污水处理厂高性能自动溶药装置的研发
2013-09-13应钦兰
应钦兰
(浙江广厦建设职业技术学院,浙江 东阳 322100)
0 引言
污泥脱水是每个污水处理厂污泥处理系统的最后一道工序。污泥是由絮状的负电荷胶体颗粒集合而成的凝胶,污泥胶体颗粒较小,能在水中稳定分布,沉降性能差[1],靠重力沉降只能将污泥与游离水分开。絮凝剂的加入能改善污泥的沉降性能,将污泥(含水率98%左右)和絮凝剂混合搅拌,其中的悬浮物通过电中和,完成了架桥、吸附、絮凝[2],然后经浓缩脱水一体机压滤脱水,最后出来的是含水率80%左右的泥饼。
目前市场上的自动溶药装置,无论是单箱式、双箱式还是三箱式,往往需要手动控制进水量和干粉的量,不能自动连续地按比例配制并向污泥中投加絮凝剂,所以开发研制一台高性能自动溶药装置,对提高污水处理厂污泥的处理效率将具有重要意义。
1 高性能自动溶药装置的设计要求
1.1 具备精确的定量控制性能
自动溶药装置主要完成絮凝剂的配制,也即将一定比例的干粉(简称干粉)和水混合配成一定浓度的絮凝剂。干粉由螺杆投料机输送,自来水由管道离心泵引入进水管路,管路上安装有电磁阀,控制着进水管的开和关。为了配制不同浓度的絮凝剂,干粉的投药量须准确、可控。
1.2 具备配套联锁的控制性能
配制好的絮凝剂,通过加药泵输送到絮凝反应器,絮凝反应后的污泥(含水率98%左右)通过污泥螺杆泵输送到浓缩脱水一体机脱水,为了保证浓缩脱水一体机的脱水效率,螺杆投料机、进水电磁阀、加药泵必须实现联锁控制。
1.3 要求设备结构紧凑、操作便捷
污泥脱水机房有浓缩脱水一体机、自动溶药装置、絮凝反应器以及管道离心泵、加药泵、污泥螺杆泵等诸多设备,所以要求自动溶药装置的结构必须紧凑;又由于脱水机房,设备多人手少,员工专业技能不高,所以要求操作简单、便捷。
2 高性能自动溶药装置的创新点
2.1 结构简洁、功能完善
自动溶药装置采用三箱一体化结构,分溶解槽、反应槽、熟化槽,三箱之间分别通过益流槽相连;溶解槽上方是螺杆投料机输送干粉,与水射器切线方向喷出的水相碰相溶;输送干粉的螺杆投料机由减速器带动,螺杆按所需的转速旋转;由管道离心泵输送自来水,通过进水电磁阀控制着进水管路的开和关,熟化槽上安装有压差式报警液位计控制液位,整个系统采用可编程逻辑控制器(Programmable Logic Controller,PLC)控制; 装置还配备了就地电控箱,便于自动溶药装置单独调试 。
由于聚丙烯酰胺干粉,分子量1200~1500,比较难溶,一般的搅拌装置不足以打散分子链[3],所以在溶解槽采用双层交差螺旋状浆叶,由电机直接带动搅拌轴高速旋转,将聚丙烯酰胺干粉带入水中,与水充分接触、溶解[4];溶解槽液位积聚到一定高度后 ,通过益流槽进入反应槽,在反应槽里为了让干粉与水充分溶解,采用上下二层矩形状的搅拌装置,由减速器带动搅拌轴做中速旋转,使干粉与水完全溶解。
完全溶解了絮凝剂,在反应槽里积聚到一定液位后,通过益流槽进入熟化槽等待使用。在熟化槽里,采用慢速矩形状的搅拌装置,由减速器带动搅拌轴做低速旋转,保证絮凝剂在熟化槽里浓度稳定,提高絮凝剂的使用性能。具体结构如图1所示。

图1 自动溶药装置结构示意图Fig.1 Automatic medicine dissolving device overall schematic diagram
2.2 采用变频调速控制干粉的投药量
自动溶药装置的核心部件是螺杆投料机,它由减速器带动,假如减速器的转速不变,那么输送的干粉的量也是不变的。但污水处理厂的污水浓度等参数经常要发生改变,要求投加的高分子絮凝剂浓度也要随之改变。我们研发的高性能自动溶药装置,采用变频调速[3]即采用变频器的频率改变,来平滑调整减速器的转速,从而改变螺杆投料机转速,相应改变干粉投药量,也即改变所配置的絮凝剂浓度,来满足不同浓度的污水需要。
