基于Profibus-DP总线模式的中空玻璃合片机控制系统
2013-10-14张航徐明刚罗学科
张航,徐明刚,罗学科
(北方工业大学机电工程学院,北京 100144)
0 引言
随着能源问题的日益严峻,现在城乡建筑对节能玻璃的应用量与日俱增。中空玻璃是在两块或多块玻璃之间加上充满分子筛作为干燥剂的铝隔条,经压合、涂胶密封而成的一种节能玻璃。
合片机是将两块或者多块玻璃和中间装有干燥剂分子筛的铝隔条压合在一起,并在中间填充氮气或者其他惰性气体,形成单腔或者多腔中空玻璃的设备。目前国内中空玻璃合片机还处于起步阶段,较先进的即为自动压合手动充气的合片机,在中空玻璃合片工艺中不能实现全自动控制。在国外,李塞克、百超等少数几家公司的中空玻璃合片机已经达到工艺过程全自动的生产水平。但价格昂贵,给中空玻璃的生产带来了较大的成本压力。
全自动中空玻璃合片机,结构复杂,体积大,控制点的数目众多并且分散,给控制系统方案设计、施工等增加困难。Profibus通信模式采用数字化通讯,是可以在控制系统中实现双向、多点多站以及多变量的开放式的通信模式。Profibus-DP在保证控制信号准确信的同时,减少了大量的设计和施工的工作[1]。本系统在各站点之间采用Profibus通信模式,实现了主站与从站之间的双向通讯,解决了控制系统方案设计、施工复杂的困难。
1 合片机结构
1.1 设备的功能分析
中空玻璃合片机的功能,可以从它的三个主要部分进行分析:玻璃输入段、压合段和玻璃输出段。
玻璃输入段,主要实现玻璃的输入,并且在其输入过程中,完成铝隔条上框、玻璃几何尺寸检测以及两块或者多块玻璃输入的逻辑控制。
