基于Pro/E的公差分析在天线结构设计中的应用*
2013-09-16曹俊
曹 俊
(南京电子技术研究所, 江苏 南京 210039)
基于Pro/E的公差分析在天线结构设计中的应用*
曹 俊
(南京电子技术研究所, 江苏 南京 210039)
公差分析是结构设计中的重要部分,公差分析方法分为极值法和统计法两类。文中介绍了两类公差分析方法,利用Pro/E的公差分析对产品装配的公差进行分析,并对相关零件公差进行评估和优化。分析结果表明,Pro/E的公差分析功能为产品设计的改进指出了方向,相比传统的经验设计,效率更高,对提高产品质量和降低产品成本有着明显的应用价值。
公差分析;Pro/E;天线结构
引 言
传统观念认为产品质量是检验出来的,甚至有人简单地认为先进的生产线就可以生产好的产品,实际上有数据证明,产品生命周期中的前期设计对产品质量的影响最为关键,而前期结构设计中的公差设计往往又是影响产品质量的重要因素。正确的公差设计不仅是减少产品制造成本和返工成本的前提,更是大规模生产中提高产品质量的迫切需求。随着电子设备性能不断提高,机械加工的精度要求也随之增高,在这样的背景下,公差设计显得尤为重要,因此在产品结构设计时,必须对公差设计予以特别的重视。
通常,雷达电子产品结构较复杂,性能要求也越来越高。在传统的产品设计过程中,公差分配主要是依据经验设计,关于各个公差分配是否合理,设计师很难确定,更无法给出量化的判定指标。可见公差分析作为尺寸管理的核心,在整个产品开发过程中,起着越来越重要的作用。随着计算机辅助公差分析(CAT)方法的出现,控制手段进一步完善,可以从根本上解决开发设计过程中的尺寸问题,可以最大程度地减少后期的被动修改,在降低成本的同时加快产品投向市场的速度。本文通过介绍公差设计中的公差分析方法,采用基于Pro/E的公差分析对产品装配的公差进行分析,并通过一个简单的实例说明该方法在天线产品设计中的应用。
1 公差设计
公差设计问题可以分为两类,一类是公差分析(又称正计算),即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(又称反计算),即已知装配尺寸和公差,求解组成环的经济合理公差。由于一般尺寸链由多个组成环组成,所以分配方案是多种多样的。公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法[1-4]。
1.1 极值法
极值法是指,当所有增环均为最大极限尺寸、所有减环均为最小极限尺寸时,获得封闭环的最大极限尺寸;当所有增环均为最小极限尺寸、所有减环均为最大极限尺寸时,获得封闭环的最小极限尺寸。
(1)
式中:D0为封闭环基本尺寸;n为组成环的个数;Di为第i个组成环的基本尺寸;λi为第i个组成环的传递系数(增环时λi=1,减环时λi=-1)。
(2)
式中:T为封闭环的公差;Ti为第i个组成环的公差。
极值法模型考虑的不是各个尺寸的统计分布,而是考虑这些尺寸不超过各自的指定公差极限。从数学角度来说,模型假设所有公差尺寸都等于一个极限值,并进而产生极限累积情况。换言之,此模型可预测最大预期测量偏差。极值法公差要求可保证所有零件在装配和运转时均100%可互换,而与实际的元件尺寸偏差和累积组合无关。极值法模型的主要缺点是,它通常要求各个元件的公差配合非常紧密,这容易造成制造精度过高、检测过程费用昂贵、报废率居高不下。
1.2 统计法
