高温氧气用金属硬密封球阀的研究与设计
2013-10-15赵海燕黎玉飞
赵海燕 黎玉飞
(北京航天长征化学工程股份有限公司)
0 概述
氧气切断阀是煤化工工艺装置中的一类重要阀门,安装于燃烧器供氧回路中,对预热氧气、氧气蒸汽混合气等进行切断控制。其工作温度最高可达到450℃,工作压力最大可达到5.5 MPa,且氧气为强助燃剂,泄漏等级要求为Ⅵ级。在如此苛刻的工况条件下,金属硬密封球阀是其最好的选择。
1 高温氧气用金属硬密封球阀的设计参数
以煤化工工艺装置中DN200 mm高温氧气用金属硬密封球阀为例,其工艺参数如表1所示。
2 高温氧气用金属硬密封球阀的材料选择
高温氧气用金属硬密封球阀的阀体和主要零部件材料的选择很重要,要依据其工作温度、工作压力和介质特性进行选择,同时还要考虑到材料的加工工艺性和经济性。由于氧气介质要求管路系统内部不能产生氧化锈蚀,因此球 (氧)阀材料一般采用铬镍不锈钢等耐腐蚀钢。煤气化装置中的氧气用金属硬密封球阀的阀体材料通常采用CF8M或F316,球体和阀座材料采用316,密封面喷涂硬质合金,主要零部件材料采用316。高温情况下阀体材料采用INCONEL 600或625的铸件或锻件,球体和阀座材料采用INCONEL 600或625,密封面喷涂硬质合金,主要零部件材料采用INCONEL 600或625。弹性元件 (碟簧或弹簧)的材料采用INCONEL X-750,保证在高温状况下提供足够的预紧力。
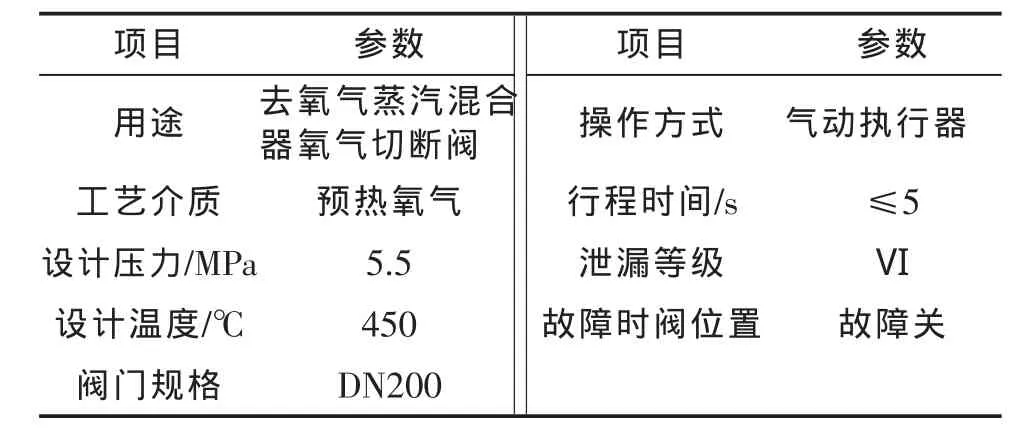
表1 球阀工艺参数
3 高温氧气用金属硬密封球阀的结构设计
高温氧气用金属硬密封球阀结构如图1所示。
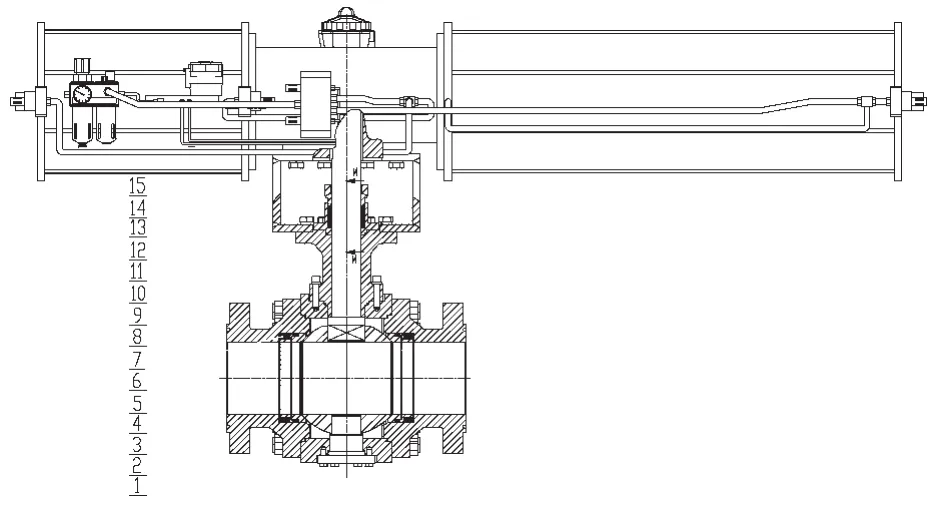
图1 高温氧气用金属硬密封球阀结构
3.1 阀座与球体的密封
根据ANSI B16.104标准,粉煤或是渣水介质用的金属硬密封球阀密封等级要求为Ⅴ级。由于氧气是一种危险介质,任何的外漏和内漏都可能造成燃烧、爆炸等严重后果,因此密封等级要求为Ⅵ级。球体与阀座间的密封,是控制氧阀内漏的关键环节,要求达到严格的Ⅵ级密封。球、座的加工精度要求非常高,圆度要求达到μm级,表面粗糙度参数Ra≤0.2μm。需要精密数控球面专用磨床加工,再经球座对研,才能达到氧阀的严格要求。
3.2 阀杆低泄漏控制
通常金属硬密封球阀阀杆处采用O形圈、PTFE填料或石墨盘根密封。对于高温氧气用金属硬密封球阀,O形圈和PTFE填料不能满足高温工况要求,故不能使用。而石墨盘根通常含有杂质,也不能应用于氧气介质。因此高温氧气用金属硬密封球阀采用石墨环密封,并采用碟形弹簧进行动态加载,实现对填料磨损时的动态补偿,以保证阀门阀杆处的密封。
