滚塑成型技术的研究现状及其展望
2013-10-14张凯夏天
张凯,夏天
(1.江苏大学机械工程学院,江苏镇江212013;2.常柴股份有限公司,江苏常州 213002)
0 引言
滚塑作为一种塑料成型技术,开始时仅是注塑、吹塑的补充,但随着聚乙烯粉末化技术的成熟,日益成为粉末塑料成型工艺中极有竞争力的成型方法,发展迅猛[1]。滚塑成型又称旋转模塑或旋转成型,即将模具沿两垂直轴不断旋转并使之加热,模具型腔内的塑料在重力和热的作用下熔融并粘附于型腔表面上,冷却定型后获得塑料制品。滚塑成型滚塑适于大型及特大型制件、各种复杂形状的中空制件,在化工、机械、电子、轻工和军工等行业均有广泛应用,如车辆燃油箱、储物箱、大中型容器、汽车零部件、包装箱、运输箱和耐腐蚀容器内胆等[2-7]。相比注塑和吹塑等成型方法,滚塑在中空件成型方面具有独特优势,但是也存在能耗大、成形周期长、制品尺寸精度不高等缺点。近几年来,在北美、欧洲发达国家,滚塑行业发展很快,其发展速度高于整个塑料行业的平均发展速度。在国内,滚塑成型技术尚处于开发和研制阶段,但近来已成为塑料领域的研究热点。
1 滚塑成型原理
滚塑成型工艺原理如图1所示。主要分为四步。
1)加料:塑料粉末均匀拌入色粉直接加入模具内,封闭模具。
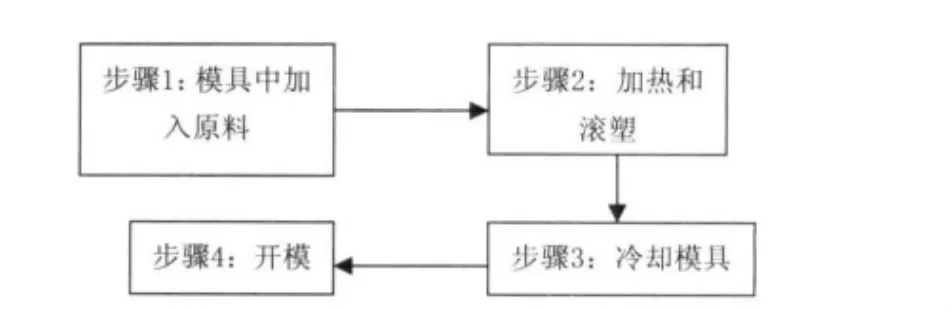
图1 滚塑成型工艺原理
2)加热:加热模具,围绕两垂直轴旋转,使塑料粉末熔融并均匀涂布在模具内腔表面。
3)冷却:采用水冷或风冷冷却模具。
4)脱模:开模取件。
2 滚塑工艺的成型原料
为满足滚塑成型工艺要求,材料应该满足以下性能要求[8-13]。
1)热稳定性;2)低熔体粘度必须足够低,结构复杂和细节丰富的滚塑制品熔体流动速率可以较高;3)良好的冲击强度;4)耐环境应力开裂(ESCR);5)满足功能需求的强度要求;6)折断(failure)伸长率应高;7)良好的流动性和传热性。
目前有关于材料流变行为和热性能对烧结过程和脱除聚合物中气泡的影响研究,研究发现熔体流变行为和表面张力在材料致密化初期起主要作用,而在致密化后期,拦阻气泡中气体的扩散是十分重要的。L.Carrino对材料的形态做了分析,指出大部分滚塑成型树脂是粉料,粒子尺寸35目(74~2 000 um),其他则是液体,如尼龙等高流动性树脂,成型时要用小粒料[14]。
2.1 滚塑成型适用材料
适用于滚塑成型的材料相当有限,主要原因是:1)在无压力情况下,粉料无法重新成型为均一固体;2)滚塑专用材料价格较贵。
美国塑料工程师协会(SPE)统计的2002年滚塑用树脂占有份额如表1所示。
聚乙烯93.3%,聚氯乙烯3.2%,尼龙0.5%,聚碳酸酯0.2%,含氟聚合物0.1%,其他塑料0.1%。
表1 2002年滚塑用树脂占有份额
由表1可看出聚乙烯占用率最大,处于主导,其原因是聚乙烯具有容易滚塑成型、良好的热稳定性和成本低等综合优势。特别是最近采用单中心催化剂,进一步开发和推出适用于滚塑成型、容易加工和刚性高的聚乙烯牌号,零剪切熔体粘度低,成型时间(周期)短,推动和促进滚塑工业进展[15-16]。
虽然滚塑对原料的要求相对于注塑和吹塑来说比较苛刻,但是随着聚乙烯粉末化技术的成熟,滚塑日益成为粉末塑料成型工艺中极有竞争力的成型方法[5]。近几年来,在北美、欧洲发达国家,滚塑行业发展很快。我国必须整合滚塑相关企业群,形成一条有序规范的滚塑制造线。对于滚塑原料,应该增加一些研磨机制造厂、滚塑混料设备制造厂,以及滚塑专用原料供应厂等,并将其相关企业纳入滚塑制造链中。