统计公差方法主要是指方和根法与修正的方和根法,由于蒙特卡罗模拟法、田口试验法和卷积法也是根据概率论与数理统计理论进行公差分析的,所以把它们也划分为统计公差方法[2]。
统计法模型充分利用了统计学的原理,可以在兼顾质量的情况下放宽元件公差限制。每个元件的偏差均被建模为统计分布图(图1),这些分布加总后可预测装配测量的分布情况。因此,统计法分析可预测分布情况,可以描述装配测量偏差,但不能描述该偏差的极限值。利用此分析模型,设计人员可以设计出任何质量级别(不只是100%)的产品,从而提高设计弹性。
2 基于Pro/E的公差分析
计算机辅助公差分析方法可以从根本上解决公差设计中主要依靠经验设计的问题。目前市场上已经有很多成熟的软件,软件虽然各不相同,但分析的思路和基本过程非常接近。由CETOL Technology提供支持的Pro/E公差分析扩展是与Pro/E Wildfire 4.0集成在一起的一款公差分析应用程序。执行公差分析时,公差分析扩展提供2种有本质区别的分析工具来预测装配测量偏差:极值法分析与统计法分析,本文重点介绍统计法分析的过程。Pro/E的公差分析工具提供了3种用于分析的分布类型:正态(高斯)分布、均匀分布和Lambda分布。如果在测量定义中有浮动接口,则分析结果可能会变成Lambda分布。否则,结果始终是正态分布。
2.1 公差分析过程
(1)定义测量参照
由于Pro/E提供的公差分析只能做尺寸相关的一维公差累积分析,因此选择测量参照是为了保证所选的几何形状必须构成有效的一维测量,也就是说,必须定义能产生明确结果的测量。
(2)定义尺寸链
选择测量参照后,从Pro/E模型中选取尺寸以定义尺寸链。选取的尺寸必须与测量方向平行,并定义一个从第一测量参照到第二测量参照的一维尺寸链。尺寸链定义完成后,程序进入结果分析界面。
(3)公差分析结果
界面由3个视图组成:“测量表”、“尺寸环布线图”、“分析结果”。“分析结果”视图有2个显示区,左侧区域显示测量的偏差图,偏差图可显示统计偏差图和根据尺寸环中指定的尺寸公差得出的测量最坏情况范围。
2.2 分析实例
图2是某有源天线阵面结构示意图,对于天线阵面来说,各子阵天线单元间距的精度决定了天线的性能,通常电讯要求相邻天线单元间距的精度为± 0.15 mm以上。
进入公差分析模块,选择设计需要保证的尺寸精度±0.15mm,依次选择尺寸链,并赋予通常的设计公差,形成尺寸环图,见图3。

图2 某有源天线阵面结构示意图
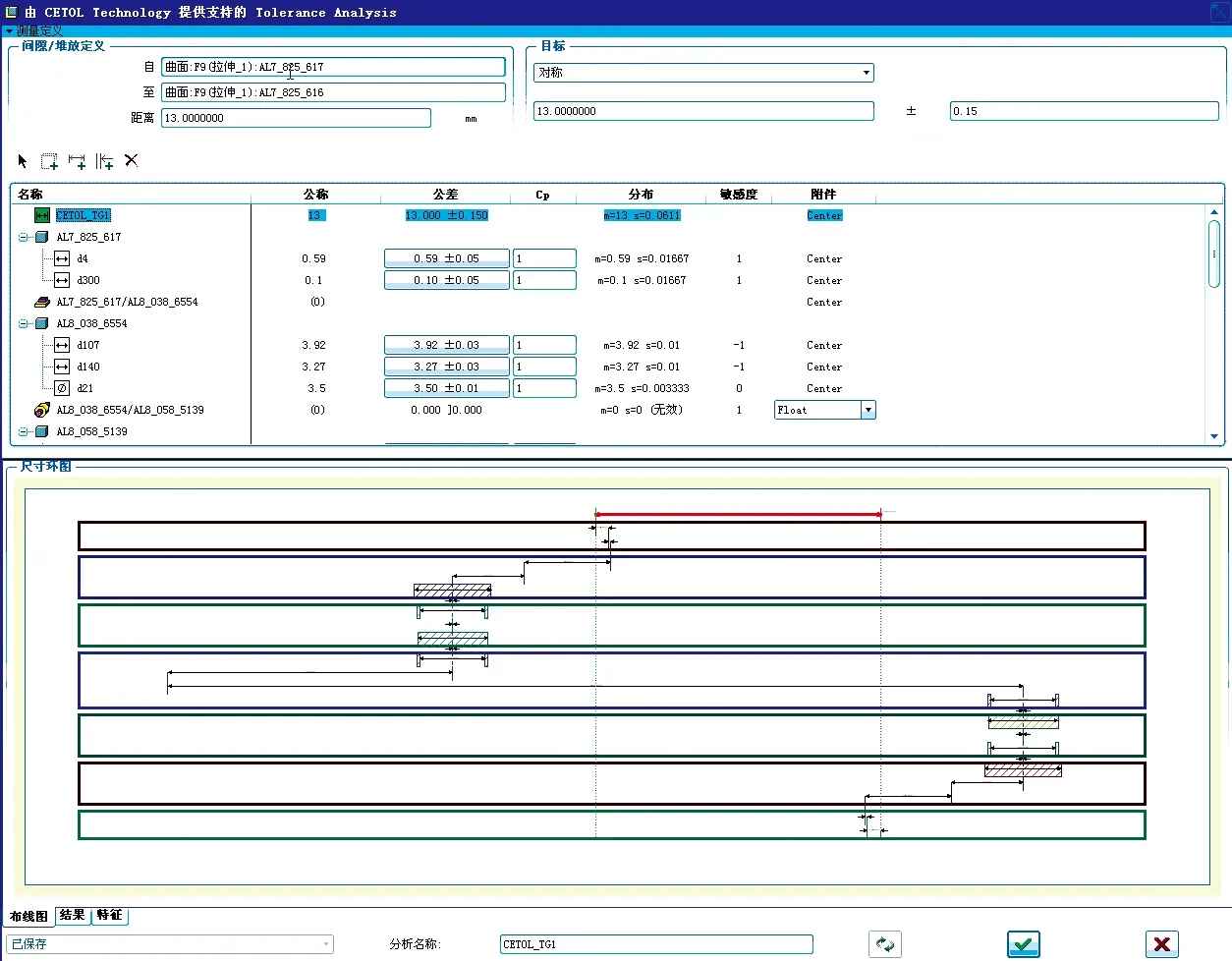
图3 定义尺寸链
查看分析结果,可见初始设计所提出的公差的产品合格率为91.1%,见图4,远低于预期,因此需要进行公差优化。

图4 公差分析
通过图4可以直观地了解所设计产品的合格率。图4还显示了各尺寸精度对产品合格率的统计学影响,由此,不难发现天线阵面结构尺寸d107、d140、d1384、d930对产品的合格率影响最大。
此时,设计师需要考虑这些尺寸中哪些可以进行优化,即在实际加工中以较小的代价可以实现,从而提高产品合格率。
通过分析,尺寸d107、d140属于安装天线单元的L型件,L型件属于重复使用的零件,并且在实际加工中可以进一步提高精度。于是将d107、d140的精度由原有的± 0.1 mm提高到± 0.03 mm,再次进行公差分析,结果见图5,产品合格率达到98.6%。

图5 改进后的公差分析
