双摆角铣头几何精度检测及五轴补偿*
2013-09-27于春明
于春明 刘 波
(沈阳机床(集团)设计研究院有限公司,辽宁沈阳 110142)
双摆角铣头是五轴数控机床的核心功能部件[1], 直驱式双摆角铣头因其“零传动”[2-3]的结构特点而成为双摆头的主要发展方向。由于双摆角铣头自身便拥有五轴中的两个轴,且集成了切削主轴,因此3个轴线之间的空间相对位置偏差直接影响整个双摆角铣头的几何精度,从而影响RTCP精度。以力矩电动机直驱式A轴可自动交换的A/C轴双摆角铣头和西门子840D操作系统为例,简述双摆角铣头的几何精度检测和RTCP的精度补偿过程。
1 双摆角铣头的几何精度
双摆角铣头的旋转轴线包括绕X轴旋转的A轴,绕Z轴旋转的C轴和切削主轴S轴。从几何原理上分析摆头自身的精度,它包括各轴之间的角度误差和偏移误差以及主轴本身的旋转误差。具体如下:(1)A/C轴在XZ面内的角度误差和在YZ面内的位置误差。(2)A/S轴在XZ面内的角度误差和在YZ面内的位置误差。(3)C/S轴在A轴零度位置,XZ面内的角度误差,XY面内的位置误差。以A/C两轴为例来说明角度误差和偏移误差的具体含义,如图1所示。A/C轴之间的角度误差为α,位置误差为S。(4)切削主轴的径向跳动和主轴锥孔的端面跳动误差。(5)C轴与XY平面的垂直度。

摆头最终要安装到滑枕上,因此对于整机而言,还要满足C轴与XY平面的垂直度要求。
因此可以将双摆角铣头几何精度检测细化为9个检测项目,但是主轴轴线S与C轴的角度误差是由A轴与C轴之间的角度误差和A轴与主轴S之间的角度误差间接控制的,可以不作为精度检测项目,因此双摆头的几何精度检测对实际装配调试有指导意义的只有8项指标。依次定义代号如下:G1为主轴锥孔轴线的径向跳动;G2为主轴轴颈的径向跳动和端面跳动;G3为主轴轴线S与A轴旋转轴线的垂直度;G4为主轴轴线S与A轴旋转轴线在同一平面内的相交度;G5为主轴轴线在垂直于水平位置与C轴旋转轴线的重合度;G6为A轴旋转轴线与C轴旋转轴线的垂直度;G7为A轴旋转轴线与C轴旋转轴线在同一平面内的相交度;G8为C轴旋转轴线对XY面的垂直度。
2 各轴之间的角度误差补偿
轴与轴之间的空间位置关系包括位置和角度误差,其中角度误差要通过机械调整的方法来进行精度补偿。具体的角度误差的调整方式如下所述。
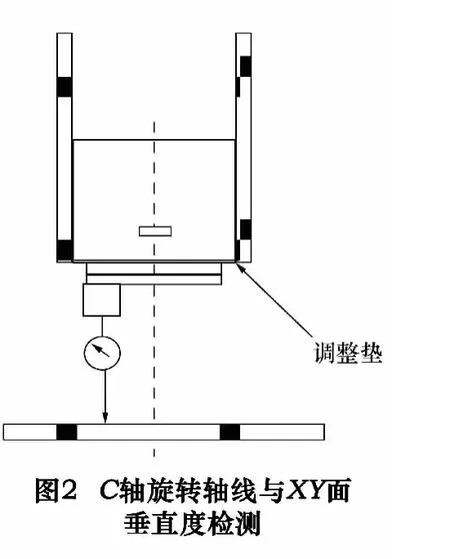
2.1C轴旋转轴线对XY面的垂直度(G8)
