贯流式水轮发电机定子端部冲片逸出分析及对策研究
2013-09-21王国海
王国海
(水力发电设备国家重点实验室,哈尔滨 150040)
贯流式水轮发电机定子端部冲片逸出分析及对策研究
王国海
(水力发电设备国家重点实验室,哈尔滨 150040)
本文主要针对贯流式机组发生的因定子端部冲片逸出造成发电机故障,在现场分析及处理过程中所查找的原因以及处理措施等,进行了全面的总结。对进一步改进设计、完善工艺、提高机组安全性、保证机组的稳定运行,有着重要的指导意义和可借鉴作用。
贯流式水轮发电机;冲片;逸出
前言
近年来,随着贯流式机组运行数量的增加,无论是国产或是进口的机组,都先后发生过由于定子端部冲片窜动逸出,向内径方向移动的现象,造成了线棒绝缘损伤,引发定子短路停机的事故。由于类似事故的频发,也使得越来越多的工程技术人员投入更多的精力去分析和研究其产生的机理和预防的措施。本文针对甘肃炳灵等电站贯流式机组发生的端部冲片逸出后造成的事故停机,根据现场分析及处理的经验,做一个简要技术总结。
1 事故的形成
炳灵电站的机组一般都在运行半年或一、两年之内,发生定子线棒被逸出冲片割破的情况,由于线棒绝缘的损伤,引发定子短路和端部铁心冲片烧毁的事故。绝缘的损坏是一个逐渐变化的过程,最初分析是否是由于端部电磁力的作用,使得冲片发生窜动。但经计算分析,磁拉力对于冲片产生的力,相对于冲片压紧后所产生的摩擦力之比小于千分之三,根本不会对冲片的窜动产生作用。那么是什么原因使得冲片发生窜动并逸出?经过多台次机组反复地检测分析和计算,最终认定,应该是机组起停机时定子温度存在冷热变化,铁心与机座之间存在较大温差(实测温差达30℃),使机座、铁心的热膨胀量、收缩量存在差值,即在机座与铁心之间存在相对位移,相对位移时铁心端片受摩擦力(如图1所示)。当因安装、制造偏差因素使端片上下面摩擦力存在差值时,将会引起冲片相对的位移,在这种位移变化过程中,残留下个别端部冲片的逸出,对线棒产生连续的割磨。具体的变化过程,可能会由于不同的条件和环境,变化量有所不同,但实质的结果是相同的,量的积累达到一定的程度,则引起定子线棒的破压和接地。
2 冲片窜动逸出的分析
影响冲片窜动的因素要从定子端部的具体结构来看。一般对于转速低的贯流式机组,定子冲片轭部径向相对比较窄,因此,通常采用的是铁心背部拉紧螺杆而不是穿心式螺杆。炳灵电站采用的就是可移动双鸽尾定位筋、大齿压板和铁心背部拉紧螺杆的结构(如图2所示)。冲片叠装后,在上下端部各配装一组阶梯冲片,再由齿压板通过拉紧螺杆夹紧。

图1 定子铁心压紧结构及热膨胀时受力状态图

图2 可移动双鸽尾定位筋结构定子铁心示意图
2.1 冲片装压
对于任何机组,装压叠片的质量直接影响机组运行的可靠性。而影响冲片装压质量的因素很多,在机械配合方面包括各部件的加工精度、定位筋弦矩公差、下端齿压板的平整度、端部阶梯片的整体粘接控制、压紧力大小、铁心压紧度的均匀性等等。因此要保证发电机定子铁心的质量优良,就必须使这些因素都力争达到一个较好的状态,其实要做到这样的状态是比较困难的。既使所有的条件都趋于良好,但由于定子冲片整体压紧时受定子高度的影响,铁心下部的受力情况远远不如上部,故炳灵电站机组首次出现端部冲片逸出时,最先考虑的是装压质量不好,故采取重新按工艺叠装。返修的1号机组严格地按标准进行重新装压,但在运行两年后,事实证明,仍然发生了冲片窜动逸出的情况。且几乎所有机组冲片逸出都发生在定子的下游侧,相反上游侧几乎没有出现过冲片的逸出。这也说明,上游侧在拉紧时受力情况最好。所以说冲片的装压质量是影响逸出的一个重要因素。
2.2 端部结构
定子端部通常采用阶梯片结构,每个阶梯6mm,由12层0.5mm的片叠成,在工地安装时粘接成整体,粘片总高每端18mm(如图3所示)。
现场检查端部冲片逸出,一般都是发生在与齿压板结合部位的冲片,由于在热膨胀力的作用下,冲片产生热胀冷缩的变化,片与片间有很大的摩擦力相互作用,如果每一阶梯的多层冲片粘结强度好,就会形成整块粘结片的胀缩,冲片背部的鸽尾结构强度高,会防止冲片的窜动。相反,如果粘结强度不好,就可能会使与齿压片接触部位的单个冲片脱离整体,鸽尾处产生翅曲变形,脱离鸽尾筋的限制,形成逸出。如此反复多次的窜动,逸出的冲片就造成了对线棒的割磨。因此,冲片间的胶粘和固化所起的作用很大。

