面向工程应用的焊条焊接工艺性能评价方法探讨
2013-10-09苏州热工研究院有限公司江苏215004王淦刚赵建仓
苏州热工研究院有限公司 (江苏 215004) 朱 平 王淦刚 赵建仓
中广核工程有限公司 (广东深圳 518000) 杨春乐
四川大西洋焊接材料股份有限公司 (四川自贡 643010) 蒋 勇
1.概述
我国已成为世界第一大焊接材料生产国,但高端及特种焊材的占比较小。以核电焊接材料为例,我国自20世纪70年代开始进行核岛主设备用焊材的开发,并取得了大量的科技成果。但目前在建核电机组大批核岛关键设备用焊接材料仍以进口为主,除了受制于冶金水平的限制导致部分产品质量与国外进口焊材有差距外,焊接材料的质量稳定性及焊接工艺性能成为制约国产核电用高端焊接材料大规模推广应用的主要因素。可见焊接材料焊接工艺性能对产品工程应用的影响程度,缺少相应合格标准及量化指标,与工程应用切合度不高等成为焊接材料焊接工艺性能改进的关键影响因素。
本文以焊条为例,简要分析焊接工艺性能的主要构成要素对工程应用的影响和现阶段焊条焊接工艺性能的检测方法,提出面向工程应用,采用建立以行业一线焊工的操作验证与定量技术指标检测的对应关系方法,探索焊接工艺性能主要构成要素的验收指标,以期推动焊条焊接工艺性能的改进。
2.焊接工艺性能影响分析
焊条的焊接工艺性能主要包括电弧稳定性、脱渣性、再引弧性能、飞溅率、熔化系数、熔敷效率、发尘量及焊接成形质量等,对工程应用有显著影响的主要是电弧稳定性、脱渣性、飞溅率、发尘量及焊接成形质量等5个方面。
电弧稳定性决定了焊条能否稳定持续的燃烧,对焊条的用量和施工进度有明显的影响,可反馈焊条熔敷金属的熔滴过渡形式,例如对碱性不锈钢焊条,大颗粒的熔滴过渡因为短路时间较长易造成爆弧现象,而细颗粒的渣壁过渡则会使焊接过程更加平稳。
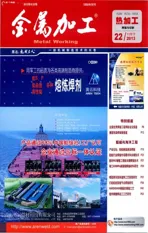
脱渣性指焊后覆盖在焊缝上的焊接熔渣与焊缝表面分离的难易程度。通常以“熔渣与焊缝金属间的结合层理论”解释熔渣分离机理,焊缝表面形成的FeO薄膜层与基体的α-Fe、熔渣中的MeO、Me2O3尖晶石符合化合物具有相同的体心立方晶格特征,晶体结构的共格排列导致渣与金属表面结合紧密、脱渣困难。紧密结合的焊渣使得工程上清渣费时、费工,降低生产率,增大了焊缝夹渣缺陷及接头使用性能不良的风险,清渣过程也会恶化工作环境。
图1 焊道自动翘起脱渣
焊接飞溅是指电弧焊时在熔滴过渡过程中飞向熔池之外、冷却后在焊缝及其附近残留的金属颗粒。以碱性不锈钢为例,碱性渣系与酸性渣系焊接飞溅行为不同,主要包括熔滴短路过渡引起的飞溅和电弧力引起的飞溅两种类型,药皮组成物所决定的粗熔滴以及短路过渡中的爆炸行为是产生焊接飞溅的必要条件。焊接飞溅主要与熔滴过渡特性有关,可间接反映熔滴的过渡形式,对工程的主要影响是产生数量较多或大颗粒的金属颗粒,焊接电弧不稳定。以管道焊接为例,一般工程焊接过程中母材表面是不进行保护的,过大的飞溅会造成坡口面和管道表面残留大量的颗粒状金属,有时会残存较大颗粒的飞溅附着在坡口或前一焊道表面,这样既增加了清理的工作量,同时也增大焊接缺陷的几率。
发尘量直接影响工作环境,焊工工作环境本身存在电弧辐射、焊接烟尘等,工作环境较差,过大的发尘量又会一进步恶化工作环境,同时也影响焊接位置的可视性。
焊条焊道成形质量直接影响焊接工艺质量,成形不良或比较难得到良好成形质量的焊条,增大了焊接操作的难度,进而对焊工的操作水平提出了更严格的要求。近年来,由于国内核电建设的大范围展开,优秀的焊工资源越来越匮乏,在这种背景下操作性较差的焊条难以得到青睐,因为其直接影响产品合格率,增大返修风险。
3.现有评定方式方法