如图2所示,首先将C轴安装在滑枕内,将指示器固定在C轴上,千分表打在工作台上,旋转C轴,观察指示器读数,通过磨削调整垫来控制C轴与XY面的垂直度,以达到精度要求。这是双摆头装配的第一步,校准基准轴C轴的位置。
然后将可交换的A轴部件装到C轴上,进行A轴和C轴零点的第一次预置。具体设置方法详见下一节的零点位置补偿。
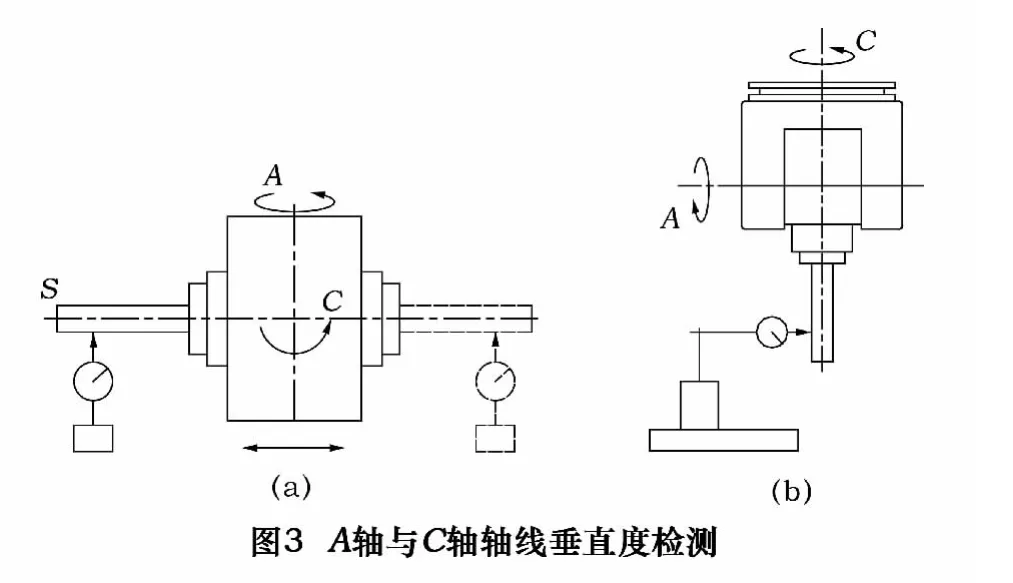
2.2 A轴旋转轴线与C轴旋转轴线的垂直度(G6)
如图3,锁定X轴,指示器固定在工作台上,A轴分别处于90°和-90°位置,指示器测头与检棒的侧母线最高点接触,分别在A轴的两个位置读取数值,旋转C轴角度位置,使指示器处于左右位置时读数相等,并将指示器调零,然后在检棒上的接触点做标记。
旋转A轴到0°位置,指示器保持位置不动,移动摆头Z轴和Y轴,使指示器测头重新接触,读取数值。将C轴旋转180°重复以上步骤,将两次的数值取平均与A轴到测量点之间的距离相除,则为A轴与C轴的角度偏差。如果不满足精度要求,则如图4所示磨削A轴与C轴之间的调整垫来进行调整,直到满足精度要求。

2.3 主轴轴线S与A轴旋转轴线的垂直度(G3)
如图5所示,分别在A轴90°位置,C轴0°位置和A轴 -90°位置,C轴 180°位置,将指示器固定在工作台上,测头与检棒侧面母线最高点接触,沿着Y轴方向移动摆头,在检棒根部和距离根部300 mm处读取检测数值,若不满足A轴和主轴S之间的角度偏差要求,则通过磨削主轴与主轴箱安装结合面处的调整垫来进行补偿,直到满足要求。

至此,C轴轴线、A轴轴线和主轴轴线S之间的角度偏差通过机械调整方式全部调整完毕。
3 RTCP与各轴之间的位置偏差补偿
RTCP是绕刀具中心点转动(Rotation Tool Center Point)的英文缩写。如果有RTCP功能,AC轴旋转时,数控系统将使刀具中心始终保持在一个固定的XYZ位置上,为了保持这个位置,转动轴线的每一个动作都会被XYZ的一个直线位移所补偿,否则刀具中心将会随着轴线的转动而产生位移[4]。
因此摆头轴线之间的位置误差能够通过RTCP功能,以电气补偿的方式来进行精度的控制。
下面以西门子840D系统为例阐述双摆角铣头电气补偿的方法和步骤。影响RTCP精度的主要因素有机床各轴的定位精度和重复定位精度,RTCP的中心点长度,RTCP的机械偏心补偿,回转坐标的绝对零点位置等。
3.1 RTCP的中心点长度