玻璃压合段,实现中空玻璃压合过程中各种大小玻璃的压力控制、惰性气体的填充控制、惰性气体浓度的检测、根据玻璃的不同尺寸对吸盘动作的控制、板压过程结束以后将玻璃平稳输出板压段。玻璃压合段是中空玻璃合片机的重要部分。
玻璃输出段,主要是将板压结束的玻璃输出,并传送给涂胶工序。这过程要求玻璃输出平稳,并且根据传感器信号判断玻璃的输出及停止过程。合理设计玻璃输出段,既可以提高玻璃传输的稳定性,也能提高涂胶工序的效益和质量。
1.2 合片机机械结构
根据玻璃合片机的功能,机械结构也主要分为输入段、板压段以及输出段三个部分,如图1所示:
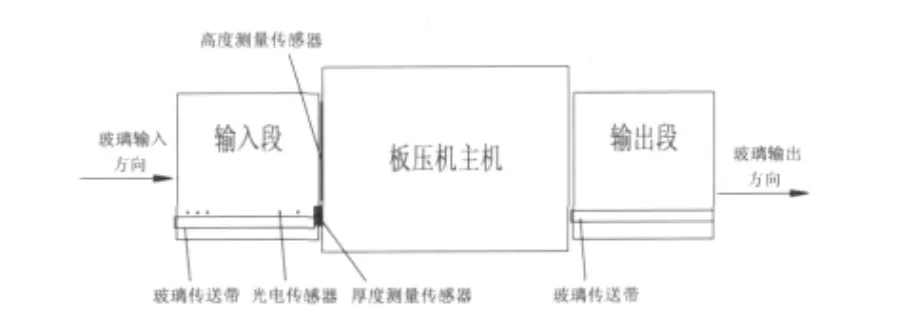
图1 合片机机械结构位置示意图
玻璃合片机机械部分,其特点可以归结为结构复杂、体积庞大,对其实现自动控制有一定难度。图2即为合片机的整个机械部分的实物图:
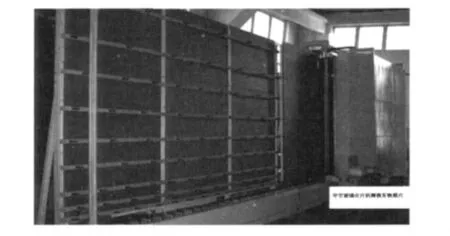
图2 中空玻璃合片机实物图
2 典型板压工艺分析
根据玻璃腔数的不同和腔内填充气体的不同,各种中空玻璃和片工艺过程各异。单腔惰性气体中空玻璃的合片工艺是最具代表意义的典型中空玻璃合片工艺。其工艺过程如图3所示:
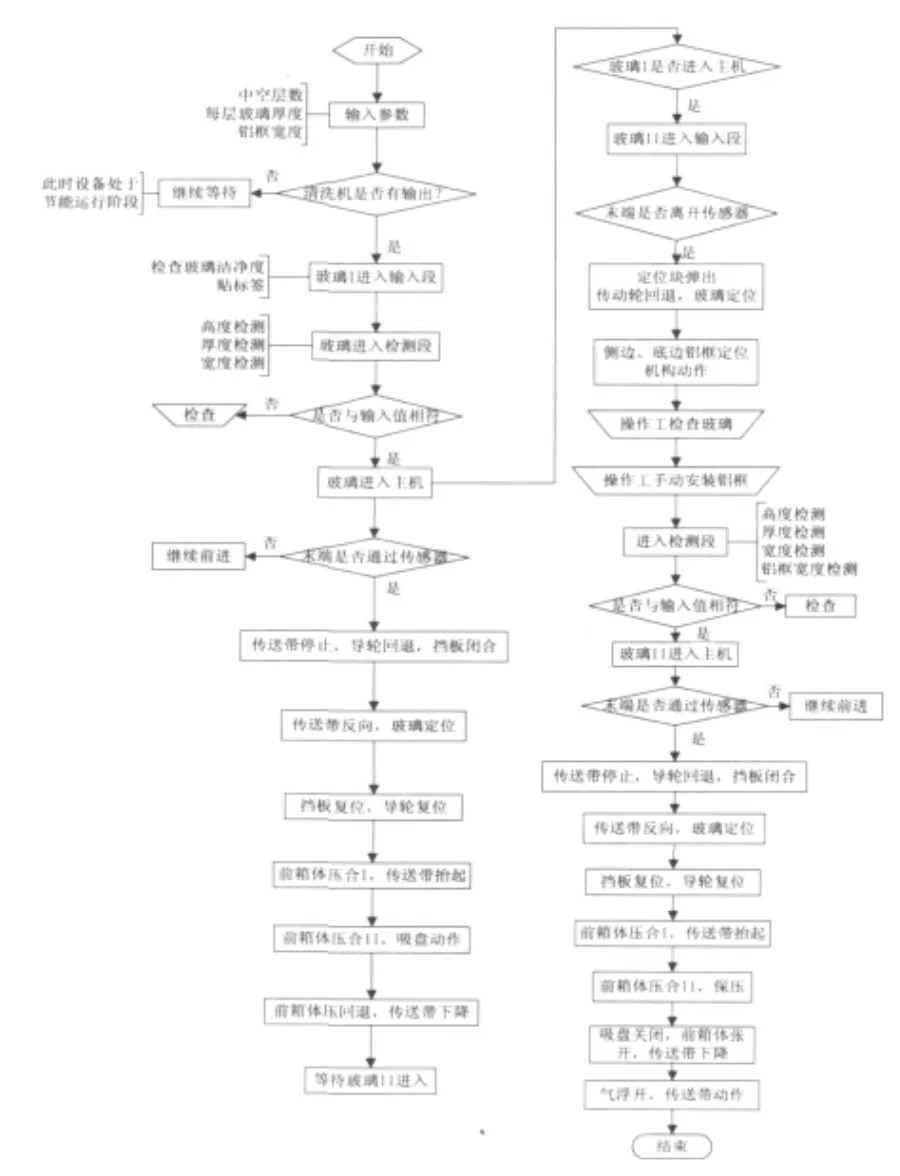
图3 合片流程图
3 控制系统的硬件设计
3.1 硬件平台