3 滚塑成型设备的发展
滚塑设备包括臂、热箱和冷箱三大部分。臂用于夹持模具和动力的传递,热箱用于加热模具,冷箱用于冷却模具。滚塑分类如表2所示。
其中最常用分类方法是按模具支撑臂的数目。由于滚塑工艺必须有加料、加热、冷却和脱模四道工序,工位多和模具支撑臂多的滚塑机相对能更好的利用热能和时间,具有较高的生产效率[1]。下面介绍典型的滚塑机。
表2 滚塑分类
3.1 摇摆式滚塑机
摇摆式滚塑机出现较早,一轴作摇摆动作,另一与之垂直的轴作360°旋转动作,如图2所示[17]。摇摆式滚塑机常用直火式加热方式,其温控精度及温度均匀性较差,自动化控制水平较低,但由于不受热箱体积的限制,制品尺寸较大,价格较低,实际应用较多。
图2 摇摆式滚塑机
3.2 穿梭式滚塑机
穿梭式滚塑机如图3所示[18]。其拥有两个梭机,该机的臂、模具和传动机构都安装在可移动架子或小车上,在小车的带动下,模具依次通过热箱、冷箱及脱模工位。该设备的特点是臂与轨道的移动方向平行,轨道在冷箱和热箱内。穿梭式滚塑机可以通过热箱、冷箱、脱模工位以及轨道的配合设计来提高生产效率。如果冷却/服务时间与模具加热时间相等,可以大大提高生产效率[6]。穿梭式滚塑机操作简单,维护费用低,适用于大型储存罐、容器及小型制品的成型。
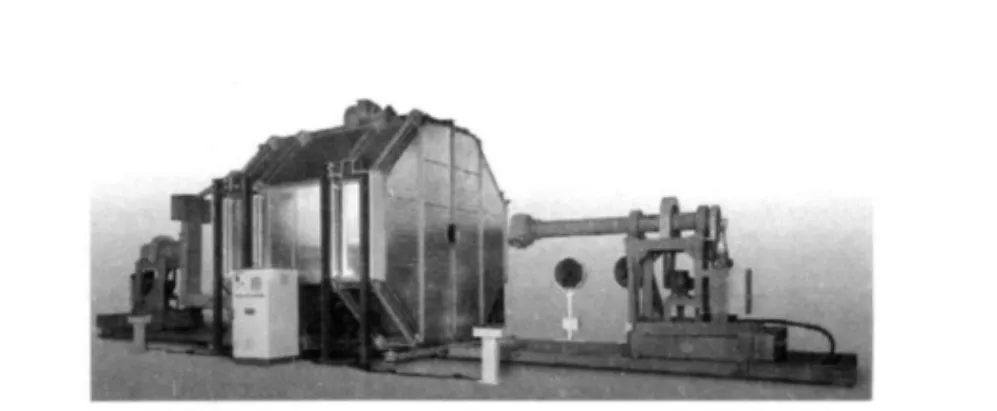
图3 穿梭式滚塑机
3.3 蚌式滚塑机
蚌式滚塑机由加拿大FSP公司独有。该机热箱也可作冷箱,上下结构形状及开启方式如“蚌”,如图4[19]。此滚塑机可以提供完整的双轴旋转并且具有水平轴两端都可以支撑的优势。模具通过主轴和齿轮轴转动的转盘安装在装置内。当炉门关闭并且主轴旋转时,通过齿轮轴与转盘的速率比,带动模具如摩天轮旋转式的转动。加热的空气通过内机箱将温度传到原料,直到原料温度达到加工时必须的温度然后冷却时由内机箱散发冷却空气或水雾[5-6]。

图4 蚌式滚塑机
由于该滚塑机的独特优势,加拿大FSP公司生产的6种型号的此类滚塑机在国际市场上居垄断地位。根据对北美滚塑企业的调查资料,1998年北美地区23%的滚塑厂使用了该公司的蚌式滚塑机[1]。
3.4 固定转臂式滚塑机
该设备是现代国外滚塑行业最常见的滚塑设备类型之一。该滚塑机最早的形式是有三个相距120°且在同一平面的臂,它们由一个简单转台驱动。在同一时间,此三个臂分别在加热箱、冷却箱和修饰箱中工作。同样也可以在此滚塑机上装有4条臂,它们分别相距90°,见图5[20]。当其他三个臂分别在加热箱、冷却箱和修饰箱中工作时,第四条臂在辅助冷却箱工作[21]。
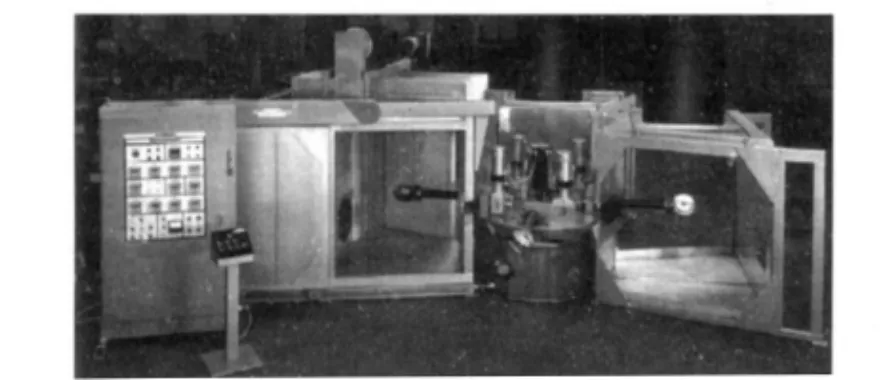
图5 固定转臂式滚塑机
固定转臂式滚塑机体现了一种独特的优势,即每个臂内的不同材料能在同一时间同时加工。此设备效率高、容易维护,在滚塑领域中占统治地位。通常加热是整个周期的关键因素,因此它成了设备运转的控制因素。
3.5 独立转臂式滚塑机
固定转臂式滚塑机有个明显的缺陷就是它的所有臂必须同时移动。所以为了充分利用其优越性,成型工艺中的加热、冷却和修饰时间必须匹配。如果无法匹配的话,那么循环时间取决于三个过程中最慢的工艺时间,因而浪费了时间。独立转臂式滚塑机的发明在一定的程度上克服了这个缺点,见图6[6]。此滚塑机中,如果加热过程最先结束,则在加热箱中的臂可以先移出加热箱而继续第二批原料的加热。独立转臂式滚塑机是滚塑工业常用设备类型,具有空气循环加热室和空气、水冷却室,提供五个工位,包含一台自动车架来控制每台转臂绕中心台转动,而每台转臂和车架之间是独立的,提供更自动化和更完善的加工手段,充分体现了独立转臂滚塑机的灵活性[20-22]。
