硅油基磁性复合流体斜轴抛光特性研究*
2013-09-27陈逢军徐志强程振勇尹韶辉
陈逢军 徐志强 程振勇 尹韶辉
(①常州湖南大学装备机械研究院,江苏常州 213164;②湖南大学,湖南长沙 410082)
光学元件及其模具的制造技术中,超精密磨削和车削工艺能够达到很高的形状精度[1],但是表面质量和亚表面损伤难以达到要求,需要进一步抛光来改善。国内研究人员先后展开了磁流体抛光的研究[2-4]。为了进一步提高形状精度和表面质量,W.Kordonski等人研发了磁流变加工技术,应用磁流变流体进行光整加工[5-7]。在抛光过程中,磁流体或者磁流变液可以作为智能流体来使用,通过控制磁场作用下磨粒的运动来实现工件表面材料的去除[8-13]。磁流体中的颗粒分散性比磁流变液分散性好,但磁流体的粘度则比磁流变液的小。本文基于磁流体良好的稳定性和磁流变液良好的加工特性,制备了一种新的磁性复合流体及斜轴抛光方法,分析了所制备的硅油基磁性复合流体的特性,并进行不锈钢表面抛光试验。
1 磁性复合流体特性
磁流体一般由纳米级的铁磁性颗粒、无机或有机基液和具有表面活性的分散剂均匀混合的胶体溶液组成,是一种可随外加磁场而有可控流变特性的特殊材料。既有固体磁性材料的强磁性,又有液体的流动性,使得磁流体呈现出许多特殊的磁、光、电现象。磁性流体不会因磁场或重力场而产生凝聚,但是磁流体的流变特性并不显著。在磁场下,磁流体虽然有粘度变化,但是不会产生极化链或形成应力场,没有固-液两相的转变。磁流体研抛难以聚焦成微小抛光工具,难以形成小磨头进行形状修正。
磁流变液是由微米级磁性羰基铁颗粒、基液、使磁性颗粒悬浮的稳定剂及少量的抛光粉等组成的具有良好流动性的牛顿流体。在外加磁场作用下急剧转变成为具有粘塑特性的Bingham体,去掉外加磁场时又恢复其流动性,其液固态转换是可控、连续、可逆的。磁流变液还具有较大的剪切应力、良好的动力学稳定性能和温度稳定性。利用磁流变抛光液在磁场中的流变性进行加工,可以聚焦形成微小抛光磨头进行形状修正。加工效率高、能够迅速使光学表面的面形精度收敛。而且不产生亚表面损伤。但是研抛用磁流变液易于沉淀,流体寿命短(20天以内)。
磁流体和磁流变体在流体性能方面有着各自的优缺点。磁流变体近视为一种流体,能产生比磁流体更大的磁场作用力,所以磁流体的磁压和表观粘度小于磁流变体;但是在高磁场强度和质量浓度时,磁流体的稳定性和分散性都好于磁流变体。本项目提出的磁性复合流体则包含这两种粒子,将它们与其他添加剂按比例混合,配制成磁性复合流体,以发挥磁流体和磁流变液各自的优势。该复合流体,与磁流变液相比更微细、更稳定、寿命更长,与磁流体相比,流变特性更强,加工效率更高。
2 硅油基磁性复合流体的制备
制备的硅油基磁性复合流体包含了硅油(55vol.%),纳米级 Fe3O4(15vol.%),微米级羰基铁粉(15vol.%)。按上述体积比各取一定原料放入容器中均匀混合,然后加入油酸(3vol.%)。完全均匀混合后,在悬浮液中加入 α纤维素(12vol.%),再充分搅拌。经ND-97型旋转粘度性测量,制备的硅油基磁性复合流体粘度可以达到2.2 MPa·s。
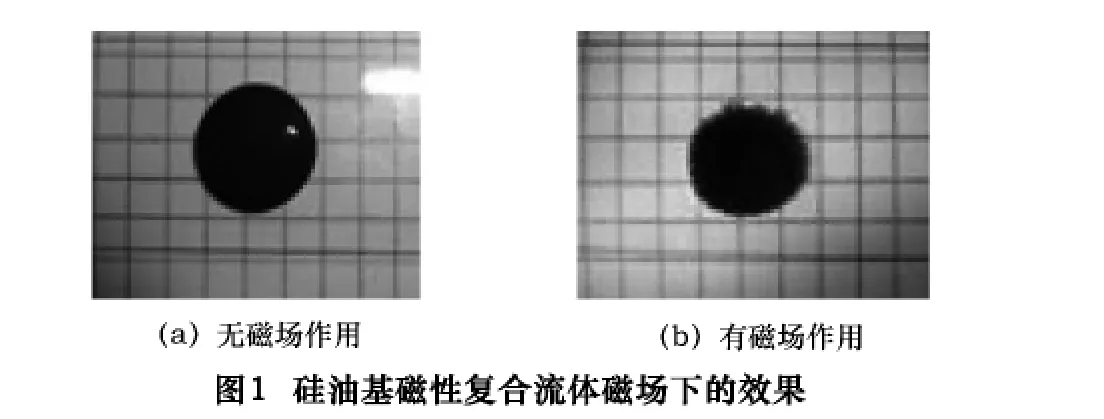
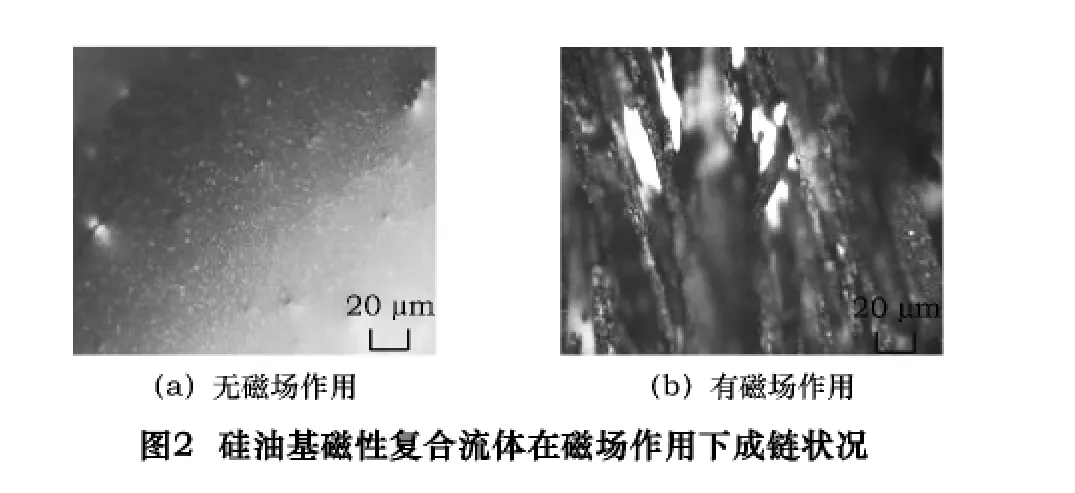
