6082铝合金双轴肩搅拌摩擦焊试板温度场研究
2013-09-12李敬勇周小平董春林董继红
李敬勇, 周小平, 董春林, 董继红
(1.江苏科技大学先进焊接技术省级重点实验室,江苏镇江 212003;2.北京航空制造工程研究所中国搅拌摩擦焊中心,北京 100024)
搅拌摩擦焊从一出现就备受关注[1],双轴肩自支撑搅拌摩擦焊技术(BTFSW)是搅拌摩擦焊领域的拓展技术,焊接过程中,上、下双轴肩与搅拌针共同旋转并与被焊材料表面相互作用。由于在搅拌头内部对工件上、下表面形成闭合的内力,大大降低了焊接过程中工件厚度方向承受的载荷,同时,下轴肩代替常规搅拌摩擦焊的背部垫板,增加了零件装配及施焊的灵活性,因而,在焊接薄壁、中空结构及其他复杂形状和特殊位置的工件,如曲线或双曲率结构件的搅拌摩擦焊接等方面显示出明显的优势[2]。
国内外学者在双轴肩搅拌摩擦焊搅拌头机构[3~5]、焊接接头宏观形貌与微观组织[6~9]、接头力学性能[7~11]等方面业已开展了一定的研究。搅拌摩擦焊接过程中,焊缝区材料剧烈的塑性变形和搅拌头轴肩与工件表面剧烈的摩擦,导致搅拌区附近温度迅速升高。双轴肩搅拌摩擦焊的两轴肩同时产热,在相同焊接规范下,与常规搅拌摩擦焊相比产热较大,且热输入方式也有很大不同。Hilgert提出了针对双轴肩搅拌摩擦焊的3D热模型[12];刘雪梅等建立了双轴肩搅拌摩擦焊的热-力数值模型,模拟了6mm厚2014铝合金板材双轴肩搅拌摩擦焊的温度场分布[13];Sato等通过有限元数值模拟和焊接试验研究了焊接夹具对6系铝合金双轴肩搅拌摩擦焊试板温度场的影响,主要考虑了焊接夹具材料、宽度和其之间距离对试板温度场的影响[14]。本工作研究设计了一系列针对双轴肩搅拌摩擦焊6082铝合金板材对接焊接试验,应用热电偶测温技术,实验测定了不同工艺条件下焊接试板温度分布曲线,探讨了双轴肩搅拌摩擦焊试板温度场分布规律。
1 试验设计
试验材料选用6082-T6铝合金,其化学成分列于表1。焊接试板尺寸为:400mm×60mm×6mm。为了测定焊接过程中试板上温度分布规律,在靠近上轴肩、下轴肩2mm的平面分别设置测温特征点,特征点距焊缝中心的横向距离分别为12mm,18mm和24mm,试板上安装热电偶测温孔的直径为 φ 1.2mm。每组试板均设有八个测温孔,孔底即为测温特征点,分别标识为CH01至CH08,如图1所示。
焊接试验使用FSW-LM2-1020型搅拌摩擦焊机,所用双轴肩搅拌头轴肩直径为φ22.5mm,搅拌针直径为φ6mm,带螺纹。焊接试板测温采用直径为φ1.0mm的K型铠装热电偶和YOKOGAWA-DX2000无纸记录仪。在焊接参数优化并获得良好焊缝成形的基础上,采用搅拌头旋转速度600r/min,顺时针方向旋转,焊接速度为300~400mm/min。焊接前,将直径为φ1.0mm的K型铠装热电偶预先插入铝板各测温孔中,实时测量该点在焊接过程中的温度变化规律。