图3 端部粘接结构示意图
2.3 定子铁心热应力
贯流机组采用的是轴、径向强制通风冷却的方式,铁心冷却不均匀,尤其下游侧铁心处于冷却的末端,冷却效果就更差,使下游侧铁心运行的温度较上游侧要高,热变形量也相对大。在机组运行时,炳灵机组铁心的正常温度能达到75℃,由此引起的定子铁心热膨胀量约在1.5mm左右。机座正常温度在45℃左右,较铁心低30℃,机组起动过程中已在铁心与机座之间存在热膨胀差值,存在了相对位移;停机时,由于黄河上游流域水温常年较低,年平均水温约为12℃,在流道里的机座是整体浸泡在冷水里,机座的温度较低,因此,机组降温的速率高。同时,铁心与机座冷却过程既存在温度差,也存在降温速率的差异,造成了冲片与定子部件间的不同步滑移。如果冷热的过程频繁交替,就等于冲片始终处于热胀冷缩的蠕变状态中,如果冲片叠压中存在隐患,就极易产生个别端部冲片的逸出。
2.4 运行工况
电站机组的运行受到诸多方面的影响,按照电网调度的指令,随时可能进行起停机,特别是一些承担调峰的电站,机组的起停机工况非常频繁。炳灵电站的机组运行工况就属于超常规频繁地起停机。根据电站提供的运行记录,机组年平均起停100次以上,使铁心长期处于频繁的热膨胀→冷收缩→热膨胀→冷收缩……过程中,下游侧定子端片相对机座上的齿压片的反复运动,最终导致端部片的逸出。
3 现场处理措施
发生冲片窜动逸出后,根据现场的实际状况采取如下措施。
(1)如果确认是端片粘接和装压质量引起的冲片逸出,可选择重新粘结端部阶梯片,先在制造厂内(可提高粘片质量的控制)将端部定子扇形片的每6片粘接压制成整体,粘接方法按照相关工艺守则进行,保证粘接牢固。在工地现场再将厂内粘接好的每摞定子扇形片进行叠装并粘接,摞间交错叠片,摞间使用“3543硅钢片粘接胶”将相邻的两摞定子扇形片粘接牢固,粘接面积不小于80%,粘接时不可使用稀释剂,使端部阶梯定子扇形片粘接成为整体。重新装压时,还可在压指与第一层端部冲片之间均匀涂一层二硫化钼,以降低压指与第一层定子扇形片之间的摩擦系数,进而减小摩擦力。
(2)在每个定子压指的端部安装一个挡块,用螺钉固定在定子齿压片的端头,如图4所示,使用调整垫片使挡块的安装位置距离端部定子冲片的间隙小于0.5mm,必须严格控制此间隙,间隙过大可能会造成冲片逸出后产生翅曲,起不到阻挡的效果。然后,用涂抹乐泰胶243的螺栓将挡块把紧,最后再将挡块、螺钉和调整垫片焊牢。
采用加挡块的办法,要解决齿压板钻孔的问题,由于齿压板材料采用的是高强度无磁性钢,所钻的螺孔尺寸小,加工难度相对较大。
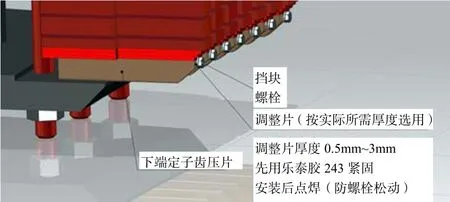
图4 挡块安装示意图
(3)如果加挡块的办法现场难于操作,也可以采用另外一种办法。即在每根下层线棒靠近铁心出槽口位置处加“U”形钢槽衬,槽衬的安装位置,在使“U”形槽衬的出铁心端长于铁心端部10mm处的位置。其目的是保护线棒不受逸出冲片的割磨,但在槽内加“U”形钢槽衬,会增加一定的损耗和发热,但其影响并不大。
具体操作是将“U”形不锈钢垫条内表面涂一薄层室温硫化半导体硅橡胶HEC51104,扣入线棒出槽口位置,除去多余的硅橡胶并清理干净。两侧包0.1mm×25mm的无碱玻璃纤维带ET100-25,并绕二层,一边包绕一边涂刷HEC56102双组份室温固化胶,包绕后在包绕区域涂一遍HEC56611线性半导体低阻防电晕漆(如图5所示),上下端采用相同方法处理,胶未固化前将线棒装入槽内并压紧。
将所有加装“U”形不锈钢垫条的槽,在线棒装入前,槽底垫一层2×24.2×1830半导体适形材料(槽楔打紧后,可压缩至0.3~0.5mm厚)。

