大型圆柱滚子轴承内圈挡边测量方法和测量仪改进
2013-10-11刘晓东李淑平刘广义
刘晓东 , 李淑平 ,刘广义
(哈尔滨轴承集团公司 铁路轴承制造分厂 , 黑龙江 哈尔滨 150036)
1 前言
某大型圆柱滚子轴承质量检测要求非常严格,对带挡边的轴承的挡边高度、挡边平行差和倾斜角度的精度要求都比较高。除对内圈挡边精度测量采用相应检测手段外,对挡边倾斜角的测量方式也进行了改进。
2 内圈挡边的测量参数
带挡边的内圈需要控制挡边高度尺寸、挡边平行度和挡边倾斜角度,图1 所示为该轴承成品中规定的与挡边相关的尺寸和精度要求。
根据图1 所示需要控制的尺寸,在加工挡边面之前,还需控制相关工序加工面的质量。
(1)两端面质量。因为挡边的磨削基准面是有挡边一侧的端面,而挡边面的高度和平行度的测量是以非加工基面为基准,为保证其相对测量基准面的尺寸和精度要求,内圈两端面高度尺寸要控制在规定尺寸范围内,精整后两端面平行度<5μm。
(2)电磁夹盘定位环端面修正后的精度,要保证挡边面磨削后相对加工基准平行度<3μm。

图1 与挡边有关的质量参数
3 内圈挡边的测量方式
内圈挡边尺寸和精度使用G204测量仪器测量,测量方式如图2 所示。
挡边高度按图2b 所示方式测量,用标准件对表测量工件的高度尺寸,平行度以工件旋转一周为准。
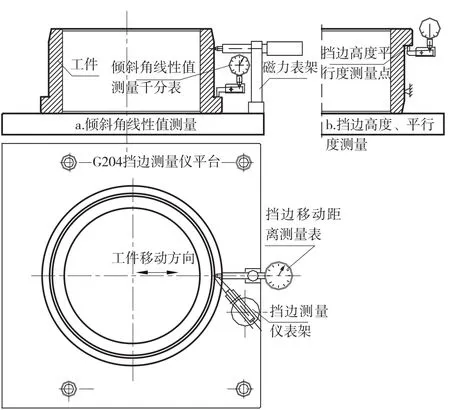
图2 G204测量挡边常用方式
挡边倾斜角度的测量在G204仪器上的千分表上进行,以线性值表示,换算公式如下:

式中:δ——挡边倾斜角的线性值,
L——挡边面径向移动距离,
17′±2′——挡边倾斜角度。
从上述公式可知,当工件的移动距离L不同时(即测点测量的相对距离不同)测量出的挡边倾斜角的线性值δ不同,以某大型圆柱滚子轴承为例,见表1。

表1 挡边倾斜角的线性值与挡边面径向移动距离的关系
原有的G204仪器结构,工件上测量的测点相对移动距离和移动方向是由人为控制,每次测量会有差别,如果仪器平台长期使用出现不平和划伤,将影响测值的准确性。
4 线性值测量仪的改进
为避免原有测量仪的缺点,方便工人操作,提高挡边面倾斜角线性值测值的准确性,对G204仪器作了如图3 所示改进,在仪器的辅助平台上设置导向块、平面定位环、初始位置定位块、移动距离定位块和测距表。使被测量工件测量方式有了如下改变:
(1)初始位置定位块和导向块使工件放置位置固定,导向块控制工件移动方向。
(2)由移动距离定位块和测距表使移动距离固定和可测。
(3)平面定位环和导向块的导向面质量和耐磨性高,可保证被测量工件平稳移动。
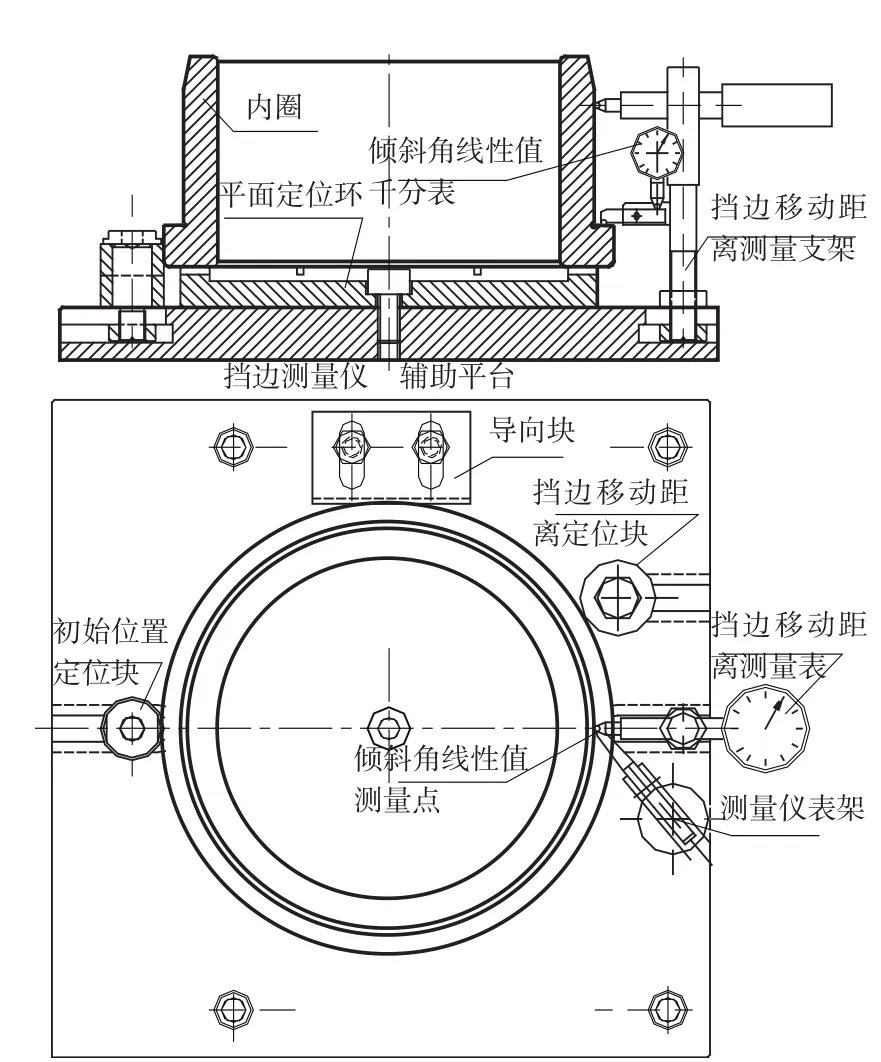
图3 改进后G204测量挡边常用方式
5 结束语
采用上述质量检测方法和倾斜角度线性值测量的改进方式,挡边加工质量得到有效控制,特别对倾斜角度线性值的测量,保证测量值准确、稳定和操作方便。