表1 6082铝合金的化学成分(质量分数/%)Table 1 Chemical compositions of aluminum alloy 6082(mass fraction/%)
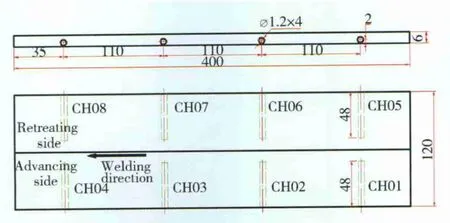
图1 试板测温点顺序示意图Fig.1 Diagram of distributed feature points on the workpieces
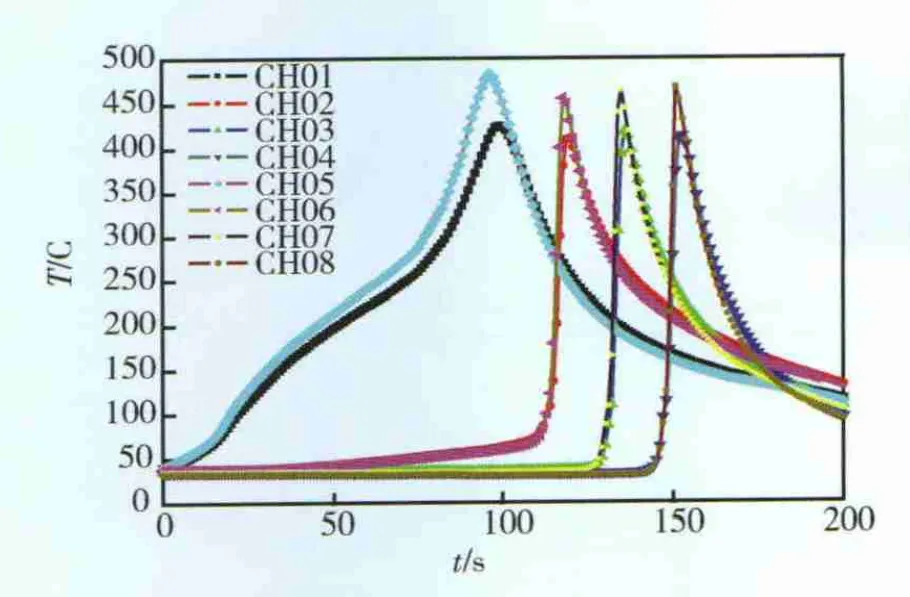
图2 试板温度曲线示意图Fig.2 Temperature-time curves of feature points
2 焊接试板温度场测量结果与讨论
2.1 双轴肩搅拌摩擦焊试板温度曲线特征
双轴肩搅拌摩擦焊过程中,搅拌头上、下轴肩面同时与试板摩擦产热,与传统搅拌摩擦焊产热相比量大大增加,而且焊接试板不与垫板接触,其传导散热条件也与传统搅拌摩擦焊有很大不同,因此,可以采用更大的焊接速度,从而提高焊接效率。焊接起始阶段,焊接试板温度较低,其对搅拌头向前移动会产生很大的阻力,因此,双轴肩搅拌摩擦焊过程主要分为两个阶段:加速焊接阶段和稳定焊接阶段。
图2为试验测得双轴肩搅拌摩擦焊过程中,焊接试板各特征点典型温度变化曲线。在加速焊接阶段,搅拌头转速一定,焊接速度由初始的25mm/min均匀加速至稳定焊接速度400mm/min。较慢的初始焊接速度使搅拌头轴肩与试板之间的摩擦产热迅速增加,其周围的金属迅速塑化,因此,搅拌头短暂停顿时间较传统搅拌摩擦焊大大缩短。图2所示焊接试板温度分布曲线显示,靠近焊接起始端测温点CH01和CH05的初始升温速率明显高于传统搅拌摩擦焊,而在该阶段,远离起始端各测温点的温度升温则非常缓慢。当焊接速度逐渐达到较高的稳定焊接速度,搅拌头接近CH01和CH05测温点时,其温度达到峰值温度;当搅拌头到达后续各测温点时,其温度值瞬间急剧升高至峰值温度,然后,随着搅拌头的远离,温度值逐渐下降。鉴于该阶段焊接速度较大,焊接试板受热时间及较高温度下的持续时间显著缩短。可以看出,双轴肩搅拌摩擦焊过程不同阶段,各测温点表现了不同的温度分布特征,而双轴肩搅拌摩擦焊试板的温度分布特征与传统搅拌摩擦焊也明显不同,前者的焊接过程较后者大大缩短。
2.2 距离焊缝中心不同距离的温度场分布规律
由于焊接过程前进侧与后退侧、靠近上轴肩与下轴肩各测量点均沿焊缝对称分布,其沿试板宽度方向的温度变化趋势相似,因此,本工作仅分析距上轴肩面2mm,前进侧测温点的温度数据。图3为同一焊接参数下距焊缝中心不同距离焊接试板测温特征点的温度分布曲线。表2列出各特征点的峰值温度。