如图6,L1为刀具长度,L2为主轴鼻端到A轴回转中心的长度,L3是 RTCP的中心点长度,是RTCP的主要系统参数之一,此数值要补偿到系统 MD24550[2]中。

3.2 回转轴的绝对零度位置
A轴零点设定:如图7所示,在YZ面内,锁定Y轴,指示器固定在工作台上,将测头触及检棒表面最高点,移动Z轴300 mm,读取两次读数之差;C轴旋转180°,重复以上步骤,调整A轴角度,使两侧读数差值相等,此位置设为A轴零点。如果A轴采用绝对编码器则通过MD34210设置零点,如果采用增量编码器则通过MD34090设置零点位置。

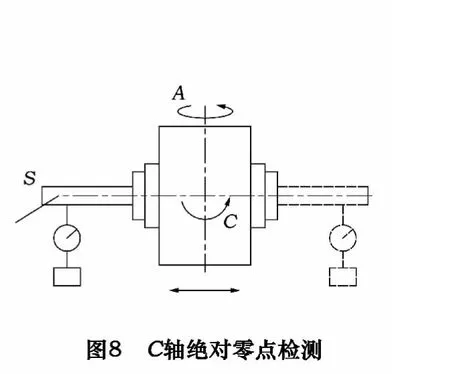
C轴零点设定:如图8所示,A轴旋转至90°位置,指示器固定在工作台上,指示器测头与检棒侧面最高点接触,读取数值,固定指示器,将A轴旋转至-90°位置,再次用指示器测头接触检棒侧面最高点读取数值,调整C轴角度位置,使指示器在两侧的读数相等,此时A轴垂直于Y轴,此位置为C轴零点位置。如果C轴采用绝对编码器则通过MD34210设置零点,如果采用增量编码器则通过MD34090设置零点位置。
3.3 定位精度和重复定位精度补偿
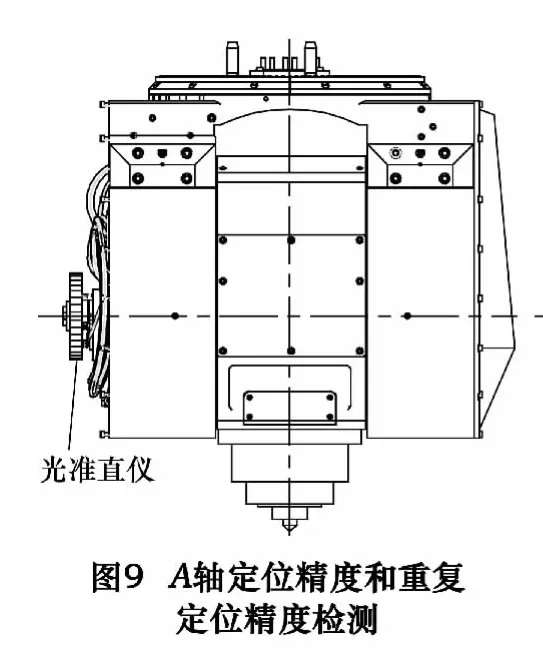
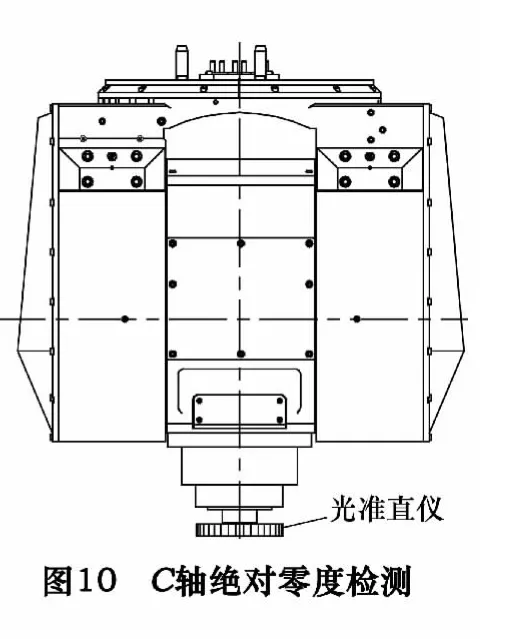
关于双摆角铣头A/C轴定位精度和重复定位精度的检测,目前有两种方法,一种是以激光干涉仪检测[5],另一种是用正多面体来检测。下面通过图示来说明正多面体的检测方法。检测设备:正36面体,光电子准直仪。A轴定位精度和重复定位精度检测,如图9。
将正多面体与A轴旋转轴连接,光准直仪固定在工作台上,记录角度偏差数据,分析工具可以使用雷尼绍的分析软件,如不满足要求则要进行定位精度补偿。C轴定位精度和重复定位精度检测,如图10所示,将A轴调整至0°位置,此时C轴和主轴轴线同轴,将正多面体固定在主轴刀柄端,与主轴轴线同轴,分析测量方式与A轴相同。
3.4 RTCP的偏心补偿
(1)主轴轴线S与A轴旋转轴线在同一平面内的相交度(G4)
如果可能,锁紧Z轴。A轴旋转至90°,C轴0°位置,指示器固定在工作台上,测头触及检验棒下表面母线位置并调零。开启RTCP功能,将C轴旋转至180°,同时A轴旋转至-90°位置,读取数值。
指示器读数差值的一半即为A轴和S轴的位置误差。将此值补偿到MD24550[1]中。
