机器人示教过程的汽车颜色控制
2013-09-26曹晓根
曹晓根,韩 雪
(长城汽车股份有限公司技术中心、河北省汽车工程技术研究中心,河北保定 071000)
引 言
涂装不仅对汽车进行防腐保护,还赋予汽车五颜六色的色彩。调查显示,48%的消费者会根据汽车颜色选择产品,77%的消费者认为车身颜色是购买汽车时的一个决策因素[1]。预测颜色流行趋势,进行多颜色的涂装,是提高汽车竞争能力的重要方式之一。轿车涂装作为汽车涂装最高水平的体现,对于颜色的控制要求极为严格。随着汽车制造商相继采用机器人或机械手自动喷涂后,颜色控制方面的竞争更加激烈。由于部分颜色,如银色金属漆、鲜艳的黄色金属漆等对涂装参数异常敏感,而在示教过程中各项喷涂工艺参数需进行确定,且要保证在正式生产中参数的波动不会明显影响到颜色的变化。因此,科学合理的示教过程是调整优化喷涂参数的过程,是保证颜色稳定的主要措施。
1 机器人示教过程中的颜色控制
以MOTOMAN-EPX2700机器人为例,对机器人示教过程中的颜色控制方法予以介绍。以典型的水性漆的3C2B(三涂两烘,水性中涂、水性色漆、高固体份溶剂型清漆)工艺来说,颜色主要是由基色漆(base)赋予的,同时受到罩光清漆和底材(即底漆和面漆中间的涂层)的影响。因此在进行示教时对色差的控制以基色漆为主。
1.1 影响颜色的因素
车身颜色受到诸多因素的影响。在产品上,颜色本身的性质及涂料的稳定性是主要影响因素。颜色本身的性质主要是遮盖力和功能性材料的闪烁效应。而涂料的稳定性表现在不同批次间颜色的变化和涂料固体份的变化导致的膜厚变化。在工艺上,不同的环境温度、湿度、机器人示教程序(包括旋杯转速、流量、成型空气压力、静电电压、喷涂距离、喷幅及搭接宽度等)、出漆压力、涂料施工粘度及喷漆室风速等均会造成颜色的变化。而闪干时间、烘烤温度和时间则对一些敏感的颜色(如银色)产生影响。
1.2 示教前准备
要控制示教过程,从而实现颜色的稳定,首先要确定生产时的工艺条件。如一般水性漆施工θ为23~28℃,相对湿度 70% ~80%[2],而实际上喷漆室的θ可控制在(25±2)℃,要结合所处的地域和涂装材料的特性确定工艺,即涂装机器人示教时的工艺要求。确定的工艺内容还包括输送链链速、节距、闪干时间、喷漆室风速、涂料的温度[要求控制θ为(20±1)℃]、施工粘度[要求控制精度为 ±0.5s]及涂料的施工固体份(要求控制精度在5%以内),这些施工参数都要在示教前预先确定并确认。
由于颜色本身的性质对色泽的影响很大,在颜色开发时需要进行颜色稳定性的工艺验证[3],验证合格后方能进行生产调试。在工艺验证时会得到颜色对膜厚敏感与否的结论。根据不同颜色对膜厚的敏感程度,合格的颜色为±4μm范围内(指膜厚的公差,以下同)颜色目视无变化,或±6μm范围内颜色变化不明显。
MOTOMAN-EPX2700机器人可搭载法国萨麦斯公司或美国兰氏公司生产的系列旋杯。示教前必须确认旋杯在使用寿命内。一般的旋杯使用寿命为3~4个月,新型的陶瓷涂层旋杯使用寿命可达5年以上[4]。如旋杯超出使用寿命,虽然操作程序没有改变,吐出量也没有明显变化,但由于涂料利用率低,膜层厚度降低,颜色的变化明显。同样,旋杯的型号应该一致,如果更换旋杯,则需要对示教程序进行重新修改。