3.3 加长阀颈设计
由于介质为高温氧气,设计温度达到450℃,气动执行机构要远离高温区域,因此设计加长阀颈,以保证气动执行机构的正常工作。
3.4 气动执行机构的选择
由于高温氧气用金属硬密封球阀的球体和阀座密封面之间是金属对金属,没有任何润滑剂,如果气动执行机构输出力矩不足,很容易出现球体与阀座之间卡滞的情况,影响阀门的正常工作,因此,气动执行机构的选择很重要。在正常气源压力下,气动执行机构提供的输出力矩为阀门在最大压差下计算力矩的1.5倍以上,因此完全能使阀门正常地、稳定地启闭。
4 高温氧气用金属硬密封球阀的设计计算
4.1 阀体壁厚的计算
按照ASME B16.34-2009,阀体最小壁厚采用强制性附录Ⅵ的计算公式:

式中tm——阀体最小壁厚,mm;
d——阀体内径,mm;
C——腐蚀余量,mm。当阀体实际厚度t≥tm时,为合格。
4.2 密封比压的计算
阀座密封结构为双向密封结构,密封比压q为

当qMF<q<[q] 时,密封比压满足要求。
式中q——实际工作比压,MPa;
R——球体半径,mm;
h——密封面在通道轴线方向的投影宽度,mm;
φ——球体与密封圈的接触点与通道轴法向的夹角;
p——计算压力,MPa;
DMW——阀座密封面外径,mm;
DMN——阀座密封面内径,mm;
DJH——阀座外径,mm;
qMF——保证密封所需的比压(即密封比压),MPa;

bM——密封面宽度,mm;
[q] ——密封材料的许用比压。
4.3 总摩擦力矩的计算
金属硬密封球阀的扭矩值表现为两端高中间低的曲线状,开启和关闭阀门时扭矩较大,而当阀门处于关闭状态承受最大工作压力时,开启瞬间的扭矩应为最大,且氧阀密封面禁油,没有任何润滑,容易发生卡涩现象,所以选用的气动执行机构在气源压力为0.4 MPa时输出力矩应为计算值的1.5倍以上。
阀门扭矩MF为
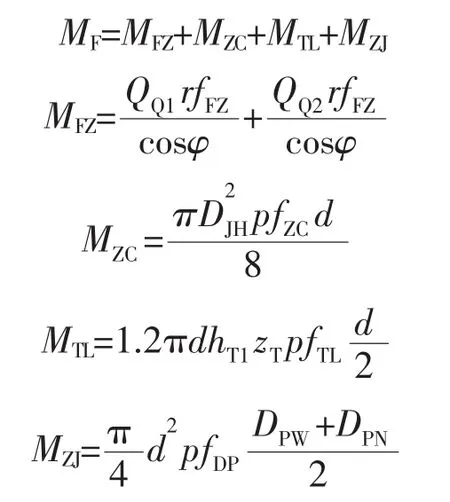
式中MF——总摩擦力矩,N·m;
MFZ——阀座对球体的摩擦力矩,N·m;
QQ1——进口端阀座对球体的作用力,N;
QQ2——出口端阀座对球体的作用力,N;
fFZ——阀座摩擦系数;
r——阀座对球体的摩擦半径平均值,mm;
φ——球体与密封圈的接触点与通道轴法向的夹角;
MZC——轴承对阀杆的摩擦力矩,N·m;
fZC——轴承摩擦系数;
d——阀杆直径,mm;
p——计算压力,MPa;
MTL——填料对阀杆的摩擦力矩,N·m;
hT1——单圈填料与阀杆接触的高度,mm;
zT——填料圈数;
fTL——填料与阀杆的摩擦系数;
MZJ——垫片对阀杆的摩擦力矩,N·m;
