铣削加工中刀具半径补偿的运用
2013-10-14贺林
贺林
摘 要:刀具半径补偿是现代数控机床控制系统的一种基本功能。在数控车铣床、加工中心加工工件时,特别是二维平面工件的轮廓加工,如果不考虑刀具的实际直径大小,加工出来的工件尺寸与实际要求的尺寸将不符(大一圈或小一圈)。如果加入刀具半径补偿,刀具会自动偏移刀具半径值,这样就可以正确加工。因此,理解刀具半径补偿并能正确灵活地使用刀具补偿功能,将简化编程,起到事半功倍的效果。将刀具补偿和变量编程结合使用,还可实现一些复杂曲面的加工,在数控切削加工中有较强的实用价值。
关键词:轮廓加工;刀具;半径;应用;补偿
1 对刀具半径补偿的认识
1.1 刀具半径补偿的基本概念
在轮廓加工过程中,由于刀具总有一定的半径(如铣刀半径或线切割的电极丝半径等),刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。在进行外轮廓加工时,刀具中心又偏离零件的外轮廓表面一个刀具半径值。这种偏移称为刀具半径补偿。
1.2 刀具半径补偿指令
刀具半径补偿指令有G41、G42和G40共3个指令。当刀具中心轨迹在编程轨迹前进方向的左边时,称为左刀补,用G41表示;刀具中心轨迹在编程轨迹前进方向的右边时,右刀补,用G42表示;取消刀具半径补偿时用G40表示。
1.3 刀具半径补偿执行过程
(1)设置刀具半径补偿值:程序启动之前,在刀具补偿参数区内设置补偿值。
(2)刀具半径补偿的建立:刀具半径补偿的建立就是在刀具从起刀点(起刀点位于零件轮廓之外,距离加工零件轮廓切入点较近)以进给速度接近工件时,刀具中心轨迹从与编程轨迹重合过渡到与编程轨迹偏离一个刀具半径值的过程。刀具从起刀点接近工件,刀具中心轨迹的终点不在下一个程序段指定的轮廓起点,而是在法线方向上偏移一个刀具补偿的距离。在该段程序中,动作指令只能用G00或G01。
(3)刀具补偿进行:在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。此时半径补偿在G00、G01、G02、G03情况下均有效。
(4)取消补偿:使用G40指令取消程序段偏置值,使刀具撤离工件,回到起始位置,从而使刀具中心与编程轨迹重合。以下两种情况之一发生时加工中心补偿模式将被取消。①当程序中给出G40同时要有补偿平面内坐标轴移动时。②当刀具补偿号为D00时。
2 刀具半径补偿的应用剖析
2.1 简化编程,提高精度,增加程序的柔性
使用刀具半径补偿指令可以按零件的轮廓直接编程,实现轮廓加工,从而简化编成,这是刀具半径补偿的一般应用。然而实际加工中刀具补偿值并不一定完全等于刀具半径值,因此在首件加工时,为了不浪费材料,应采取适当增加刀具半径补偿值的方法,根据加工实测值和理论值之差,修正刀具半径补偿值,从而提高零件加工精度。同一程序加工,当刀具磨损或重磨后,直径会发生变化,则需要通过修改刀具半径补偿值来获得所需的尺寸精度,增加程序的柔性。
2.2 同一程序实现零件粗、精加工
刀具半径补偿除了简化编程,外,还可以用修改刀补值的方法,实现用同一乘虚进行轮廓的粗、精加工。粗加工阶段:刀具半径补偿值=刀具半径+精加工余量(单边);在精加工阶段,刀具半径补偿值=刀具半径+修正值。
2.3 设置正、负刀具半径补偿实现零件的等宽壁厚加工