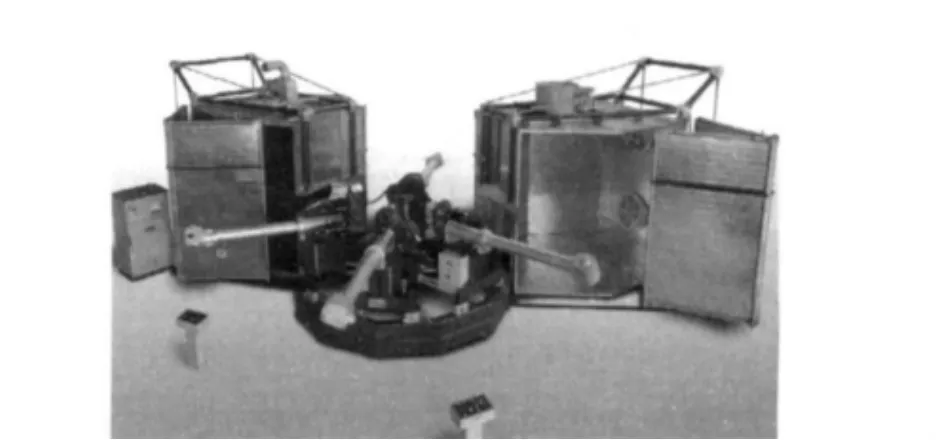
图6 独立转臂式滚塑机
4 滚塑成型技术的发展前景及展望
近年来,滚塑在北美、欧洲发达国家发展很快,以10% ~15%的年增长率持续发展,成为小批量生产中、大型或超大型全封闭或半封闭的空心无缝容器最好的成型加工方法。全世界每年生产的滚塑制品产量已达到几百万吨[23]。虽然滚塑工艺有许多独有的优点,但仍存在一些不容忽视的缺点:比如原料的精细程度在一定的程度上决定滚塑产品的品质,因此粉碎原料致使成本的提高,而且滚塑工艺可用的塑料原料品种较少,有待新型的更加优质更加实惠的原料的研发,最为重要的是滚塑成型和其他切塑料成型工艺相比其生产过程中能耗十分严重,在实施人类可持续发展战略的进程中对此必须予以高度的关注。
我国滚塑成型设备的整体水平相对于欧美、日本等国家还有一定的差距。主要体现在规模小、品种少、技术落后。企业和研究者们应该从滚塑工艺技术的提高和新型材料的开发入手,改进、创新现有的滚塑设备,加强对滚塑模具的研究并且进一步提高过程控制水平和制品开发设计能力。学者们在吸收国外先进技术和设计思想、设计方法、测试方法等先进技术的同时自主创新积极研发适应市场需要及具有潜在发展前景的设备。国家可以大力投资创建集设备制造、模具设计、原料开发、工艺设计于一体的大型企业,不断更新开发模式,适应市场快节奏的变化需求。
[1]臧群传,张威,王剑.国内外滚塑设备的现状及发展趋势[J].齐鲁石化股份有限公司树脂研究所,2000.
[2]徐洪波,许迎军,何杰,等.塑料滚塑制品缺陷分析及解决方案[D].济南:中国兵器工业集团第五三研究所,2007.
[3]J.W.Cowburn,Rotational Moulding of Hytrel Polyester Elastomer,in International Conference of Rotational Moulders,Jersey,1978.
[4] D.Ramazzotti,Rotational Molding,in Plastic Product Design Handbook,Ed.,E.Miller,Dekker,New York,1983.
[5]G.L.Beall,Rotational Molding - Design,Materials,Tooling and Processing,Hanser,Munich,1998.
[6]R.J.Crawford and J.L.Throne,Rotational Molding Technology,William Andrew Publishing,New York,2002.
[7]Rotational Moulding of Plastics,2nd Edition,Ed.,R.J.Crawford, Polymer Engineering, Research Studies Press,London,1996.
[8]R.J.Crawford,Introduction to Rotational Moulding,in Rotational Moulding,Ed.,R.J.Crawford,Research Studies Press,1996.
[9]R.J.Crawford,The Challenge to Rotational Moulding from Competing Technologies, in ARM Spring Conference,Barcelona,Spain,1999.