由图3及表2可以发现,与传统搅拌摩擦焊温度场分布规律一样,双轴肩摩擦焊试板宽度方向温度分布随着测温点远离焊缝中心,其峰值温度逐渐降低;长度方向,在焊接速度接近稳定焊速之前,焊接试板整体温度达到最高,随着搅拌头以稳定焊接速度的行进,焊接试板的温度基本保持稳定。焊接过程中摩擦产热量的叠加,使焊接试板的温度整体升高,随着搅拌头接近焊接试板的末端,搅拌头前部试板的温度梯度越来越小,越来越不利于试板的传导散热,因此,试板CH04测温点的温度较稳定焊接阶段略有回升。
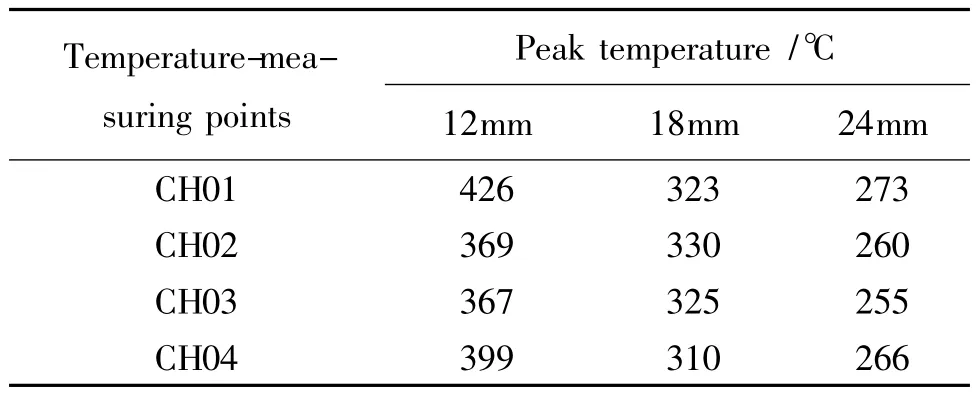
表2 距焊缝中心不同距离测温点峰值温度Table 2 Peak temperature of feature points with different distance away from weld seam center
图3各温度曲线还显示,距离焊缝越近的位置温度上升和下降的越剧烈,而距焊缝越远的位置,温度上升下降越平缓,峰值温度越低。
2.3 上轴肩与下轴肩、前进侧与后退侧温度分布规律
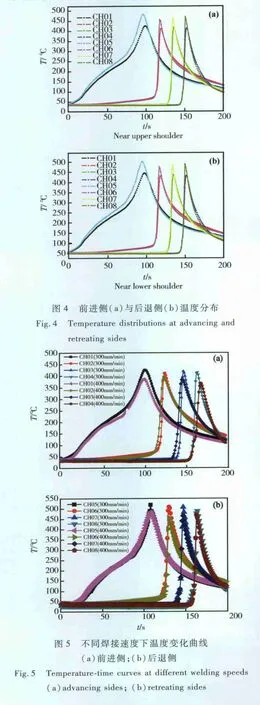
图4为在同一焊接参数(搅拌头转速600r/min,焊速400mm/min)下,距焊缝中心12mm,距试板表面2mm(近上轴肩)与4mm(近下轴肩)各测温点的温度分布曲线。表3列出图4中各曲线对应的峰值温度。由图4及表3可以看出,不管是靠近上轴肩面还是下轴肩面,焊接试板后退侧的温度均显著高

图3 距焊缝中心不同距离特征点温度变化曲线Fig.3 Temperature-time curves of feature points with different distance away from weld seam center(a)CH01;(b)CH02;(c)CH03;(d)CH04
2.4 焊接速度对焊接试板温度场的影响
图5为不同焊接速度下焊接试板靠近下轴肩表面、距焊缝中心12mm测温点的温度分布曲线。由图5可以看出,在固定搅拌头转速的情况下,随着焊接速度的提高,各测温点的峰值温度依次降低,因为提高焊接速度导致单位时间内的焊接热输入降低,试件受加热时间变短,从而导致焊接体系整体温度均有所降低。当固定搅拌头转速为600r/min,焊接速度由300mm/min提高到400mm/min时,温度减低了20~40℃。随着测温孔深度增大,测温点距离焊缝中心越来越远,焊接速度对测温特征点的影响作用逐渐减弱。

表3 靠近上、下轴肩面试板的峰值温度Table 3 Peak temperature near upper and lower shoulder
3 结论
(1)双轴肩搅拌摩擦焊过程中双轴肩同时产热,其产热量明显增加,因此,焊接速度大大提高,焊接过程较传统搅拌摩擦焊显著缩短,焊接试板上各区域的温度场变化特征与传统搅拌摩擦焊也明显不同。