输送链链速一旦确定,节距会随之确定。节距是保证机器人能够正常喷涂,防止漆雾污染车身。一般同颜色的车身,前后距离(指前一车体的最后端与后一车体的最前端)超过2m(车体高度一般2m以内)即可保证不发生雾漆导致的色漆颗粒污染。在进行示教时要考虑换色时间,单纯的说,清洗溶剂在保证良好溶解能力的前提下,对清洗时间的影响不大。黑色的换色t为8~10s,黄色为12~13s,红色为12~14s,其余颜色均为10~12s。实际上根据前后颜色的变化确定程序中的换色时间。如前面的车为红色,后面的车为白色或银色时,换色时间就要达到14s。这是因为红色色漆颗粒飘到白色或银色的车体上颜色异常明显。反之,深蓝色的色漆颗粒飘到黑色的车体上几乎无影响。实际的处理要比较换色时间和前后距离所需的时间(距离除以链速)的大小,取二者的较大值。有时为了缩短换色时间,采取换色时空车位的做法也是可以的,但要通过计算确保此时所需的时间相对更少。
为了提高涂料利用率及保证安全性,车身要良好接地,以免发生静电现象引发事故。一般要求接地R<1MΩ[5],用专用摇表进行测量。
1.3 示教过程控制
示教过程控制首先做仿行,也就是机器人喷涂时的运行轨迹,MOTOMAN-EPX2700机器人支持数字模拟技术以进行离线示教。仿行的原则是保持喷涂距离、旋杯与被喷涂区域成直角、喷幅与搭接恒定。喷涂距离过远,涂料利用率低[6],容易形成雾漆;过近,容易产生静电,出现安全隐患。一般喷涂距离选择20cm比较适宜。喷幅也是影响仿行的因素,它主要通过膜厚的变化影响颜色,喷幅及搭接要恒定,以保证膜厚均匀。一般搭接宽度为1/2~3/4时较为理想。搭接宽度为1/2时,相当于同一区域喷涂2次,搭接宽度为2/3及3/4时,同一区域分别喷涂3次、4次,喷涂次数较多时,膜厚的稳定性越好,但喷涂效率及涂料利用率下降。根据实际情况,遮盖力较差且容易受膜厚影响的颜色搭接宽度为2/3或3/4较适宜。当旋杯喷涂的精度为1μm时,通过膜厚测定(同一示教程序在A4的试板上喷涂20μm,20个测量点),δ可达到3μm。而黑色等遮盖力好且不易受膜厚影响的颜色搭接宽度在1/2时即可满足要求(不超过4μm)。因此,选择搭接宽度与颜色有关。对于中涂及清漆,由于搭接宽度对颜色影响很小,选择1/2、2/3及3/4均可。喷幅一般在300~400mm,喷幅与旋杯型号、旋杯吐出量、旋杯转速和喷涂距离等有关,具体要求喷幅恒定,膜厚稳定即可。实际测量时可采用试板,将喷涂距离等参数调整到相应数值,喷涂一定时间(接近所需要的厚度,如所需厚度为20μm,搭接宽度为1/2时,则喷涂厚度为10μm左右),观察留下漆膜的形状是否规则(应为椭圆形),漆膜固化后测量膜厚是否达到了旋杯本身的精度。
旋杯的吐出量一般在0~500mL/min,大的旋杯吐出量可到700mL/min以上。为了保证雾化效果,减少误差,实际喷涂颜色比较敏感的色漆时(包括银色等对铝粉排列敏感的颜色)应避免采用400mL/min以上的流量。流量可结合实际测定的膜厚进行微调。
旋杯转速在喷涂时一般在20~40kr/min。
静电电压在60~90kV范围内可调,与涂料的电阻有关,且影响到安全性。静电电压与涂料利用率成正比,静电电压过高可能产生电弧放电,造成安全隐患或事故,溶剂型涂料喷涂时静电电压不宜超过90kV。
成型空气压力0.15MPa。与吐出量和旋杯的关系密切,一般根据旋杯要求确定。
2 应用
以某款车型的星光银色示教为例。