为了研究硅油基磁性复合流体特性,取1 mL放于试验玻璃片上,并在奥林巴斯工具显微镜下观察磁性复合流体在0.4 T磁场作用下形成的磁链。图1显示了硅油磁性复合流体在有磁场和无磁场作用下的不同表现。从图1a中可以看到在没有磁场作用下,由于粘度特性硅油基磁性复合流体在玻璃片上形成了大小约为200 mm2的区域。图1b中显示在0.4 T的磁场作用下,玻璃片的磁性复合流体面积缩小为150 mm2。由于加磁场之后,硅油基磁性复合流体顺着磁场方向形成磁链并集缩,使流体整体面积减小。用金相显微镜观察硅油基磁性复合流体形成磁链的长度和质量,如图2所示。在没有加磁场时,颗粒均匀分散在硅油基磁性复合流体中;加磁场强度为0.4 T磁场后,硅油基磁性复合流体沿着磁场方向形成磁链,并且可以通过控制磁场大小来改变形成磁链的长短及粗细,从而可以控制流体的粘度。
3 磁性复合流体斜轴抛光

3.1 斜轴抛光头
为探讨磁性复合流体抛光性能,利用搭建的斜轴抛光平台对不锈钢模具材料进行抛光试验。需要对斜轴抛光头进行设计,其结构原理如图3所示。为了保证磁流变液能够循环,调速电动机的主轴为空心,穿过调速电动机空心主轴的固定轴固定在调速电动机底端。励磁装置与固定轴前端连接,磁石安装在内部研抛头里面,内部研抛头前段为半圆柱体,从而使研抛头工作圆弧法线与工件法线方向相重合的部分就存在了磁场分布。研抛头外壳较小前段区域一部分有磁场存在,另一部分无磁场或为弱磁场,利于磁流变液更新。用于旋转抛光的套筒安装在励磁装置外部并与调速电动机主轴连接。
当进行研抛时,调速电动机主轴驱动套筒旋转,而励磁装置与固定主轴固定不动。从喷嘴喷出的磁流变液沿研抛头外壳旋转方向进入研抛区域时,受到磁场的作用,被吸附在研抛头上,粘度集聚增大,成为具有粘塑性的Bingham体,并在研抛头圆弧处的外缘形成凸起缎带,研抛磨料从液体中析出吸附在粘塑性固态的磁流变液表面,研抛工具头XZ平面内的研抛投影如图4所示。缎带和工件表面接触并相对运动:工件与研抛头外壳分别旋转,磁流变体随研抛头运动,与工件法线方向表面接触,并产生相对运动,在工件法线方向表面产生剪切力,达到材料去除的目的。当被吸附的磁流变体随研抛头旋转到另一半无磁场或弱磁场区域时,则磁流变体重新具有液态特性,从而可以达到磁流变体的连续更新。

3.2 斜轴抛光试验

通过斜轴抛光不锈钢表面试验硅油基磁性复合流体的抛光特性。图5中所示为本试验中采用斜轴抛光原理。装置采用了具有磁性的斜轴抛光工具,可以通过同时控制X、Y、Z轴来实现抛光工具的运动路径[8]。试验工件为不锈钢,直径为8 mm,固定于超精密机床平台的工件轴上。抛光头主轴转速为600 r/min,工件轴转速为150 r/min,抛光头与工件表面间隙为1.5 mm,工件初始表面粗糙度Ra0.045 μm。抛光时间为120 min,每隔30 min测量一次表面抛光情况。抛光过程中,用喷嘴把添加微米级金刚石磨料颗粒的硅油基磁性复合流体喷到斜轴抛光工具上。在抛光工具处存在一个大小为0.16 T的磁场,硅油基磁性复合流体在磁场作用下形成具有剪切力的粘弹塑性Bingham体,而磨料则均匀分布在Bingham体表面。Bingham体与待加工的不锈钢表面发生挤压和摩擦作用,从而实现工件表面抛光。
图6显示了斜轴磁性复合流体抛光不锈钢表面过程中每隔30 min拍摄的不锈钢表面的变化。图6a所示,不锈钢表面经过30 min抛光后,表面依然有明显的前加工痕迹,存在部分抛光磨粒的划痕,此时表面较粗糙。经过60 min抛光后,加工痕迹逐渐抛光去除,剩下部分抛光划痕,表面逐渐光滑。经过90 min抛光后,工件表面抛光的深划痕减少,且表面得到改善。在抛光120 min后,划痕基本上完全消失,表面质量明显得到改善。在利用硅油基磁性复合流体进行斜轴抛光120 min后,不锈钢工件表面3D微观形貌如图7,经过测量,结果显示表面粗糙度达到Ra0.020 μm。


4 结语