具有充气功能的中空玻璃合片机自动控制系统,采用上位机和下位机结合的方式。工控机为上位机,可实现人机界面的操作和程序的载入、调试。基于Profibus-DP总线模式的西门子S-300系列PLC为下位机,实现控制系统的各种功能。
在控制系统中,硬件部分分为一个主站系统和三个从站子系统,各站之间通过Profibus-DP总线实现通讯。其中主站完成板压机后片的板压工作、控制玻璃在板压过程中的定位工作;输入段从站逻辑控制玻璃的输入输出,完成玻璃几何尺寸的检测;前片控制从站完成惰性气体充气及板压辅助工作;供气系统控制从站完成惰性气体气体输入的控制工作。
其硬件方案框图如图4所示。
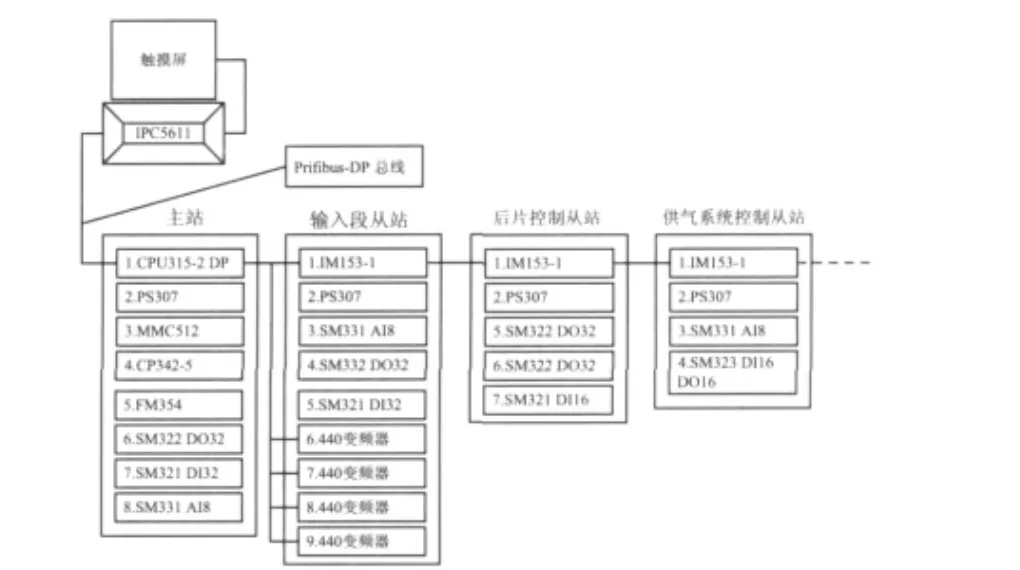
图4 硬件控制方案框图
3.2 控制系统的主站
具有充气功能中空玻璃合片机控制系统的主站,主要是控制合片机的后片,完成玻璃合片时的压力控制及辅助动作控制。在玻璃和片的压合过程中,压力通过伺服电动机带动的机构提供,其玻璃合片的力是根据几何尺寸变化的[2]。
合片压力由伺服电动机带动的板压机构提供。伺服电动机工作在转矩模式下,通过模拟量输出模块提供的电压控制电动机的输出转矩。伺服驱动器接口接线图如图5所示:控制板压的伺服电动机通过PLC的DO控制伺服驱动器的伺服及模式输入,驱动器再将伺服报警返回给PLC。控制转矩的模拟量由西门子PLC的AI模块提供。
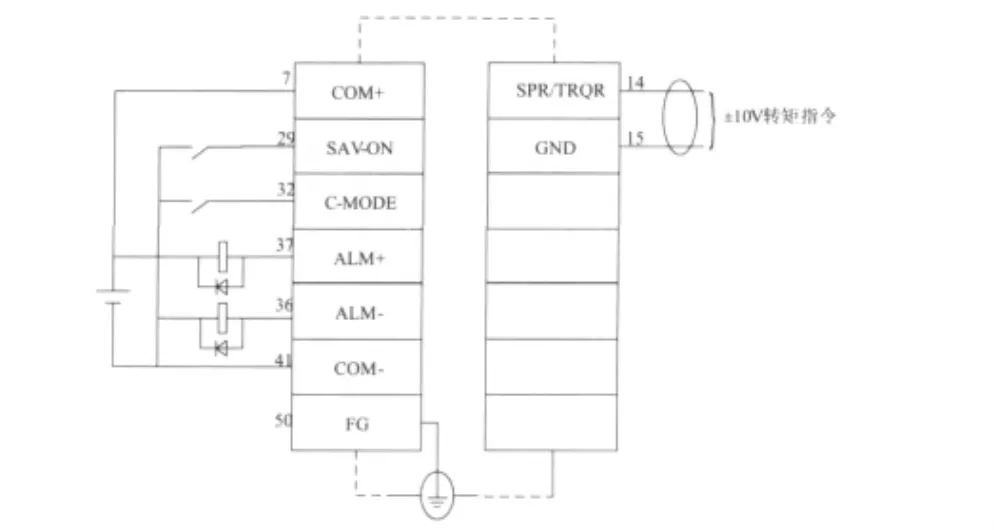
图5 伺服驱动器接线图
在板压过程中,精准的板压位置使用伺服电动机实现,使用西门子FM354定位模块控制伺服电动机。FM354定位模块控制伺服电动机控制原理框图如图6所示:
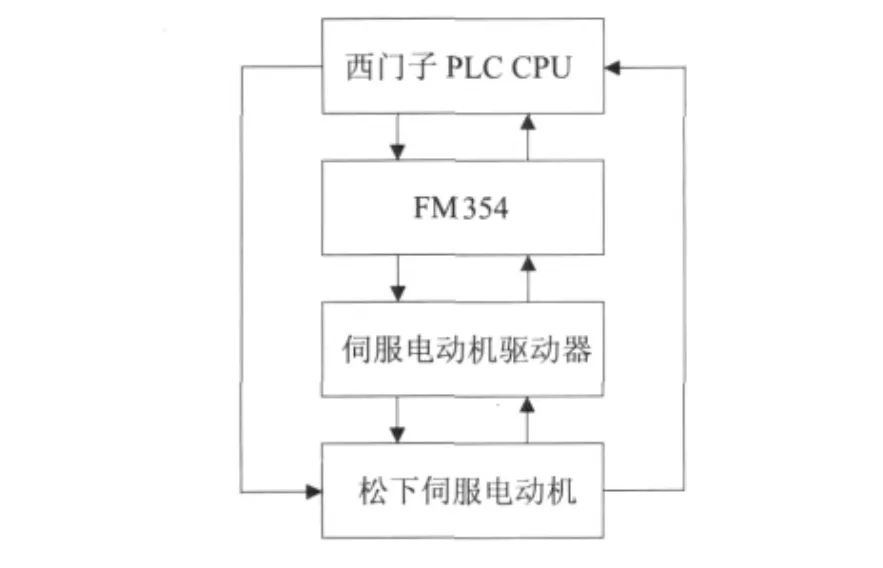
图6 伺服控制原理框图
首先PLC向FM354定位模块、伺服驱动器发出指令,使之进入工作,FM354接到指令以后,根据指令执行工作,向伺服驱动器发出控制信号,同时向PLC返回相关的执行信息。伺服驱动器根据FM354的信号,向伺服电动机发出工作指令信号,同时向FM354返回信息,向PLC CPU返回报警信息,使驱动器、FM354和PLC之间形成闭环控制。驱动器向伺服电动机输出工作电压,同时通过增量式编码器向驱动器返回脉冲信号,驱动器与电动机之间形成闭环控制。
主站主要完成压力控制和玻璃定位控制,此外,CPU通过DO/DI对玻璃的吸盘和惰性气体充气过程进行逻辑控制。
3.3 控制系统中的输入段从站
输入段从站控制玻璃的输入输出,以及在输入过程中完成玻璃几何尺寸的测量。
玻璃的输入输出都是用交流异步电动机带动链轮,通过传输带传输的。交流异步电动机使用西门子MM440变频器驱动,MM440变频器直接连接西门子从站模块IM153,与 PLC之间通过PROFIBUS-DP总线实现通讯。控制原理框图如图7所示。
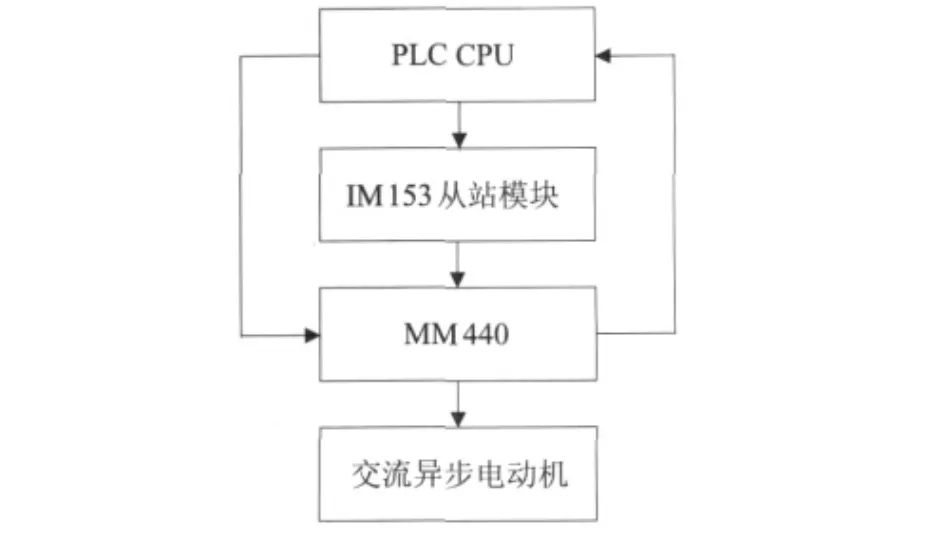
图7 交流异步电动机控制框图
输入段除了完成玻璃的传输以外,还需要完成玻璃厚度、宽度和长度等几何尺寸的检测[3]。
玻璃厚度的测量,通过电动推杆来测量,电子推杆根据电阻变化输出一个电压值。通过标定、计算,可以方便的出玻璃的厚度。
