非标准圆柱滚子轴承凸台对称度测量方法改进
2013-10-11陈淑杰
朱 霞,陈淑杰,张 艳
(1.哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨 150036)
1 前言
某型非标准圆柱滚子轴承在端面上有定位凸台。使用过程中,对该凸台的对称度、平面度有着非常严格的工艺要求,而分厂对该项目的测量手段保证不了工艺要求,为此对测量系统和测量方法进行了改进,提高了测量精度和生产效率,降低了废品,保证了产品质量。
2 轴承结构特点及现状分析
2.1 轴承结构特点
该型圆柱滚子轴承在外圈端面上加工出一个定位凸台(见图1),对称性工艺要求为0.015mm,凸台幅高:3mm~5mm,该类型轴承在使用时需要凸台(D面、C面)与电动机机体定位环上的凹台两侧面连接固定,因此对凸台的尺寸精度、几何精度和形位公差有着严格的要求。
2.2 现状分析
在日常生产过程中对两凸台的内、外直径尺寸检测只需要用游标卡尺就能保证(凸台内、外直径公差均为±0.03mm,而游标卡尺的测量精度为0.02mm,使用带仪表的游标卡尺测量读数很容读出,同时凸台内、外径与电机凹台为间隙配合),D面、C面检测手段是使用外径千分尺对凸台进行测量,外径千分尺的测量误差为0.001mm,能够满足测量要求,但是由于凸台幅高过短,只有3mm~5mm,从图中 2 可以看出,外径千分尺测点2与测点3虽然能够与凸台接触,但是接触部位非常小,图2 中编号1件在测量时与轴承外圈端面容易发生干涉,测点2、测点3与凸台宽度不能有效保证平行(测点2、测点3与凸台宽度方向是点接触),同时测量过程中检测人员在使用外径千分尺时每测量一次手的力量不同,测量取得的数值不一致,虽然采取多点测量取平均值且操作人员和检验人员自检和互检,仍达不到工艺要求,同时对称性用外径千分尺检测也无法达到规定要求。外径千分尺、游标卡尺示意图见图2。
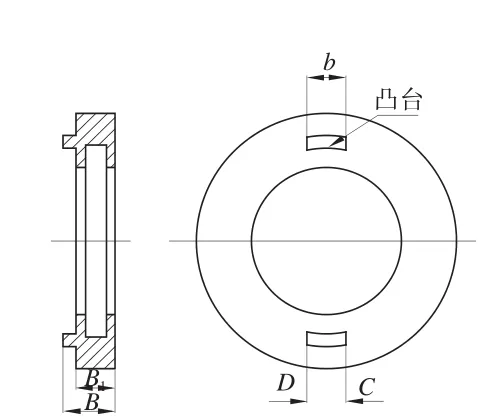
图1 某型圆柱轴承结构特点
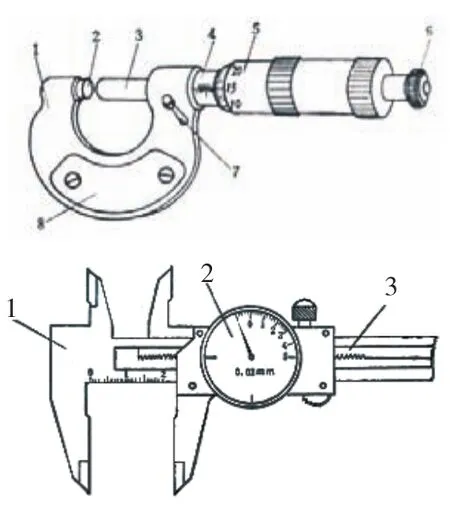
图2 外径千分尺、游标卡尺示意图
3 新方法简介
为了保证凸台对称性达到工艺文件要求,减少废品的产生,对测量系统和测量方法重新进行了设计和安装。在G903仪器底座上固定一个工字架(见图3),工字架的平行差要求为0.008mm,平面度要求为0.005mm,将工件两凸台同时架在工字架平面上(两凸台的侧面在数控镗床上进行加工,两凸台内、外直径在数控车床上加工),在轴承外圈另一端面放置一直角铁,直角边与轴承另一端面完全接触,这样就能保证轴承外圈在测量时固定不发生偏转,在工件外径(外径为终磨尺寸,以此作为定位基准)上安装一块千分表,工件前后运动找到最大值。
以某型号圆柱滚子轴承加工为例:轴承外径尺寸:Φ60mm,凸台宽度为:6mm,工字架高度:50mm,凸台D面到外径最大点的尺寸为工字架高度+轴承外圈二分之一直径+二分之一凸台幅高,即:50+60/2+6/2=83mm,用83mm的高度标准块对表,在工件外径(外径为终磨尺寸,以此作为定位基准)上安装一块千分表,工件前后运动找到最大值。然后进行测量把外圈D面放置在工字架上得到一个读数为83.20mm,然后用同样的方法测量到C面到外径的尺寸为83.20mm,也就是留量为0.40mm。磨削时分多次进行,首先磨削C面(磨量为0.10mm),磨削后进行测量,校准机床进给量与测量系统的符合性是否一致,再用同样方法磨削D面(磨量为0.10mm),C、D两面同时进行第一次粗磨后在测量系统上检测尺寸和对称性,以便在二次磨削时准确调整机床进给量,(为不使C、D两面在加工和测量中混淆,在D面一侧的滚道内涂上红色作为记号。)循环进行多次磨削多次测量直至加工到工艺要要求的尺寸为止,加工时采用边对称磨削边测量的方法使其C、D两面尺寸差始终不大于0.015mm,既保证了工件对称度的要求,同时根据每次测量尺寸来调整机床上的进给机构,控制磨削尺寸,采取边磨削边测量的加工方法,保证了凸台的宽度和对称度的精度要求。

图3 某型轴承凸台测量装置
4 应用效果
改进后的测量方法经过一年来的实际应用,操作者对该种方法的方便、快捷非常认可,检验人员对工件加工质量和一次交检合格率也十分认可,减少了废品数量,该测量方法已推广到其他类型的轴承,解决了带定位槽轴承的检测难题,取得了良好的效果,目前此种改进已得到全面推广使用。
对某1型和某2型圆柱滚子轴承进行对称度测量,(用外径千分尺和改进后测量仪器分别测量100套)统计数据如下表1。
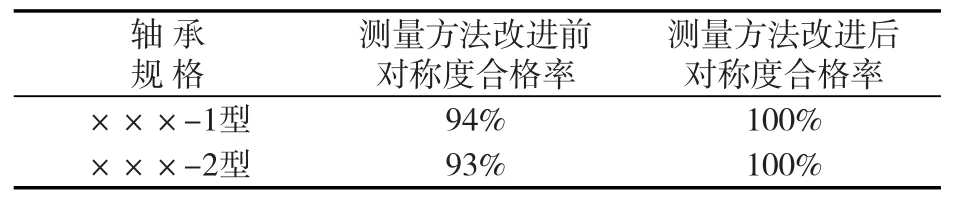
表1 测量方法改进前后对称度合格率对比统计表
通过试验数据可以看出,用改进后的测量方法对套圈对称度进行测量,合格率均为100%,比原方法分别提高了6%和7% ,生产效率明显提高。
5 结束语
通过对测量系统和测量方法进行改进、调整,既方便又准确地测出凸台不对称的尺寸和需要磨削的余量,且提高了检验的准确性,大大地提高了生产效率和产品质量,降低了磨削废品,节约了材料和资金。
