铝制油冷却器的修补工艺
2013-10-09泰州中航船舶重工有限公司江苏225327王海东居金文王剑春
泰州中航船舶重工有限公司 (江苏 225327) 王海东 居金文 王剑春
1.概述
我公司现场使用的复盛PES720移动式空压机,不慎将后置铝制油冷却器刮破约3cm,壁厚0.5mm,工作油压0.8MPa(见图1),为了不影响生产,降低成本,决定采用氩弧焊修补。
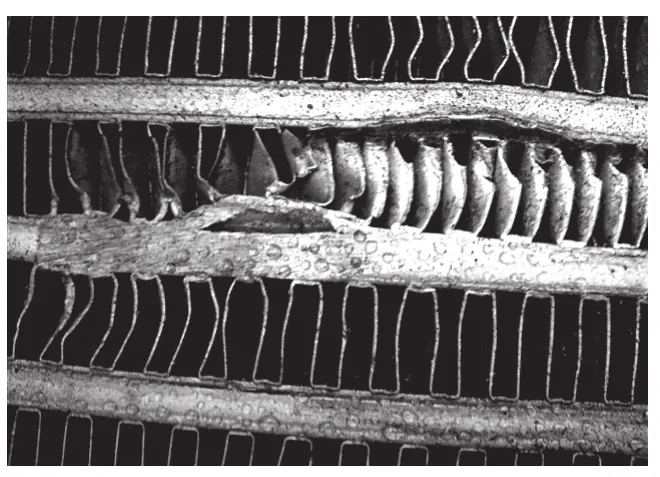
图1 复盛PES720移动式空压机
2.焊接修补工艺
(1)焊接性分析 铝与氧的亲合力很强,常温下表面容易氧化,生成一层牢固、致密的氧化膜(Al2O3),熔点2050℃,而纯铝的熔点只有660℃,在焊接过程中,这层难熔的氧化膜容易在焊缝中造成夹渣;氧化膜不导电,影响焊接电弧的稳定性;同时氧化膜还吸附一定量的结晶水,使焊缝产生气孔,因此必须采取措施破坏和清除氧化膜。由于交流钨极氩弧焊具有阴极破碎作用,离子撞击工件表面,将氧化膜撞碎,故采用氩弧焊焊接。
铝的热膨胀系数比钢大一倍,而凝固收缩率比钢大两倍,焊接时会产生较大的焊接应力,焊缝容易产生热裂纹。为了防止热裂纹,焊前有时应进行预热。铝和铝合金的密度小,气泡在熔池中的上升速度较慢,加上铝的导热性强,熔池冷凝快,因此,上升的气泡往往来不及逸出,留在焊缝内形成气孔。弧柱气氛中的水分、焊接材料及母材表面氧化膜吸附的水分都是氢的主要来源,因此焊前必须严格做好焊件的表面清理工作。
(2)焊前准备 将后置铝制油冷却器拆下,用四氯乙烯进行置换反应清洗,把冷却器内油脂清除干净,确认无误后,用等离子切割机将损坏的一档上下端部沿切割线切除,切割线如图2所示,切割线打开平面如图3所示,打磨见原始板缝,预防夹层,产生未焊透,导致渗漏。用丙酮将损坏档端部油脂清理干净,用刮刀在焊缝5~8mm位置去除氧化膜。由于该冷却器损坏处是压制工艺,不能直接修补,故只能在损坏档两端闭口截流。

图2 切割线

图3 切割线打开平面
(3)焊接 坡口清理干净后,用氧乙炔焰对焊接处加温100~120℃,避免焊接时产生裂纹。利用交流氩弧电源阴极破碎原理清除氧化膜,采用型号为WSME—315交直流氩弧焊机,选用HS321氩弧焊丝,氩气纯度≥99.9%。打底时因板薄,采用断弧焊接,预防焊穿,盖面层连续焊。焊接效果如图4所示。具体参数如附表所示。

图4 焊接效果

交流氩弧焊铝合金焊接参数
(4)焊后检测 焊接完毕冷却后,对冷却器进行1MPa水压强度试验,未发现渗漏现象,48h后,对焊缝表面进行着色检测,未发现裂纹现象。
3.结语
铝制油冷却器损坏后,采用交流氩弧焊,将损坏档两端闭口截流是比较理想的修补方案。复盛PES720移动式空压机冷却器经修补后,运行一年多未发现渗漏现象。