为提高可靠性,本系统通过三个传感器配合玻璃的运动来测量玻璃的宽度尺寸。
如图8所示,传送带上的玻璃片以一定的速度v前行,后支持板上装有3个光电传感器。玻璃片通过到达和离开,触发光电传感器,根据光电传感器的信号进行计时,测出玻璃的宽度D。
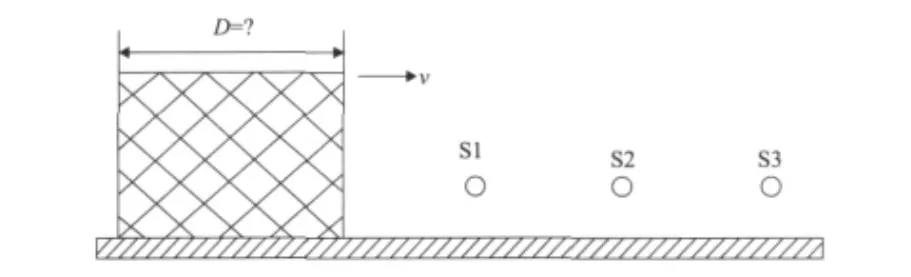
图8 板压机输入段传感器示意图
通过测量得出第三个传感器S1,S2和S3之间的距离D1,D2和D3=D1+D2。当玻璃到达S1时,传感器信号触发PLC内部计时器开始计时,到达S2处,记录期间的时间t1。同理记录玻璃从S2到S3的时间t2,S1到S3之间的时间t3。于是可以分别得出玻璃通过S1S2之间、S2S3和 S1S3 的平均速度 v1,v2,v3。
当玻璃到达传感器S1时,传感器信号触发计时器开始计时;当玻璃末端离开传感器S1时,结束计时并且返回时间值。从而可以得到玻璃边沿从到达S1到离开S1的时间t1。同样得到玻璃边沿从到达S2,S3到离开S2,S3的时间t2,t3。则平均时间为:

于是,玻璃宽度尺寸为:
4 控制系统的软件设计
软件平台主要包括使用西门子S7-300系列PLC配套的编程软件Step7组态、控制系统通讯的建立和梯形图编程三个部分。
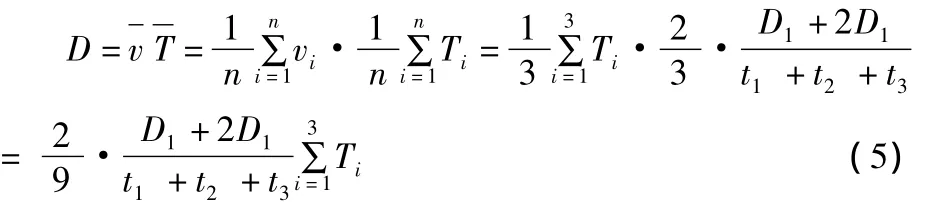
硬件组态如图9所示,本系统包括一个主站,三个从站。上位机与主站,主站与从站之间通过Profibus-DP通讯。
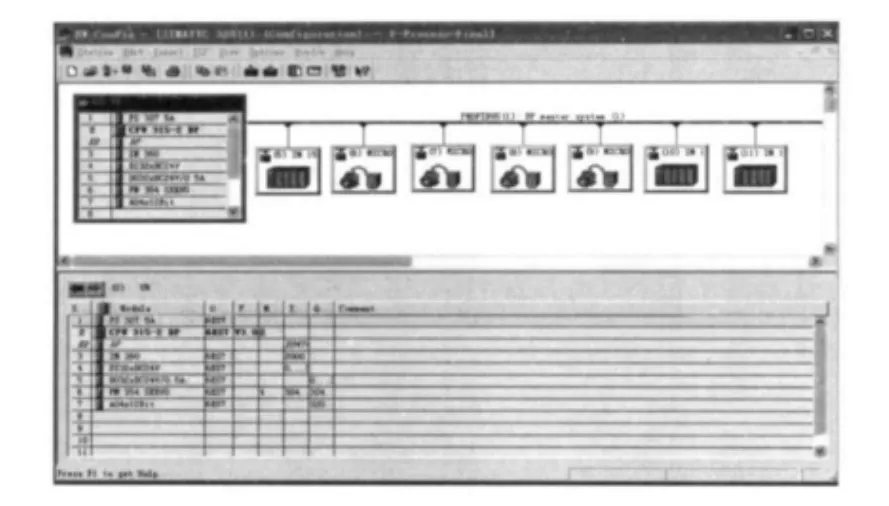