此时,产品合格率提高了7.5%,代价仅仅是提高了单个L型件的精度,而此精度的提高是常规生产加工可以保证的,所需增加的成本有限。如果此合格率仍不满意,可以继续通过公差分析,合理优化对产品合格率影响较大的尺寸精度,如果代价巨大,也可以考虑适当降低产品预期精度。
3 结束语
本文讨论了Pro/E环境下进行公差分析的问题,使用公差分析工具对某天线结构装配的间隙进行了公差分析。利用公差分析方法,可以预测零部件设计参数的改变对产品性能参数的影响。同样,在确定的性能参数下,可通过逆分析方法来确定零部件的设计参数范围,从而实现公差分析对设计的指导。
[1] 关玉祥. 机械加工误差与控制[M]. 北京:机械工业出版社, 1995.
[2] 王平, 沈晓阳. 公差分析中的统计公差方法综述[J]. 工具技术, 2008, 42(10): 43-46.
[3] 秦爱家, 张顺法. CETOL6σ公差分析软件在电器产品设计中的应用[J]. 上海电器技术, 2009(1): 55-59.
[4] 侯永涛, 顾寄南, 黄娟. Pro/Engineer平台下装配尺寸链生成的研究[J]. 中国制造业信息化, 2003, 32(7): 127-129.
曹 俊(1976-),男,高级工程师,工学博士,主要从事天线结构设计和现代设计方法研究工作。
Application of Tolerance Analysis Based on Pro/E in Antenna Structure Design
CAO Jun
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
Tolerance analysis is an important part of structure design. The methods of tolerance analysis can be divided into two kinds: worst case methods and statistical methods. In this paper, the two kinds of methods are discussed. The tolerance analysis tool of Pro/E is used to study the products assembly performance. The tolerances of relevant parts are estimated and optimized. Analysis results show that the tolerance analysis base on Pro/E indicates the direction of improvements of production design, is more efficient than traditional experience-based design, and has obvious application value for improving product quality and decreasing product cost.
tolerance analysis; Pro/E; antenna structure
2013-01-22
TH161;TP391.99
A
1008-5300(2013)02-0062-03