2.3 采用先进的PLC 控制系统
(1)实现联锁控制。自动溶药装置的关键是控制。系统须将压差式报警液位计与螺杆投料机、进水电磁阀联锁,实现高位时关,低位时开。
高位时关——即当压差式报警液位计显示高液位时,系统自动关闭螺杆投料机和进水电磁阀;低位时开——即当压差式报警液位计显示低液位时,系统自动开启螺杆投料机和进水电磁阀,使螺杆投料机按照设定的转速输送干粉,进水管路按照相应的流量进水,保证自动连续配制聚丙烯酰胺等高分子絮凝剂。
(2)实现双重保险。控制系统实现自动控制与手动控制双重保险。自动溶药装置在设计时就会设定一个最高液位值和一个最低液位值;压差式报警液位计安装之前,必须根据实际需要预先设定好一个高液位和一个低液位。
工作时,当压差式报警液位计显示高液位时,控制系统就会自动关闭螺杆投料机和进水电磁阀;假如控制系统失灵,不能自动关闭螺杆投料机和进水电磁阀,当熟化槽的实际液位达到了设计时设定的最高液位时,压差式报警液位计马上报警,由人工手动关闭整个污泥脱水机系统的设备,检查、排除自动控制系统出现的问题,以免事故的发生。
同样,当压差式报警液位计显示低液位时,控制系统就会自动开启螺杆投料机和进水电磁阀;假如控制系统失灵,不能自动开启螺杆投料机和进水电磁阀,当熟化槽的实际液位达到了设计时设定的最低液位时,压差式报警液位计马上报警,同样可以避免事故的发生。
3 高性能自动溶药装置的使用效果
我们研发的高性能自动溶药装置,用于湖州市东部新区污水处理厂浓缩脱水系统,已正常运行3年多,使用性能一直良好。
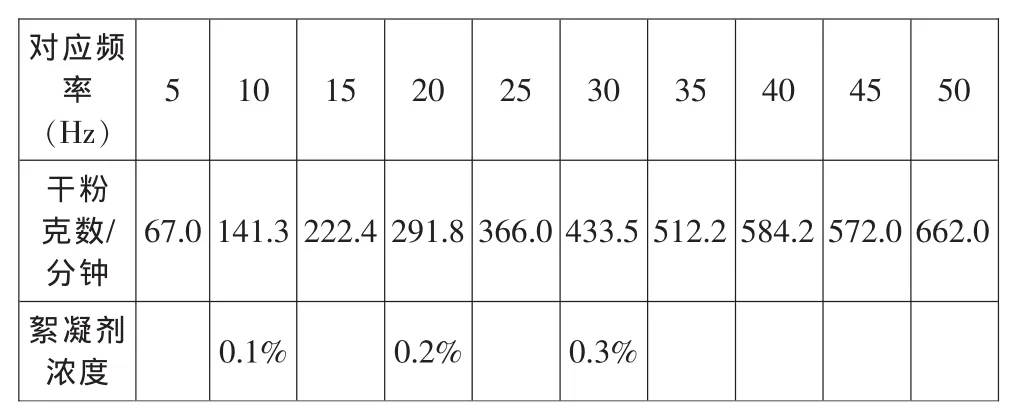
表1 螺杆投料机运转频率与配置的絮凝剂浓度(自来水流量4 m3/h)Tab.1 Screw feeding flocculants concentration machine operation frequency and configuration (water flow of 4m3/h)
从表1 可以看出,不同的频率对应不同浓度的絮凝剂,这样可以通过频率的改变,相应改变所配置絮凝剂的浓度,从而达到连续、稳定配置不同浓度的絮凝剂,满足了不同浓度的污水需要,大大提高了污水处理厂的处理效果。
4 结束语
脱水系统的污泥含水率,采用闭环反馈将信息反馈到PLC 控制系统,自动改变变频器的频率,也即自动改变所配置的絮凝剂浓度来满足不同浓度的污水需要,实现真正意义上的高性能自动溶药装置,这有待于我们进一步的研究。
我们研发的高性能自动溶药装置,采用变频调速控制干粉的投药量,并且采用先进的PLC 控制实现联锁、双重保险,大大提高了污水处理效率。存在问题是:
(1)污泥的不同含水率与絮凝剂的不同浓度之间的关系曲线,至今还没有调试出来,原因是:污泥的含水率无时无刻会发生微量变化,絮凝效果无论是小试还是中试,很难对絮凝剂进行正确定量测定;同时进水的管道离心泵、出药的加药泵、输送污泥的螺杆泵等流量,由于受管网压力的影响也存在一定的误差,所以污泥含水率与絮凝剂浓度关系曲线,很难形成,有待于进一步的研究。
(2)如果能够选择合适的传感器,在线检测进入污泥
[1]郑怀礼,李凌春,蔚阳,等.阳离子聚丙烯酰胺污泥脱水絮凝剂的制备[J].化工进展,2008,4.
[2]郑怀礼,唐雪,沈烈翔,等.阳离子P(AM-DAC)污泥脱水剂的合成、表征与应用[J].重庆大学学报(自然科学版),2010,7.
[3]郑怀礼,尤艳飞,邓晓莉,等.高分子量高纯度阳离子聚丙烯酰胺的合成[J].环境工程学报,2012,4.
[4]吴幼权,郑怀礼,张鹏,等.复合絮凝剂CAM-CPAM的制备及其污泥脱水性能[J].环境科学研究,2009,5.
[5]钟家洪,张继忠,等.变频调速技术在水厂中的应用[J].创新论坛,2012,11.