一般情况下,刀具半径补偿值应为正值。如果出现补偿值为负值,则G41和G42功能相互替换。利用这一特点,当加工相等宽度的、由直线和圆弧或者含有曲线的等距轮廓工件时,只需对一个轮廓进行编程即可:加工好第一个轮廓后,修改刀具半径补偿值,使刀具半径补偿值=-(刀具半径+轮廓宽度),即可实现对第二个轮廓的加工。 但在实际加工时,需要考虑建立刀具半径补偿和撤销刀具半径补偿时的刀轨,会不会造成对被加工工件的過切或与工件轮廓相干涉。若造成影响,只需要修改或者撤消刀具半径补偿的轨迹即可。同理,在模具加工中,利用同一程序也可以加工同一公称尺寸的内外两个型面,且可通过修改刀具半径补偿值保证配合精度。
2.4 使用刀具半径补偿和变量编程,实现对轮廓倒圆/倒角的加工
上述刀具半径补偿的应用,一般地,是在加工开始前将刀具半径补偿值输入到数控装置,加工过程中,刀具半径补偿值是保持不变的,称为定刀具半径补偿。另一种情况,刀具半径补偿值在加工过程中需要按一定的规律改变,被称为变刀具半径补偿。变刀具半径补偿需要与变量编程结合才能发挥作用。所谓变量编程,即允许程序中使用变量和给变量赋值,并能进行算术运算、逻辑运算和条件转移,是数控程序编制的高级形式。FNNUC0i系统的变量编程,可利用G10指令和系统变量按照某种规律改变刀具半径补偿值,在程序同一轨迹的控制下,可实现对具有一定规律的边缘截面复杂曲面的加工,通用性强。如工件任意轮廓的倒圆、倒角加工,或圆孔/圆柱的边缘倒圆、倒角加工等。
3 定刀具半径补偿编程实例
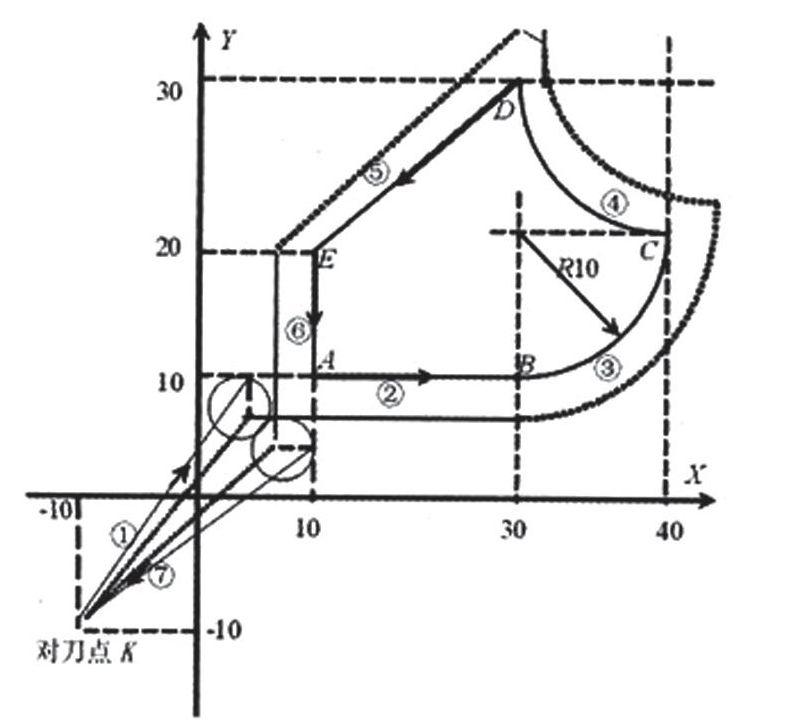
例(1):编制图3-3所示零件加工程序:要求建立如图所示的工件坐标系,按箭头所指路径加工,设加工开始时刀具离工件上表面50mm,切削深度5mm。
O0001(主程序 10mm 立铣刀)
G40G80G49G21G94G17G16;(初始化)
G54G90G00X-10Y-10M3S800(建立工件坐标系)
Z50
Z2
G01Z-5F50
G42D01G01X10Y10F100(刀具补偿建立)
X30
G03X40Y20R10
G02X30Y30R10
G01X10Y20
Y5
G40G01X-10Y-10(刀具补偿取消)
M30
4 使用刀具半径补偿时常见的问题
4.1 刀补建立与取消
建立或撤消刀具半径补偿时,刀具必须在补偿平面内或G01方式下移动,且移动距离大于刀具半径补偿值。
4.2 刀具半径补偿过程中的过切现象及其解决方法
刀具半径补偿使用中出现的过切(即干涉)指的是在零件的加工过程中,刀具按照程序设定的轨迹进行运动,由于使用了刀具补偿功能,在执行某些指令时,刀具切削了非加工对象,即刀具过切。
(1)数控系统在启用刀具补偿功能后,一般情况下会出现两种情况的过切。
1)当使用半径补偿时,输入数控机床控制系统刀具补偿中的预设刀具半径值大于被加工零件的加工轮廓曲线的最小凹圆半径,在加工过程中控制系统执行到这段程序语句时,数控系统计算后会发生过切现象,机床停止运动,并给出刀具过切的报警信息,也称之为假过切现象。解决的方法非常简单,刀具的半径应满足工件轮廓最小凹圆半径的原则即可。
2)加工程序完全可以执行,但在加工过程中刀具运动出现过切现象,程序执行时,数控机床控制系统并没有显示刀具过切的报警信息。这种情况主要是由于程序编程不当引起的过切现象,导致被加工工件的报废。
5 结束语
灵活运用刀具半径补偿功能对简化手工编程,保证和提高加工精度,提高程序柔性,实现轮廓倒圆/倒角之类的曲面加工具有重要意义和价值。
参考文献
[1]徐国权.盐城技师学院,《机床结构编程与操作》
[2]何平.《数控加工中心操作与编程实训教程》,北京国防工业出版社 ,2006