图9 软件组态图
通过正确建立通讯和组态,根据合片机工作工艺,很容易调用工功能模块和编写梯形图,完成复杂的程序编写。本系统中调用的功能模块如图10所示。
图10 软件中调用的功能模块
5 实验
经过对基于西门子PLC S7300及Profibus-DP总线模式的立式中空玻璃自动合片机控制系统进行调试并试生产运行,该设备进入工作后运作正常,符合预期要求。经检测,生产的出来的中空玻璃符合要求。图11为部分合片后的中空玻璃。

图11 合片后的中空玻璃
6 结束语
通过对中空玻璃合片工艺的研究,开发了基于西门子PLC S7300及Profibus-DP总线模式的立式中空玻璃自动合片机控制系统。经过实际生产调试,作者研究开发的中空玻璃合片机控制系统很好地达到了生产的要求,满足了工业自动化控制的需要。较大程度上减少了合片机的成本,在中空玻璃板压的质量和效率方面都达到了国外同类产品的水平。
[1]董明.基于PROFIBUS-DP总线和$7300的电机调速系统设计[J].制造业自动化,2011,(4):134-136.
[2]全国建筑用玻璃标准化技术委员会.GB/T.11944-2002中空玻璃国家标准[S].北京:中国标准出版社,2002.
[3] Peter Lisec.PROCESS FOR ASSEMBLY OF INSULATION GLASS PANES WITH INTERIOR FILLED WITH A HEAVY GAS[P].United States Patent:US005676782A.1999.