[10] W.D.Arendt,J.Lang and B.E.Stanhope,New Benzoate Plasticizer Blends for Rotational MoldingPlastisols,in SPE RETEC,Cleveland,Ohio,USA,1999.
[11]E.Boersch,Plasma-Modified Polyolefin Powders for Rotational Moulding,in Designing Your Future,Auckland,New Zealand,1999.
[12]E.Boersch,Plasma-Modified Polyolefin Powders for Rotational Molding,Rotation,1998.
[13]E.Boudreaux,R.K.Krishnaswamy and J.Ratzlaff,D.Measurement of Peroxide Content ofCrosslinkable Polyethylene by DSC,in SPE ANTEC,San Francisco,USA,2002.
[14]L.Carrino,G.Moroni and W.Polini,Cold Plasma Technology for Surface Treatment,MacPlas,1999.
[15]J.W.Cowburn,Rotational Moulding of Hytrel Polyester Elastomer,in International Conference of RotationalMoulders,Jersey,1978.
[16]S.Dority,et al.Can Color be Consistent in Rotational Molding,in ARM Fall Meeting,Vienna,Austria,1996.
[17]S.Dority and H.Howard,Color for Rotational Molding:The Challenges,Plastics Engineering,1998.
[18]S.Dority and H.Howard,Color for Rotational Molding-The Challenges We Face,in SPE ANTEC,Toronto,Canada,1997.
[19]R.J.Crawford and S.Gibson,Rotational Molding-The Basics for Beginners,Rotation,2000.
[20]R.J.Crawford,Introduction to Rotational Moulding,in Rotational Moulding,Ed.,R.J.Crawford,Research Studies Press,1996.
[21]Plastics News,Aug.,1998.
[22]W.H.Covington,Rotational Moulding Machines,in Rotational Moulding of Plastics,2nd Edition,Ed.,R.J.Crawford,Wiley,New York,1996.
[23]徐兴祥.滚塑工业发展的必由之路[M].上海:上海市包协塑料制品委员会.
