测量曲轴销孔深度尺寸检具
2013-10-12天润曲轴股份有限公司山东文登264400宋文友宋军鹏于冬青
天润曲轴股份有限公司 (山东文登 264400) 宋文友 宋军鹏 于冬青
近年随着汽车发动机的工作性能不断提高,其零部件装配工艺也越来越严,诸如曲轴总成的正时齿轮、飞轮、感应环等装配,大多都需用定位销定位固定,除了对曲轴上的销孔直径尺寸精度要求高外,对其深度尺寸也提出相应的要求。由此我们把常用的销孔结构归纳为三种情况。如图1所示,图1a在曲轴小头圆柱面上,图1b在曲轴法兰端面上,图1c小头圆锥面上,其公差数值分别为0.6mm、0.4 mm、0.1 mm。对此需要在加工过程中不仅设备要有良好进给精度,而且还要有良好的检测检具。
通常为了满足工序销孔尺寸工艺要求,操作者对每个孔都要进行百分之百检验。操作者使用深度尺贴着孔壁伸进去读数,这种测量方法人为因素的误差大,测量者手感不同、力量不均都会直接影响深度尺的顶端是否能够较好的抵在钻孔与铰孔相交接的小斜面上;对于操作者来说还得对其进行读数,效率会降低,读数比较粗略。除此,还用过刻线规检测,由于目视误差较大,也不适用。

图1
为了解决上述测量方法弊端,我们利用百分表设计了一套测量工具。
图2是测量曲轴法兰端面销孔深度检具。检具的设计思路是:百分表头插入套管3内,用螺钉压紧。测量杆4套上弹簧装入测量基座6内,然后将套管3和测量基座6用螺纹联接,以测量基座6底部与被测件表面定位,同时将测量杆插入被测销孔,调整联接螺纹到所要测量深度H,拧紧螺母即可。对于测量圆柱面或锥面上的销孔,只要将测量基座6及测量杆4的底部设计成与被测件形状一致就可,如图3和图4所示。

图2
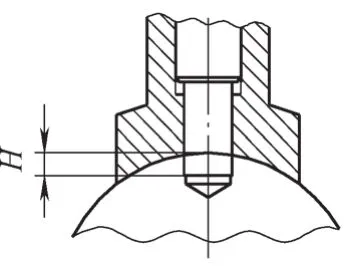
图3
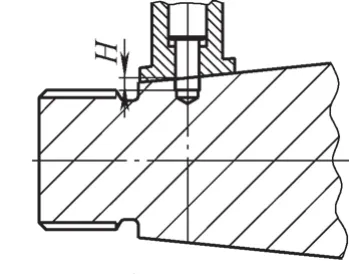
图4
此检具采用相对测量法设计(需做校对规,不再详述),经一次调整后可进行相同零件的批量测量。使用方便,读数明了,便于在线生产操作使用。