铣镗床自动安装附件检测装置的设计
2013-09-28张立伟
张立伟
(齐齐哈尔二机床(集团)有限责任公司,黑龙江齐齐哈尔 161005)
数控落地铣镗床可进行铣削、钻削等加工,为扩大机床的使用范围,可在数控落地铣镗床的滑枕端面配置铣头、平旋盘等各种附件,附件的安装分为手动安装与自动安装。手动安装:在滑枕端面设计有6个螺纹孔,附件上设计有相应的沉孔,操作人员手动将附件与滑枕端面对正,然后通过螺栓将附件与滑枕刚性把合在一起。自动安装:滑枕端面设计有4个自动安装附件的液压夹爪,附件上安装有自动安装附件用的4个拉钉,附件安放在附件库内,通过电气编程,滑枕移动到附件处,通过液压控制实现液压夹爪拉紧附件上的拉钉,完成自动安装附件的动作。手动安装附件最少需要两名操作人员,在安装的过程中还要进行调整,耗时耗力;自动安装附件只要一名操作人员通过操作面板上的控制按钮就能完成附件的安装,省时省力。随着机床自动化水平的提高,自动安装附件的机床越来越被广大用户所青睐,通过液压系统可检测液压夹爪的夹紧与松开压力,但是无法检测夹爪的动作是否到位,给自动安装附件的安全性带来了隐患。铣镗床自动安装附件检测装置解决了这一难题,消除了自动安装附件的安全隐患,提高了自动安装附件的安全性。
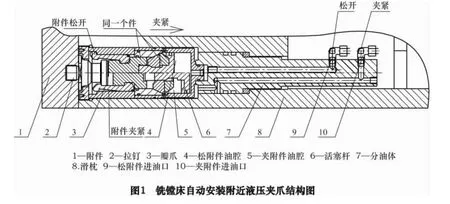
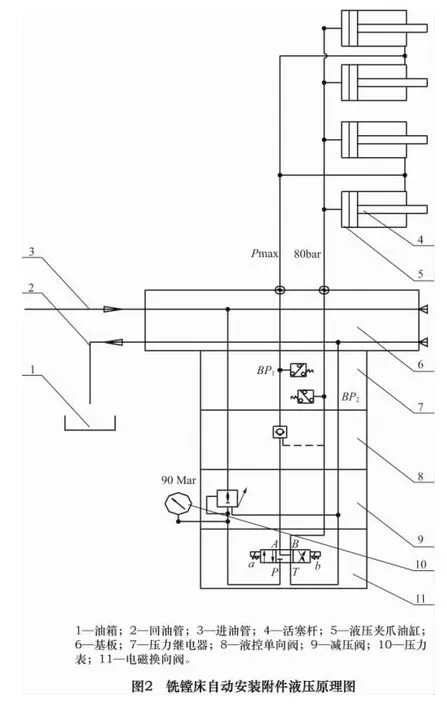
图1为铣镗床自动安装附件液压夹爪结构图,在滑枕8上开有4个安装液压夹爪的孔,将拉钉2拧入附件1上,松附件进油口9进油,液压油通过分油体7进入松附件油腔4,推动活塞杆6向左移动,瓣爪3向压夹爪油缸5的右侧腔内,推动活塞杆4向左移动,实现附件的松开动作,油缸5中的左侧液压油通过基板6、电磁换向阀11经回油管2流入油箱1中;当电磁换向阀11的电磁铁b得电时,液压油通过阀组流入液压夹爪油缸5中的左侧油腔,推动活塞杆4向右移动,实现附件的夹紧动作,液压夹爪油缸5右侧的液压右通过阀组回油箱1,附件夹紧后,电磁换向阀11位于中位,进行保压。