硅油基磁性复合流体综合了MF和MRF的优点,在磁流体抛光的应用上有非常好的前景。本文中配制的硅油基磁性复合流体在磁场的作用下,沿磁力线方向成磁链,其中的α-纤维素增强了这种磁链的抗剪切强度。从对不锈钢工件表面的抛光结果看,该硅油基磁性复合流体具有很好的抛光性能。本文研究的是特定成分配比和抛光条件下硅油基磁性复合流体的抛光特性,而在不同配比下和不同的抛光条件下,如何达到最佳的抛光效果需要进一步的试验研究。
[1]Chen S H,Yin H,Huang H,et al.Profile error compensation in ultra-precision grinding of aspheric surfaces with on-machine measurement[J].International Journal of Machine Tools and Manufacture,2010,50(5):480-486.
[2]Tain Y,Kawata K.Development of high efficiency fine finishing process using magnetic fluid[J].Annals of the CIRP,1984,33(1):217 -220.
[3]Umehara N,Shibata I,Edamura K.New polishing method with magentic congelation liquid[J].Journal of Intelligent Material Systems and Structures,1999,10(8):620 -623.
[4]张峰,张斌智.磁流体辅助抛光工件表面粗糙度研究[J].光学精密工程,2005,13(1):34 -39.
[5]Kordonski W I,Jacobs S D.Magnetorheological finishing[J].International Journal of Modern Physics B,1996,10(22/23):2837 -2848.
[6]Shai N,John C.A magnetorheological polishing based approach for studying precision microground surfaces of tungsten carbides[J].Precision Engineering,2006,31(2):83 -93.
[7]Cheng H B,Yam Y,Wang Y T.Experimentation on MR fluid using a 2- axis wheel tool[J].Journal of Materials Processing Technology,2009,209(12/13):52-54.
[8]唐恒宁,尹韶辉,陈逢军,等.磁流变斜轴抛光及其路径控制[J].制造技术与机床,2009(11):32-35.
[9]康桂文,张飞虎,仇中军.精密磁流变抛光机床的研制[J].制造技术与机床,2005(7):47-49.
[10]彭小强,戴一帆,李圣怡.磁流变抛光的材料去除数学模型[J].机械工程学报,2004,40(4):67 -70.
[11]周虎,李蓓智,陈少梅.光学元件的磁流变精密抛光实验分析[J].制造技术与机床,2009(11):16-19.
[12]吴鸿钟,冯之敬,赵广木.自由曲面光学镜误差修正加工中输入控制量的算法[J].中国机械工程,2002,13(1):26 -28.
[13]陈逢军,尹韶辉,朱科军,等.磁流变光整加工材料去除的二维建模[J].中国机械工程,2009,20(14):1647 -1650.
