电路原理如下图1,且相应的控制波形如图2.

图1 CO2焊接飞溅控制系统硬件原理
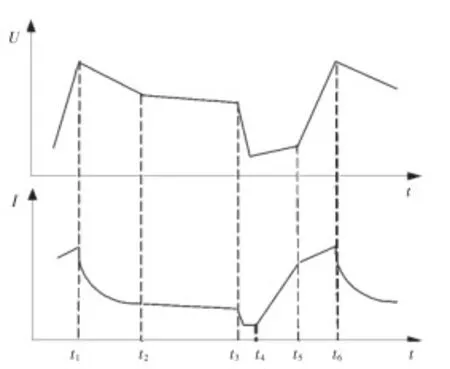
图2 CO2焊接飞溅控制系统电压、电流波形
在图2 中,t1~t3 为燃弧阶段,在t1 处形成压峰,电弧呈现稳定燃烧状态,电压逐渐下降,这一阶段的熔池不是很稳定,电流会对熔池造成震荡,所以要相应的降低电流值,使熔池在t2 时间点上基本稳定,且保持电流不变让熔池充分扩散开来,增加熔池的稳定性;t3~t6 为短路阶段,由图可知,电压从t3 时间点开始后急剧下降,由于该时间段熔池稳定不够,能量过大会造成电磁力增大导致飞溅,所以此时要及时的降低电流;然后在熔池逐渐稳定之时,加大电流增长率di/dt,从而缩短短路时间,有利于液桥的缩颈,减小飞溅;在t5时间点之后小桥进入爆断时期,要特别注意对最高电流的控制,把峰值电流控制在一定范围内,避免因小桥爆断增加飞溅且破坏燃弧稳定性等事故的发生。
要实现上述波形控制,控制系统使用的是双环控制,内环为电流控制环,外环为电压控制环,电流环在短路阶段是单独反应的,电流波形随给定波形的变化而进行相应的改变;而在燃弧阶段,电流电压共同起作用,通过系统运作得到的电压与给定电压进行对比,然后经PI 调整后得到的输出作为电流内环的输入,那么,电压环的输出就是电流环的给定电流,把给定电流与反馈电流进行对比,经内环PI 进行相应的误差调整,达到维护电弧电压稳定的目的。
2.2 相关控制硬件设计算法
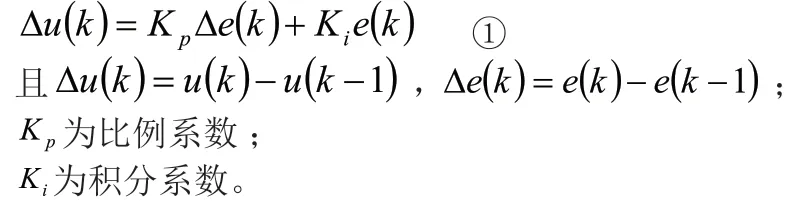
1)电压环PI 控制器算法电压环是使用数字PI 进行相应的调整,且增量式PI 算法公式为
2)电流环PI 控制器算法
由于传统的PID 控制器条件有限,难以满足电弧强非线性、时变性等要求,所以本文使用的是神经网络与传统PI 控制组合的算法,具体来说,就是把神经网络的自适应、并行处理、自学习等特点和传统的PI 控制的实时掌握电源动、静特性等特点有机统一起来。那么有:
单神经元的算法为,由①令
则神经元的输出为

其中,iW为神经元的权值,且选择Delta 学习算法,则有:

其中,η为学习效率,且η>0。
然后算出最小性能允许误差,就可以建立神经网络。
3 数字信息控制系统的软件开发
3.1 数字信息处理主控程序开发设计
DSP 芯片是在20 世纪80年代开发出来的,具有稳定性、可重复性、大规模集成、可编程、可进行实时处理等特点,为数字信号处理的发展打下了良好的物质条件。DSP 芯片使数字信号处理工具更加灵活且功能更加完备,随着现代数字技术和信息技术的不断发展,DSP 算法不断提高,数字信号处理逐渐向高速实时控制转变。
本文主要运用的DSP 芯片是美国Ti 公司生产的TMS320F240,这种芯片具有模数A/D 转换模块、窜行外设接口、FLASH 和PWM 存储器等功能。
本文系统CO2气保焊电源中使用的DSP 芯片主要职责是进行数据信号的处理与控制算法的执行,且焊接过程的主要控制过程如下:首先进行主程序初始化,进行相关数据初始化设置(主要初始化设置对象是DSP 的时钟、A/D 采样模块、D/A 输出和PWM 输出等),然后是进行焊接工艺参数设定,检测焊枪是否闭合,若焊枪是闭合的,那么就打开气阀进行提前送气(大概为2s),接着慢送丝启动引弧程序,在引弧程序正常进行后调用波形控制子程序(包括短路控制和燃弧控制),再接着检查焊枪开关的关断情况,如果开关是断开的,那么进行焊机是否处于4T 状态检查,是的话说明焊机还是在正常运行状态,若不是就说明焊机此时处于2T 状态,把焊枪开关给断开,调用收弧控制结束焊接,在关机后进行相关焊接参数的保存。
3.2 人机交互模块开发
本系统设计增加了人机交互模块这一部分,主要使用的是STM32F100 芯片(是由意法半导体公司开发的),这种芯片的时钟频率最大值为72 兆赫兹,它的主要功能是对键盘和编码器进行扫描监控,实现人机交互输入。
具体来说,就是STM32F100 芯片把扫描到的输入数值经由SPI 接口传输给DSP 进行分析,然后实现焊接参数的人为设置。同时芯片把输入数值经由SPI 接口传输给DSP 过程中检测到的焊接电流电压数值等焊接参数在LED 和LCD 中显示出来,方便焊接人员进行实时查看,从而采取相应的措施避免出现飞溅大的问题。
4 系统试验结果和展望
综上所述,通过该系统波形图分析得到的实测波形与设计波形基本是一致的,在焊接中飞溅也比较小,说明该系统是合理有效的。
总而言之,本文提出的基于数字信号处理的CO2短路过渡全数字化系统——微处理器TMS320F240,双闭环控制,人机交互模块设计综合数字控制系统,随着社会经济和科技的不断发展会得到更多的研究和学习,而下一步就是解决 CO2焊接电磁干扰的问题。
[1]邓念,蔡启先,杜亮亮.基于DSP的CO2气体保护焊控制系统研究[J].广西工学院学报,2013(6).
[2]华学明,张勇,吴毅雄,焦馥杰,李铸国.基于数字信号处理的CO2短路过渡数字信息控制[J].上海交通大学学报,2003(2).
[3]段元波,朱成华.基于DSP的CO2焊接飞溅控制系统研制[J].电焊机,2012(9).
[4]徐文豪,杨立军,毕超,张广开.波控CO2短路焊接电流信号的近似熵分析[J].焊接学报,2012(7).
[5]李旭光,胡小建.基于DSP的CO2气保焊STT波形控制技术[J].现代焊接,2009(4).
[6]田松亚,汪建林,杨全海,左飞.基于DSP的全桥软开关CO2焊接电源驱动电路研究[J].电焊机,2011(1).