通过图1、图2可以看出铣镗床在自动安装附件的过程中只有松开、夹紧附件的压力检测,也就是说只有动作检测,并没有动作是否到位的检测,电气系统无法识别附件是否完全松开或夹紧,整机的运行存在安全隐患。
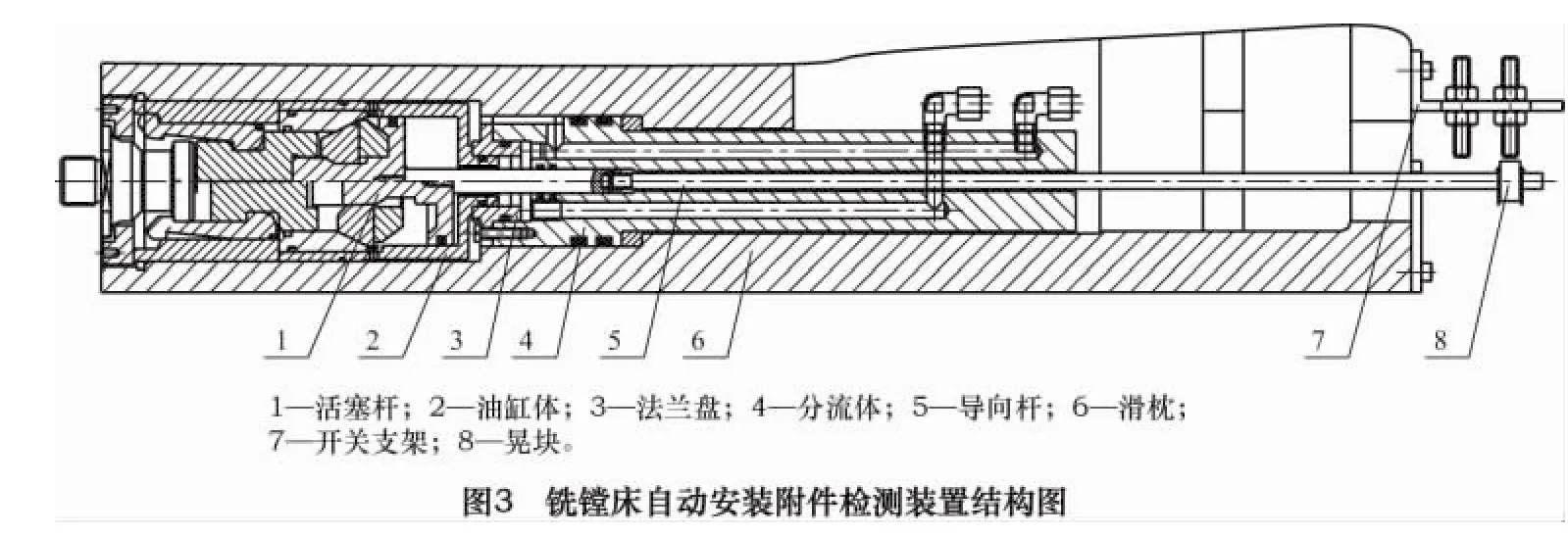
图3为铣镗床自动安装附件检测装置结构图,在活塞杆1上加工一个内螺纹孔,用于连接导向杆5,在油缸体2、分流体4上加工一个通孔,用于导向杆5的插入,增加法兰盘3用于连接油缸体2和分流体4,在导向杆5上用轴用弹性挡圈卡住晃块8,在滑枕6上安装开关支架7,开关支架7上安装有接近开关。当通入液压油松开附件时,导向杆5带动晃块8同液压夹爪的活塞杆1一起向左移动,完全松开拉钉时,开关支架7上的左侧接近开关识别晃块8,电气系统反馈可以进行下步动作;当液压油夹紧附件时,晃块8向右移动,完全夹紧时,开关支架7上的右侧接近开关识别晃块8,电气系统反馈,电磁换向阀回到中位进行保压,可进行下步动作。此套装置实现了自动安装附件左移动松开拉钉2,完成附件的松开动作;夹附件进油口10进油,液压油通过分油体7进入夹附件油腔5,推动活塞杆6向右移动,瓣爪3向右移动拉紧拉钉2,完成附件夹紧动作。
图2为铣镗床自动安装附件液压原理图,当电磁换向阀11的电磁铁a得电时,进油管3进油,经基板6流向减压阀9,对液压油进行出口压力限制,经压力表10检测油压后流向电磁换向阀11,液压油经液控单向阀8、压力继电器7中的BP1保证松附件压力,流入液的位置检测,提高了安装附件的安全性。
笔者公司生产的TK6920系列的数控落地铣镗床都已增加铣镗床自动安装附件检测装置,给自动安装附件提供了安全的保障,得到了用户的认同。