确定膜厚要求,工程遮盖力δ为14μm。根据涂装表面质量的影响程度,把车身表面划分区域,一般分为A、B、C、D和E共五个区域,其中A区指影响外观最明显的区域;B区是影响外观比较明显的区域,膜厚δ为14~20μm,且越接近14μm越好;色差要求目视与色板一致,△E≤2且△L≤1.5(△E为两个点的空间距离,即色度值之间的色差,△L为明度差异)。相应的喷涂工艺参数见表1。

表1 喷涂工艺参数
根据表1参数和要求,采用DOE(Design Of Experiments,一种安排实验和分析实验数据的数理统计方法,通过对实验进行合理安排,以较少的实验次数,较短的实验周期和较低的实验成本,得到理想的实验结果以及科学的实验结论)进行实验设计,设计目标为膜厚得分不低于6分;色差得分不低于10分,色差仪为爱色丽五角度MA68Ⅱ型,评分表见表2。

表2 产品量化评分表
将在整个喷涂系统中不能调整的参数作为定量,如喷漆室温度、喷漆室相对湿度、搭接宽度、涂料温度、垂直平均风速、涂料施工粘度及喷幅;将吐出量、旋杯转速、静电电压和枪速作为变量(吐出量以膜厚为准,用公式计算得出并进行微调)。将色差和膜厚作为产品要求的主要指标。变量参数列于表3中。

表3 水平-因子矩阵
在样件上进行实验,分为水平和垂直两个测量点,选用L9(34)正交试验表进行,共9组,每组2个实验(水平、垂直各1个),实验结果见表4和表5。

表4 实验结果(水平)
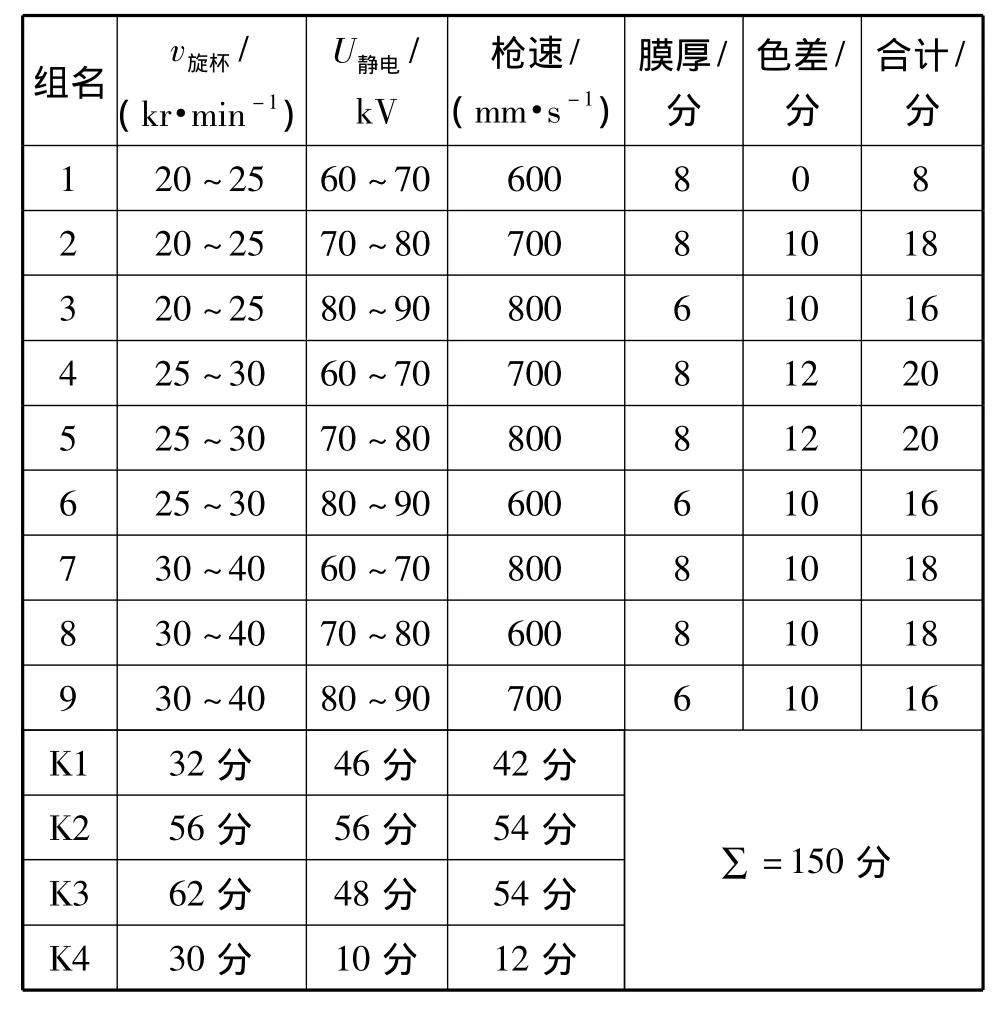
表5 实验结果(垂直)
结果表明,水平和垂直情况下,因子的重要程度均为旋杯转速﹥枪速﹥静电电压。较好的水平为旋杯转速25~30kr/min,枪速800mm/s,静电电压70~80kV(实验中的第5组)。在选定的范围内,除第一组实验未达到要求外,8组均达到要求,证明按照此示教程序能够较好的控制色差,示教过程比较简单,还可预先进行离线示教,然后在调试时进行微调,缩短调试周期7~15d。
3 结语
机器人的示教与涂装工艺是漆膜质量的有力保证,科学合理的示教过程在很大程度上提高了漆膜厚度及色差的均匀性,示教工作不仅是理论的知识,更重要的是在实际调试过程中总结经验领悟其中的变化规律,从调试过程中找到最合适的工艺。
[1]Paint and Coatings Industry.2012 Architectural and Automotive Paint Trends[EB/OL].(2011-12-01)[2012-05-03].http://www.pcimag.com/Articles/Web_Exclusives/BNP_GUID_9-5-2006_A_10000000000001131671.
[2]田云,王淼,张东民,等.浅析水性漆施工对涂装线设备的要求[J].汽车工艺与材料,2009,(2):27-29.
[3]曹晓根,郭定邦.涂料颜色稳定性的工艺验证[J].上海涂料,2012,(2):23-26.
[4]Mark Duchnak,Sales,Business development manager,et al.Advanced Coating Extends Life of Paint bell Cups at Ford Motor Company[J].Metal Finishing,2007,105(3):55-56.
[5]齐勇.静电喷涂过程中的工件接地问题[J].表面技术,2001,30(4):47-48.
[6]曹晓根,粟玉山,王娜,等.喷涂距离对涂料利用率的影响分析[J].上海涂料,2011,49(9):40-42.