A/C轴回零,重复以上步骤直到所得数值满足精度要求为止。


(2)主轴轴线在垂直于水平位置与C轴旋转轴线的重合度(G5)
将A、C轴回零点,开启RTCP功能,测头在XZ面内触及主轴外表面最高点,C轴每90°旋转一次,旋转4次,读取数值,将0°与180°的读数差值的一半作为A轴与主轴位置误差在X方向的投影所得的数值,将90°与270°的读数差值的一半作为A轴与主轴位置误差在Y方向的投影所得的数值。然后分别对应X、Y方向将数值补偿到系统的MD24560[0]和 MD24560[1]中,补偿后重新回零操作,重复以上步骤,直到所测的数值满足精度要求为止。
整个调整过程和补偿过程,G3、G6、G8参与了轴线之间角度偏差的机械补偿;G4、G5参与了RTCP精度补偿,而G7项没有参与任何一个调整和补偿过程。
(3)A轴旋转轴线与C轴旋转轴线在同一平面内的相交度G7项的存在必要性
G7项是轴线之间的位置偏差,属于电气补偿的项目。但是G7项是由G4和G5项间接控制的,它们形成一个尺寸封闭环。虽然G7项在电气补偿中没有用到,但是对装配精度有一定的参考和指导作用。
4 结语
以力矩电动机直驱式A轴可自动交换的A/C轴双摆角铣头和西门子840D操作系统为例阐述了摆头的几何精度及调整补偿过程。双摆角铣头的几何精度一共有8项要求,包含了铣头各轴轴线之间的空间位置关系和切削主轴自身的精度要求。从整个装配和精度控制过程的分析可知,轴线之间的角度偏差通过机械补偿的方式进行精度调整,且要优先于电气补偿的部分;然后进行A轴和C轴的定位精度补偿,轴线之间的位置偏差的电气补偿要放在最后来进行,从而达到RTCP精度要求。整个几何精度检验及补偿过程,不仅机械补偿和电气补偿有严格的先后顺序要求,各补偿部分也有详细的操作规范和技术要求,一切检测程序都按照国家标准进行操作。
[1]杨庆东,王科社,刘国庆.铣头式机床创新设计建模方法研究[J].中国机械工程,2007,18(6):665 -667.
[2]高平,王科社.直接驱动数控铣床双摆头研究[J].机床与液压,2007,35(4):71 -72.
[3]高平,孙江宏.零传动万能自动镗铣头研究[J].机械工程师,2006(6):64-65.
[4]林超青.浅析数控机床RTCP精度的检测和校正方法[J].昌河科技,2007(1):9 -15.
[5]蔡春刚,任志辉,李东旭,等.摆角铣头的动态误差与补偿技术[J].制造技术与机床,2011(11):105-106.