(1)焊条研制阶段工艺性能检测 焊条研制开发阶段,研发机构在厂内进行焊条的焊接工艺性能检测,采用的方式主要是由企业熟练的焊工在钢板上进行堆焊,检测的内容包括焊条熔敷效率、熔化系数、脱渣情况、飞溅现象、烟尘和成形质量等。该类检测结果一般依靠焊工及研发人员的经验判断,人为因素对结果判定的影响较大。厂内检测时采用的材料一般与实际工程应用的材料有差异,有的差异还较大,这对某些焊条熔敷金属的成形质量、电弧稳定性等工艺性能检测结果有一定影响。厂内阶段更多的是采用平板而非实际的工程焊接结构,因此对脱渣现象、焊道成形质量等项目的检测针对性不强。另外,一般焊材企业缺少定量检测飞溅率、脱渣率、烟尘量等参量的仪器装置,基本依靠平板堆焊后观察焊道两侧的板表面的颗粒大小和数量来评价飞溅率、观察烟尘覆盖宽度评价发尘量、敲击去除药皮的难度定性评价脱渣性,如图2所示。考虑成本和周期的影响也较少进行定量检测,同时因为飞溅率、脱渣率、烟尘量等参数难以给出具体的合格指标,因此用户在采购条件中不给出明确要求或只是给出飞溅率低、脱渣容易、成形良好等定性的要求。

图2 焊道飞溅、烟尘显示
(2)按标准进行焊接工艺性能评定 国家标准中列出了焊接材料工艺性能评定方法,给出了电弧稳定性、脱渣性、再引弧性能、飞溅率、熔化系数、熔敷效率及发尘量的评定方法,但如前所述仍没有合格标准的表述,同时测试方法仍采用平板堆焊的方式,与工程实际的焊接结构、实际使用的材料等有不同程度的偏离,造成了有检测结果无法认定合格与否的现象,无法反馈焊接材料焊接工艺性能的改进,也缺少针对工程实际结构的焊接成形质量检测。
4.改进及研究方向展望
(1)加强与工程应用的衔接 焊条焊接工艺性能对焊条的工程应用及大范围推广有直接且显著的影响,工程应用阶段需加强对特种及高端焊条的工艺性能考核。针对特种及高端焊接材料,应注重工程应用方一线操作人员焊接工艺性能的考核与验证。为减少不同操作人员反馈信息的离散性,可在同一工程领域内请多家制造或安装企业的一线焊工来对焊接工艺性能进行定性评价,应尽可能采用实际的工程焊接坡口形式、材料型号及厚度等进行,以切合工程应用需求。选择的操作人员尽可能涵盖不同的工作经验和操作习惯。对收集的反馈信息进行综合统计分析整理,实现焊条生产方与使用方的良性互动,使焊条工艺性能的改进与检测更具有实用性和针对性。
(2)探索定量的技术指标 针对特种焊条或高端焊条,可积极探索定量的指数指标,可采用工程使用验证与定量测试相结合的方法进行。例如脱渣率指标,根据脱渣率的影响因素改变某些产量完成系列产品的设计生产后,分别采用工程一线焊工操作验证和标准规定的方法进行测试,工程操作验证选用特定行业的具体坡口形式、母材和焊接参数,从优到差累计设计分成若干档,获取多人次的评价结果。依据标准方法的测试每组增加试验量,可取5个比较接近的数据的平均值作为单组测试数据,以此建立工程验证评价档次与标准测试值的总体对应关系,摸索规律,针对具体产品和行业初步建立脱渣率的验收指标。
(3)确定组合式的检测项目 鉴于目前的焊接材料设计、验收均未给出针对焊接工艺性能的具体检测项目,导致焊材企业和应用单位针对焊条焊接工艺性能的检测不全面。建议提出面向具体行业工程应用的焊接材料焊接工艺性能组合式检测项目,以焊条为例,可采用焊接电弧稳定性、脱渣性、飞溅率、焊道成形质量及发尘量5个方面组合式的检测,在目前无量化指标的情况下,需要同时结合工程应用方检测结果,以期焊条的焊接工艺性能评价更全面、实用。
5.结语
焊条焊接工艺性能对焊条的工程推广应用具有重要的影响,建议以具体行业的工程实际应用为目标,实现焊材工艺性能与工程应用需求的良性互动,实现焊材研发与工程应用的良好切合。现阶段有必要针对具体的焊材类型建立组合式的焊材工艺性能评价项目,并结合工程应用方的检测进行综合评价,以满足焊材设计及应用验收的要求。
总之,研究探索工程验证评价档次与标准测试值的总体对应规律,针对具体同类产品和行业需求,逐步建立焊接工艺性能的量化验收指标。