快走丝电火花线切割机床的技术改进
2013-09-27谢冬和
谢冬和
(株洲职业技术学院,湖南株洲 412000)
快走丝电火花线切割机是利用脉冲电源在钼丝(接负极)与被加工件(接正极)之间产生火花放电,并利用放电所产生的瞬时高温(高达10 000℃),使被加工件局部材料气化而剥离,因此它可以加工各种常规机械难以加工的材料,并且由于其价格低廉、精度适中、操作维护方便,因而在现代模具制造中应用得越来越广泛。但是,电火花线切割机在加工过程中,不能出现断丝现象,否则将会给生产带来极大麻烦:一方面穿丝麻烦,钼丝不能在断丝处重新穿丝,必须回到钼丝的起始点,并经重新找正后再穿丝和进行加工;另一方面会影响工件的加工质量,增加生产成本。
1 钼丝要有一定的预紧力
DK7732型电火花线切割机属于快走丝线切割机的一种,它利用储丝筒带动钼丝作往返运动来实现快速走丝,储丝筒有两个作用:一方面带动钼丝作高速往返运动,另一方面钼丝在储丝筒表面有序地排列(有序地依次排列可使钼丝在工作过程中不会出现叠丝现象)。我们知道,在装配新钼丝时,必须使钼丝在储丝筒表面有序地依次排列,装配完后还必须用紧丝器进行紧丝,使钼丝处于一定的张紧状态。并且钼丝使用一段时间后,也必须停机用紧丝器对钼丝进行紧丝处理。其作用是:
(1)可以确保钼丝在运行过程中振动最小。钼丝的振动直接影响被加工件的加工质量,振动小的可以得到较小的表面粗糙度值。
(2)使钼丝与导电块、导轮之间的接触始终处于良好状态,保证导电良好。导电块与钼丝之间产生的非正常放电(非正常放电削弱了钼丝与工件间的放电能量,直接影响加工速度,并且会在导电块表面上切割出一条条的切痕,此切痕会影响钼丝的运行),就是因为运行时钼丝与导电块之间有着细小的间隙(此间隙刚好与钼丝与导电块间的放电间隙相近)。
(3)能够使切割中的信息得到很好的传递。切割中的有关信息就是通过钼丝与导电块之间的良好接触来实现传递的,如果接触不良、接收不到切割信息,控制系统就会处于工作不正常状态。
因此,在工作过程中,必须给钼丝施加一定的预紧力,使之与导轮及导电块之间始终处于良好的接触状态。但是,由于储丝筒在工作时,其正向快速运动→瞬时静止→反向快速运动→正向快速运动,对钼丝产生很大交变惯性拉力作用,这个交变惯性拉力会促使钼丝在一定范围内被拉长。钼丝的长度变长,就会使原本处于张紧状态、排列有序的钼丝在运动中变得松驰及杂乱无序的排列,进而会产生一系列的问题,最终造成钼丝被拉断。
2 钼丝松驰问题的解决方法
对钼丝松驰原因进行分析,如果在工作过程中一直有一个恒定的重力作用在钼丝上,使其紧贴在导电块上,那么钼丝与导电块之间的非正常放电、钼丝在储丝筒上的叠丝现象、钼丝在导电块上留下切槽等这些问题都将不存在,钼丝因松驰而被拉断的现象也不会发生。为了确保钼丝在运行过程中始终处于一定力的张紧状态,就必须有一个恒力施加在钼丝上,这个恒力的实现靠自动张丝装置来完成。自动张紧装置可以确保施加在钼丝上的力方向不变(垂直向下)、大小不变(恒力),保证钼丝在运行中始终紧贴在导电块上。
然而施加在钼丝上的恒力不能太大也不能太小。如果施加的恒力过大(超过了钼丝本身的张力),就会使钼丝额外被拉伸,并增加储丝筒的运丝负荷,使储丝筒的转速受到一定影响;如果施加的拉力过小,不能克服钼丝在运行中向上的惯性力,就会使钼丝在运行中产生抖动,使钼丝与导电块间产生间隙,因此,施加在钼丝上的恒力大小一定要合适。