图5 槽口加U形不锈钢垫条
4 预防和技术改进
除了现场采用维修的办法外,在新机组制造时,也可以作一些适当的技术改进。
(1)针对采用可移动双鸽尾定位筋,大齿压板和拉紧螺杆的结构的机组,为增加对冲片逸出的限制,可将定子端部冲片及上、下第一段的基本冲片的鸽尾槽形式由原来开口鸽尾槽形式改为闭口槽形式。闭口鸽尾槽形式的定子扇形片在叠片时有些不方便,但是鸽尾筋对端部阶梯段定子扇形片的限位受力能力提高2倍以上。
(2)同时还可以在定子铁心端部的第一段冲片的轭部增加绝缘销孔,包括端部的基本定子扇形片和阶梯段定子扇形片。在进行定子扇形片叠装时,保证销孔的叠装公差小于0.3mm,销孔内装入Φ19.7的绝缘销,绝缘销的材质选用强度较高的“环氧层压玻璃布棒3841”,以增强对端部定子扇形片的限位作用,保持铁心整体性。第一段铁心摞间粘接胶固化后,将绝缘销涂刷室温固化涂刷胶HEC56102后,装入销孔内,保证安装、粘接牢固。
(3)为防止端部冲片逸出,也可以改变两端齿压板的设计结构形式,在齿压片端部增设台阶,起到阻挡端部冲片因热膨胀逸出的作用。这种形式的齿压板,虽然结构简单,但会增加装压的难度,装压时,上、下齿压板调整的工作量会大大地增加。
(4)采用浮动铁心结构,铁心两端用齿压板通过穿心螺杆夹紧,再用螺栓将铁心通过下游齿压板与机座大齿压板连接,保证连接螺栓预紧力小于穿心螺杆的预紧力,以保证冷热变化时机座与铁心之间可以自由滑动。
5 结束语
目前国内贯流式机组制造技术,通过不断地总结和改进,正在日益趋向于成熟。哈尔滨电机厂有限责任公司已经形成系列化和标准化的机组设计和制造技术,针对不同的应用环境和条件采用更为合理的结构,将会大大地提高机组运行的安全和稳定程度。
[1] 吕延春,等.水轮发电机定子硅钢片径向位移分析及处理[J].水电站机电技术,2010,(1):8-11.
[2] 杨进,等.进口大型灯泡贯流式发电机定子铁心端片位移原因分析与处理[J].红水河,2010,(2):69-71.
[3] 余恪三.大中型水轮发电机定子铁心与机座间热膨胀间隙的计算方法[J].大电机技术,1994,(2):5-7.
审稿人:孙玉田
TheAnalysis on an Escape of Punching Slice of Bulb Hydro-generator Stator End and the Research of Countermeasure
WANG Guohai
(State Key Laboratory of Hydro-power Equipment,Harbin 150040,China)
This paper summarizes comprehensively the causes and the measures taken during the site analysis and the treatment of the generator failure in regard to the punching slice escapes from the stator end.It has a great significance and reference to further improving the design,perfecting the technology,increasing the security and ensuring the stable operation of the unit.
bulb hydro-generator;punching slice;escape
TM311
B
1000-3983(2013)04-0001-03
2013-05-02

王国海(1955-),1982年毕业于华中工学院水力机械专业,现从事大型水力和火力发电设备、大中型电动机制造技术工作,研究员级高工。