fDP——垫片摩擦系数;
DPN——垫片内径,mm;
DPW——垫片外径,mm。
5 生产制造及试验
高温氧气用金属硬密封球阀生产制造过程的控制很重要,有别于其它介质用金属硬密封球阀的生产要求,它的要求更为严格。高温氧气用金属硬密封球阀装配完成以后,要按照API 598规范进行试验,达到要求方为合格。
5.1 阀体及零件的加工
(1)氧气是一种助燃剂,阀体内腔应尽量圆滑过渡,避免尖角和锐角,避免形成死腔,防止介质在腔内聚集。
(2)针对高温氧气用金属硬密封球阀,需要专门制定加工工艺,从而确保阀体及零件的尺寸、公差及表面粗糙度满足图纸精度要求。
5.2 阀体及零件的检验
(1)氧气一旦泄漏,就可能引起爆炸、起火等重大事故,直接危及到整个装置及操作人员的安全。因此,阀体需要严格检验,特别是铸件,有严格的检查验收程序,一旦发现不合格品要及时处理。
(2)针对高温氧气用金属硬密封球阀,采取更加严密的质量控制程序,从而确保阀体及零件的尺寸、公差和表面粗糙度满足图纸精度要求。
5.3 零件清洗
(1)氧阀内腔不允许积存有固体杂质,以避免在介质流动时因碰撞产生火花。氧阀凡与氧接触的部位要严格脱油脱脂,脱油脱脂后用不含油的干空气或氮气吹净。对于可超声波清洗的零件,按照清洗规程对零件进行清洗。
(2)所有零件清洗干燥后,为避免二次污染,需用干净的聚乙烯薄膜进行袋装、包扎保护。
5.4 整机装配
(1)整机装配过程需要在净化房内完成。
(2)氧阀严禁阀门内部有油污,在装配及移动过程中要避免油污进入。
(3)每一台氧阀的装配都要有详细的装配记录,做到出了问题有据可查,责任落实到人。
(4)对氧阀装配人员实行专人专岗,并定期进行岗位培训,确保阀门的装配质量。
5.5 整机试验
试验项目主要包括壳体试验、阀杆密封试验、阀座密封试验、开关扭矩检测。针对高压氧气用金属硬密封球阀的每一项试验,要制定详细的试验程序,要求试验人员严格按照试验程序进行试验。
5.6 整机入库
(1)整机试验通过后,在入库前需要对阀门的外表进行擦洗和干燥。
(2)用干净的聚乙烯薄膜进行袋装、包扎密封,避免杂质进入。
(3)检验员要按检验规程对阀门进行检验。
6 结语
通过缜密的设计和严格的生产管理,我公司设计生产的高温氧气用硬密封球阀为航天粉煤加压气化装置濮阳、临泉两个示范项目提供了4种规格高温氧阀共计23台,实现产值约1000万元,替代了昂贵的进口产品。氧阀运行状况良好,性能优越,受到业主的好评。目前我公司生产的高温氧气硬密封球阀已有DN25~200 mm共6种规格,年产高温氧阀数量达250台,能满足每年配套约10套航天粉煤加压气化装置所需的氧阀,取得了良好的经济效益和社会效益。