DK7732型线切割机本身携带了一个钼丝张紧轮(如图1所示),它一端装配在丝架上,另一端安装有导轮,使用时钼丝穿过导轮槽,依靠自身的重量来实现对钼丝的张紧作用。但存在下列问题:
(1)它施加在钼丝上的力非恒力,其大小和方向随着张紧器绕固定轴的转动而在不断地改变。并且加载在钼丝上的重力过大,超过了钼丝的内应力值。
(2)它不能克服钼丝的振动,钼丝的振动会使钼丝与导电块、导轮之间时而有一定的间隙,时而紧贴在一起,影响它们之间放电能量的正常传递。
(3)它没有断丝报警功能。当钼丝在切割中非正常断丝时,不能产生报警功能,更不能切断线切割机械部分的电源,使其停止切割动作。
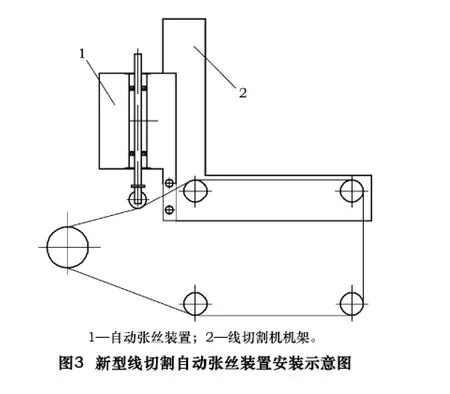
因此,必要对此张紧装置进行改进,使其具有报警功能及自动切断工作台驱动电源及停止功能。根据这个目标,我们对所使用的DK7732型线切割机进行了技术改进,在储丝筒与线架间的钼丝上方加装了一个自制的自动张丝装置,该自动张丝装置施加在钼丝上的作用力(该作用力的大小等于张丝装置上重力锤的重量、导杆组件的重量之和)的大小根据钼丝的内应力及所需张力进行计算,并经确认而得两者的重量之和控制在140 g左右较为合理,可以保证钼丝与导电块之间处于良好的接触状态,同时,此重力不会超过钼丝的内应拉力,也不会额外增加钼丝与导电块间的运行阻力。自动张丝装置如图2及图3所示。

3 结语
我们在DK7745型线切割机加装该新自动张丝装置后,可清楚地观察到钼丝张力的变化及改善情况,有效地避免了钼丝长时间工作时发生的短路现象,能够有效地吸收各种振动,使钼丝保持稳定,加工质量明显提高。经试验,未加装新自动张丝装置的线切割机,新钼丝使用2天后即需经常人工紧丝(在切割中、大厚工件时基本上每天都要进行紧丝),钼丝的短路现象也时有发生(导电块上产生切槽、非正常放电、钼丝松驰等原因造成),加工断面趋于粗糙,且由于短路,加工时间也耗费更多;而加装了的线切割机,新钼丝使用一周也不需要人工紧丝,只需将导杆下的钼丝放直即可,由于钼丝总能保持一定的张力,各种振动被新自动张丝装置有效吸收,因而几乎见不到短路现象的发生,加工效率提高近一倍,加工质量也较之前提高了许多。该新自动张丝装置也可推广到其他型号的电火花线切割机上使用,只需改变安装孔位即可,也可作为快走丝线切割机床生产厂家在生产线切割机床或线切割机床配件时借签。
[1]冯方.电火花线切割机断丝原因的分析[J].绍兴文理学院学报,2003,23(8):72 -73.
[2]高慧.快走丝线切割加工中断丝问题的分析及处理[J].北京工业职业技术学院学报,2008,7(2):4 -44.
[3]张晓燕.高速走丝电火花线切割加工中断丝现象的改善与预防[J].模具工业,2005,31(5):53 -53.
[4]曹凤国.电火花加工技术[M].北京:化学工业出版社,2005.
[5]周旭光.特种加工技术[M].西安:西安电子科技大学出版社,2004.
[6]杨宪章.浅析DK7725数控线切割机床断丝问题和对策[J].中国高新技术企业,2010(7).
