棒料弯形的工艺改进
2013-10-11中国人民解放军第5311工厂南京211100张明光
中国人民解放军第5311工厂 (南京 211100) 张明光
中国北方工业公司 (北京 100053) 郭 彦
生产中遇到如图1所示的零件,毛坯材料为:φ8mm的1Cr18Ni9Ti不锈钢棒,现要弯两处R12mm的圆弧,两端钻、攻深10mm 的M3螺纹。
根据图1计算展开(中心线)长度:第 1段(直线)长度24mm,第2段(圆弧)长度18.85mm,第3段(直线)长度96mm,第4段(圆弧)长度18.85mm,第5段(直线)长度24mm,展开总长24mm+18.85mm+96mm+18.85m m+2mm4=181.7mm。
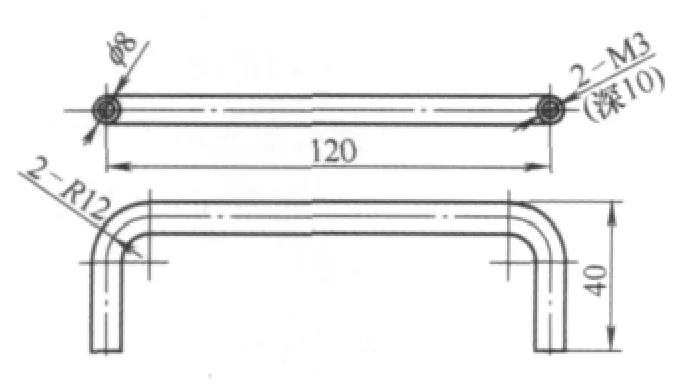
图1
1.原先的工艺
根据展开总长在两端加入适当的余量,在不锈钢棒的一端套入加力杆,利用图2中的销柱5和销柱3的作用,并在R12mm处用气割枪加热(加热弯形减小阻力)分别对两处R12mm进行热弯形,再铣去两端多余长度,保证尺寸40mm,最后钻、攻M3螺纹,校形保证尺寸120mm。
工艺方法如下:
(1)车工:车2端面保证总长200mm。
(2)钳工:(领图2所示工装)弯两处R12mm。

图2
(3)铣工:铣两端保证40mm。
(4)钳工:钻、攻两处M3深10mm,并校形保证120mm。
2.原工艺不足之处分析
采用此弯形方法,虽然基本能够完成零件的加工,但主要存在几处不足:
(1)长度方向加入余量增加了原材料的消耗,并且需要二次加工。
(2)用气割枪加热,温度不易控制,且由于高温存在安全隐患。
(3)弯形质量不稳定,两短边平行误差较大,如图3所示。

图3
(4)销柱之间的材料存在弯曲变形,如图4所示。
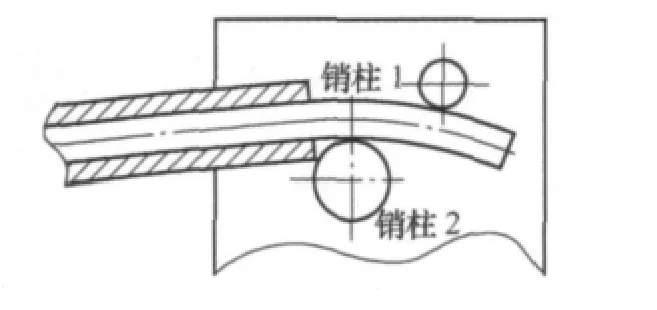
图4
鉴于以上不足之处需进行工艺改进。
3.改进后的工艺
采用如图5所示弯形工装,将固定板与虎钳固定钳口固定,将毛坯放至固定板的凹槽中并插至毛坯左端设置的定位点,再将虎钳夹紧,向上扳动加力杆,使按装在支架上的滚轮绕销轴旋转,实现对一端R12mm弯形。

图5
调头,按图6所示再次向上扳动加力杆,实现另一端R12mm的弯形。工艺方法如下:

图6
(1)车工:车端面并钻、攻M3深10mm,切断,调头,车端面保证总长181.4+0-0.2mm,钻、攻M3深10mm。
(2)钳工:用如图5所示工装,弯两处R12mm并校形保证120mm。
4.改进后的优点
(1)由于弯形工装的使用,无需二次加工,不但节约了材料消耗,而且可将两端的M3螺纹加工在车工工序提前完成,工序相对集中。
(2)由于弯形工装作用力大,可进行冷弯(无需加温处理),减少了因高温存在的安全隐患,又避免了高温引起的退火及零件表面的变色。
(3)由于弯形工装的固定板上的圆形凹槽,避免了弯形后图3所示的不足。
(4)由于弯形工装仅对R12mm弯形部分作用,其余直线部分不产生弯曲变形,使得受力更加合理。
5.注意事项
(1)由于此弯形工装弯形时存在拉伸变形,经多次试验、计算每处伸长量在0.15~0.2mm,因此可将展开总长181.7mm定为181.4+0-0.2mm,保证弯形后直接获得尺寸40mm。
(2)工装左端设置了定位点,主要是为了便于调整R12mm弯形位置,保证两处R12mm弯形后的对称(具体调整不作赘述)。
(3)工装固定板的右侧设置的斜角,主要为了解决零件弯形回弹,弯形时将加力杆扳动超过90°,保证作用力撤销后R12mm的两侧呈垂直关系。
(4)由于弯形过程存在拉伸现象,因此在采用此弯形工装加工第一个R12mm时须注意加大虎钳的夹紧力,保证毛坯棒料不能产生轴向滑移,防止不对称现象的产生。加工第二个R12mm时由于左侧第一个R12mm已经成形,则可适当减小虎钳的夹紧力,允许适量的轴向滑移排除左侧存在的间隙,更好地保证120mm尺寸。
此弯形工装制造简单,操作方便,经工艺改进后,弯形效果更好,效率得到大幅提高。
