四种多线切割机器的张力轮机构分析
2013-09-13大连连城数控机器股份有限公司刘淑华郑家坤
大连连城数控机器股份有限公司 ■ 刘淑华 郑家坤
一 引言
多线切割机器是利用连续快速移动的钢丝线(切割中喷涂大量的研磨浆液),对工件进行多线切割的机器。在切割中,执行切割任务的钢线,要保持恒定的张力,才能有效切割。张力轮机构就是使钢丝线上形成张力并加以控制和调节的机构,是多线切割中不可缺少的重要组成部分。目前,不同机器张力机构的布置形式、摆放位置、尺寸等各不相同。而施加张力的动力基本有用气缸和伺服电机两种。用气缸,通过比例阀接通机器的PLC经过控制得到张力;而用伺服电机直接驱动,使张力轮摆动获得张力。一般,伺服电机驱动精确度较高。
二 四种多线切割机介绍
1 QFA1250型多线切方机
(1)结构形式
QFA1250型多线切方机设有两套张力机构,分别布置在收线辊和放线辊下面,如图1所示。张力臂的转轴垂直穿过立式隔板,并通过法兰盘固定在隔板上,张力臂装在隔板的前面,下端装有张力轮。张力轮上缠绕钢线,能将砂浆带入切割区。在转轴的后端(即在隔板的后面),装有两个同步气缸,轴末端装有角度传感器。放线辊下面的张力轮将放线辊上的钢线传出到切割区。收线辊下面的张力轮接受来自切割区的钢线,传送到收线辊上进行缠绕。
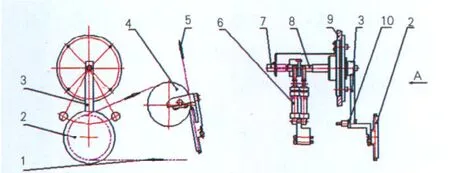
图1 QFA1250型切方机张力调节装置
(2)张力的形成
当设定好切割线上的张力值后,机器的PLC控制器将提供一个固定的电压值,并转化为电信号,发给机器比例阀中的电控阀,进一步给两个执行气缸供气,气缸通过杠杆使转轴旋转,张力臂/张力轮摆动,张力轮压在钢线上,则在钢线上形成张力。张力的下限值10N,上限值80N。张力臂摆角由两个塑料柱限位。
(3)张力的控制
当线网上的张力发生变化时,张力轮、张力臂摆动,并带动角度传感器转动,角度传感器发出信号给机器控制器PLC。PLC将按机器线导轮主电机的转速计算钢线目前运行速度,并对线管理区的两个线辊电机(N=17.5kW)发出加速或减速调节信号,仅几秒钟即可完成机器同步线速度的调节。
(4)零位定标
张力臂与角度传感器的初始零位定标很重要,定标过程为:放开两个联动气缸松开角度传感器的紧固螺钉张力臂垂直向下状态,使两气缸保持在行程的中间位置上,角度传感器示值为0V位置,当张力臂推到左右两定位挡柱时传感器的示值分别为−5.7V、5.7V,并反复校正。紧固好气缸及角度传感器螺钉。此时,张力轮便可准确施加及调整好钢线上的张力。
2 QDB2320型切断机
QDB2320型切断机张力轮机构如图2所示,这是一台采用金刚石线进行多线切割晶硅棒的机器。金刚石线就是在钢丝线上镀一层金刚石微粉(代替喷涂的砂浆),这是一种新的切割方式,具有诸多优点,如省去了切割砂浆液、切割速度增加、被切割表面损伤层浅等。
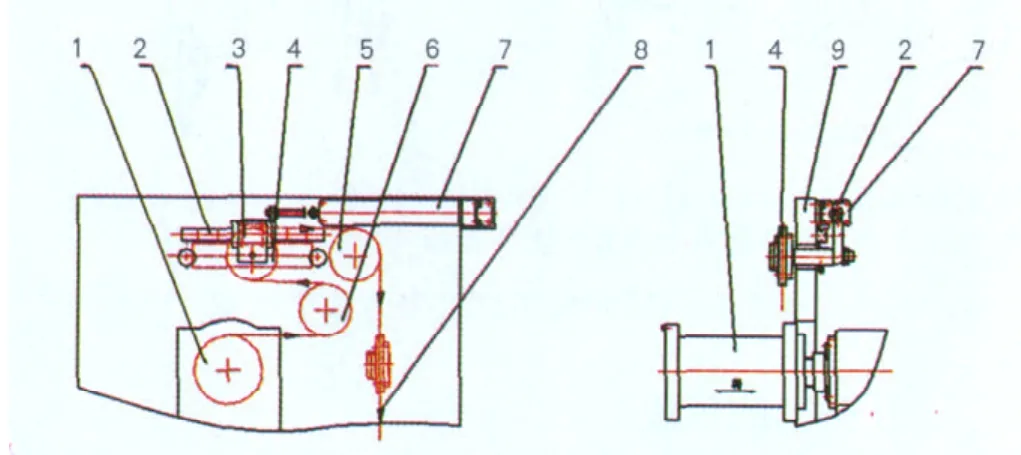
图2 QDB2320型切断机张力调节图
(1)结构特点
