生产工艺参数对奥美拉唑肠溶片释放度的影响
2013-09-14胡崇茂陈佩英胡晓晓
胡崇茂,陈佩英,胡晓晓,高 磊
(北京英茂药业有限公司,北京 101407)
奥美拉唑肠溶片为2010年版《中国药典(二部)》收载品种[1],肠溶衣片贮藏时需要遮光、密封、在阴凉干燥处保存。其主药奥美拉唑为白色或类白色结晶性粉末,无臭,遇光易变色,在乙醇中略溶,在水中不溶,在0.1mol/LNaOH溶液中溶解[2]。由于本品主药遇光极易变色,故在包衣过程中需避光操作。为改进药品质量,笔者对影响产品质量的生产工艺参数进行了研究,报道如下。
1 仪器与试药
SRZ-4型智能药物溶出仪(天津大学无线电厂);Anglent 1100型高效液相色谱仪(美国安捷伦公司);YD-1型片剂硬度测试仪、CSD-1型脆碎度测试仪、BJ-ZN型崩解时限仪、WD-A型药物稳定性检查仪(天津市富兰斯电子科贸有限公司);DHG-781型电热恒温干燥箱(上海跃进医疗器械厂);SH10A型水分快速测定仪、FA1104N型电子天平(上海精密科学仪器有限公司);BG-10型高效包衣机(南京天塔机械设备有限公司)。肠溶型薄膜包衣预混剂(北京英茂药业有限公司,批号为20110322);奥美拉唑肠溶片片芯(G药业有限公司提供,按2010年版《中国药典(二部)》标准生产,规格 20mg,片芯重 150mg,批号为 120211)。
2 方法与结果
2.1 片芯生产工艺
按处方量称取氢氧化钠,用纯化水溶解后,加入蔗糖粉、淀粉、部分羧甲淀粉钠和微晶纤维素中,混匀,在60℃烘干,粉碎,过65目筛,得空白细颗粒,将其与奥美拉唑混匀,再将聚维酮K30用纯化水溶解作黏合剂,用20目筛摇摆制粒,在(48±2)℃烘干,过24目筛整粒,加入余下的羧甲淀粉钠、硬脂酸镁,混匀压片。将上述处方所得片芯按2010年版《中国药典(二部)》检测如下项目[1]:片芯性状、光洁度、硬度、脆碎度、耐磨性、含量均匀度、释放度、含量测定等技术指标。结果性状呈类白色;光洁度外观完整光洁,色泽均匀;硬度、耐磨性适宜;脆碎度0.09%;含量均匀度符合规定;释放度86.4%;每片含奥美拉唑(C17H19N3O3S)为标示量的99.3%。对符合规定的片芯按隔离层、肠溶层进行全水薄膜包衣。片芯质量的好坏直接影响包衣是否成功和成品质量。一般情况下片芯宜用浅弧型,这样片面不存在容易脱落的锋利的边角,片子在包衣过程中不会磨损,在包衣锅内容易均匀翻滚,使每一片都能接受到喷洒的包衣液,保持良好的包衣效果。如果包衣过程中片芯边角崩缺较多,则会直接影响到肠溶衣层的抗酸性能。本批片芯呈浅弧型,表面粗糙度尚可,平均片重150mg,符合薄膜包衣要求。
2.2 包衣
2.2.1 薄膜包衣液配制
隔离层包衣液配制:用50%乙醇溶液作溶剂。按每锅投入片芯量10 kg、增重8%、固形物含量11%、乙醇浓度为95%计算,需隔离层薄膜包衣预混剂干粉为0.8 kg,95%乙醇3.41 kg,纯化水3.06 kg。称取计算量的95%乙醇和纯化水,置带搅拌桨的不锈钢配料罐内,开启搅拌桨,将上述称量好的薄膜包衣预混剂干粉缓缓加至搅起旋转的溶剂旋涡上,且在3~5min内加完,搅拌45~60min后,调整搅拌速度至包衣液在整体旋转即可,搅拌维持到包衣喷雾结束。
肠溶衣层包衣液配制:按照该薄膜包衣预混剂使用说明书配制和使用,用纯化水作溶剂。按每锅投入片芯量10 kg、增重12%、固形物含量14%计算,需薄膜包衣预混剂干粉为1.2 kg,纯化水7.37 kg。称取计算量的纯化水,置带搅拌桨的不锈钢配料罐内,开启搅拌桨,将上述称量好的薄膜包衣预混剂干粉缓缓加至搅起旋转的溶剂旋涡上,且在3~5min内加完,搅拌4 h后,调整搅拌速度至包衣液在整体旋转即可,搅拌维持到包衣喷雾结束。