张力机构布置在立式隔板两侧,收放线各有一套,本机没有采用角度传感器,而是选用CEJL13-150L-J79L气缸,这种气缸具有内置直线传感器,张力轮的移动不是通过张力臂的摆动实现,而是通过连接板使张力轮与气缸连接,并在直线导轨上,同步直线移动。张力轮的直线移动,比由张力臂带动实现的摆动更有优势,即钢线避免了由于摆动带来的高度位置的变化,减少了钢线的波动,也较易布置过轮。
(2)张力的调节
当钢线上的张力发生变化时,张力轮沿直线导轨移动,同时也推动与其相连的气缸移动,于是,气缸内置的直线传感器便发出信号给机器的PLC,PLC立即进行计算,并对管理区两个线辊的驱动电机发出加减速的信号,瞬间即完成了与主电机同步速度的调节。
3 进口切片机
图3为进口切片机张力控制图,这是线管理区的一个独立部分,另一部分结构相同,并列布置在左侧(即收线与放线)。
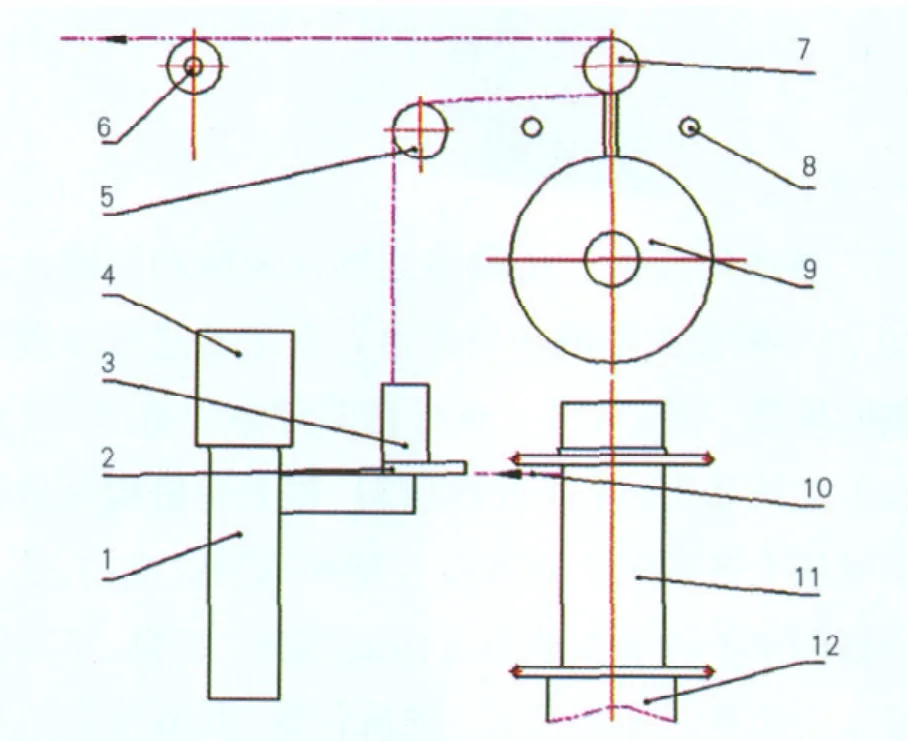
图3 进口切片机张力控制图
(1)作用原理
伺服电机9转动,驱动张力臂,张力轮摆动,而传递张力轮摆动信号的角度传感器,安装在过轮6上。放线过程是由布线轮带钢线有序放出,依次经过轮5、张力轮、过轮6,送到切割区。
(2)张力的形成
当设定张力值后,伺服机9转动,直接驱动张力臂,张力轮摆动,在切割线上施加压力,即可获得要求的张力。张力的范围为10~40N,张力臂长为300mm,伺服电机9的参数是N =5.5kW,扭矩30N·m。当切割线上的张力为40N时,此时,伺服电机付出扭矩为24N·m,在伺服电机最大扭矩(30N·m)范围内。
(3)张力的调节
当切割线上的张力变化时,张力轮摆动,相邻的过轮6同步摆动,其上的角度传感器便有信号传到机器的PLC。经过计算,并对伺服电机9、12的转速及布线节距进行调节,张力轮重新回到平衡位置,确保切割线上有恒定的张力,使机器进行稳定有效的切割。
4 QP1654型多线切片机
QP1654型多线切片机张力控制图如图4所示。这是一台在切割区有4个切割辊的晶硅切片机,有时4个辊要同时工作,钢线的途径较长,切割时,1→2切割辊互相绕线,3→4切割辊互相绕线,而两组绕线辊中间是单线连接,且这段线张力易变化,影响整机的切割张力,所以,只在钢线的入口(收线处)及出口(放线处)控制张力不足时,需要在切割轮的中间位置增加张力控制,如图4中3张力轮机构(7、10、12)。张力轮的结构形式及控制过程与上述切方机类似。切割中,3个张力轮中任何一个位置发生变化,对应的角度传感器都要发出信号给机器控制器,进行调节。
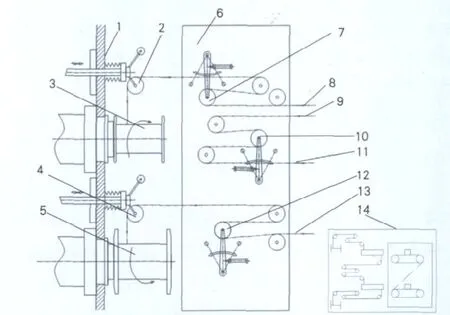
图4 QP1654型多线切片机张力控制图
三 结束语
通过以上对四种多线切割机张力的形成及调节的详细介绍,可根据不同机器张力机构的布置形式、摆放位置、尺寸等合理地对硅片进行加工和设计,有利于硅片切割质量的提高。
[1] 张厥宗. 硅片加工技术[M]. 北京: 化学工业出版社, 2009.
[2] Sugawara J, Hara H, Mizoguchi A. Development of fixedabrasive-grain wire saw with less cutting loss [J]. SEI Technical Review, 2004, 58: 7-11.
[3] 吴宗泽. 机械设计师手册[M]. 北京: 机械工业出版社, 2004.