2.2.2 薄膜包衣生产操作
隔离层包衣:先对片芯包隔离层,避免药物直接与肠溶衣层接触。将压制好并经过检测的片芯投入高效包衣机内,调节喷枪角度、枪床距离和锅转速,开启排风、进风、加热,待片床温度预热达到需要时,开启喷枪喷雾,控制喷雾流量和出风温度,保持喷雾与干燥处于动态平衡状态,避免粘片、包衣液干燥成粉等现象出现,使包衣液喷完。测得包衣增重。
肠溶衣层包衣:操作同上,但参数不同。待包衣液喷完后,片子成型后测包衣增重。按照上述方法计算、配料并操作,在其他条件不变的情况下,分别考察了肠溶衣增重、包衣混悬液pH、包衣温度对本品肠溶性能的影响。
2.3 释放度影响试验
2.3.1 肠溶衣层增重
按照肠溶衣片剂型和辅料性能的要求,在片芯表面覆盖一定厚度的肠溶衣层,肠溶片才能较长时间抵御盐酸溶液(0.1mol/L)的侵蚀而不会发生变色、裂纹等方面的变化。设计包衣增重分别为8%,9%,10%,11%,12%,考察包衣片的释放度。结果见图1。可见,包衣增重低于8%时,包衣材料不能全面覆盖片芯,部分药片在做耐酸试验时,在盐酸溶液中产生变色和裂纹,无法达到肠溶要求;包衣增重过大时,药片在缓冲液中崩解时间延长,释放度减小直至不符合要求。本研究中确定包衣增重为10%。
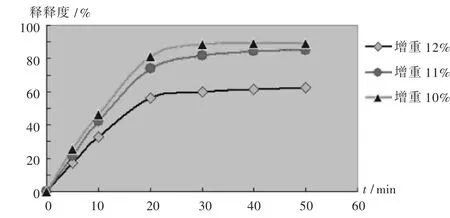
图1 肠溶衣层增重对释放度的影响
2.3.2 包衣混悬液pH
为缩短包衣液分散时间,有时需要提高包衣混悬液的pH。本研究设计了 pH 分别为 6.2,6.6,7.0,7.2 的包衣混悬液进行包衣,增重为10%,考察包衣片的释放度。结果见图2。可见,pH越高,配制包衣液时,包衣剂越易分散成均匀的混悬液;pH在6.2~7.2之间,对肠溶片的释放几乎无影响。
2.3.3 包衣温度
包衣温度分别设置为 35,36,39,41,43℃,依法包衣,考察不同包衣温度下药物的释放度。结果见图3。可见,当温度低于35℃时,容易出现粘片现象,高于43℃时容易出现喷雾干燥、产品不增重和增重偏差大现象,温度在36~43℃之间时对肠溶片的释放几乎无影响。

图2 包衣混悬液pH对释放度的影响

图1 包衣温度对释放度的影响
3 讨论
奥美拉唑对酸不稳定,而肠溶型薄膜包衣预混剂呈酸性,先包一层隔离层,目的是避免肠溶包衣液的酸性对奥美拉唑的破坏。且包造一定厚度的隔离层后可以减少肠溶衣层包衣料的使用量,同时也可减少耐酸合格、崩解释放不合格的可能性。影响薄膜包衣片质量的工艺因素较多,也较复杂。除文中提到的因素外,还有如喷枪的安装及与片床的距离、雾化气压和喷液速度等[2],需要在实践中予以全面考虑。
与有机溶剂包衣液相比,用全水作溶剂,具有节约生产成本、操作简便安全、无溶剂残留、无污染、包衣液固形物含量高、包衣速度快等优点。
包衣温度对包衣操作可行性具有较大影响。温度过低时,即使喷雾流量相应减小,水分也不能及时蒸发,使得高分子材料之间无法相互融合形成致密的包衣膜,且片芯之间易相互黏连。温度过高时,虽有利于水分蒸发,但高温和过大风量使喷洒在片面的包衣液滴来不及充分铺展,高分子材料不能充分在片面黏附与融合,甚至产生喷雾干燥现象,喷枪喷出的包衣液在未到达片面前即被烘干成粉末而损失掉了。故本研究根据包衣材料的性质与要求,包衣温度控制在36~43℃之间,操作顺利,包衣效果理想。
[1]国家药典委员会.中华人民共和国药典(二部)[M].北京:中国医药科技出版社,2010:1 039-1 040.
[2]Graham Cole,John Hogan,Michael Aulton.片剂包衣的工艺和原理[M].郑俊民,译.北京:中国医药科技出版社,2000:352.