(2)双轴肩搅拌摩擦焊过程分为均匀加速焊接阶段和稳定焊接阶段,不同焊接阶段,各区域测温点的温度变化曲线明显不同,均匀加速焊接阶段,靠近试板起始端测温点的温度缓慢升高,而在稳定焊接阶段,当搅拌头到达测温点附近时,较高的焊接速度使得后续各测温点的温度瞬间急剧升高至峰值温度,且在高温下的持续时间大大缩短。(3)靠近下轴肩试板的温度高于靠近上轴肩试板,后退侧的温度明显高于前进侧,焊接试板的其他温度分布特征与传统搅拌摩擦焊相同,即固定搅拌头转速的情况下,随着焊接速度的提高,各测温点的峰值温度依次降低,测温点距离焊缝中心越远,焊接速度对其温度分布的影响作用越弱;同样焊接参数下,距离焊缝越近的位置温度上升和下降的越剧烈,峰值温度越高。
[1]冯涛,郁振其,韩洋,等.SiCp/2024Al铝基复合材料搅拌摩擦焊接头微观组织[J].航空材料学报,2013,33(4):27-31.(FENG T,YU Z Q,HAN Y,et al.Friction stir welding microstructure of SiCp/2024Al MMC[J].Journal of Aeronautical Materials,2013,33(4):27 -31.)
[2]刘会杰,赵运强,侯军才.自持式搅拌摩擦焊研究[J].焊接,2010(11):7-10.(LIU H J,ZHAO Y Q,HOU J C.Progress in self-reacted friction stir welding[J].Welding & Joining,2010(11):7-10.
[3]刘会杰,赵运强,侯军才,等.上、下轴肩直径不等的自持式搅拌摩擦焊方法及其搅拌头[P].CN 101947691 A,2011.01.19.
[4]SKINNER M,EDWARDS R L,ADAMS G,et al.Improvements to the FSW process using the self-reacting technology[C]//4th International Symposium on Friction Stir Welding.Park City,Utah,USA,2003.S6B - P2.
[5]THOMAS W M,WIESNER C S.Conventional and bobbin friction stir welding of 12% chromium alloy steel using composite refractory tool materials[J].Science and Technology of Welding and Joining,2009,14(3):247 -253.
[6]董春林,董继红,赵华夏,等.6082铝合金双轴肩FSW接头组织及腐蚀性能[J].焊接学报,2012,33(10):5-9.(DONG C L,DONG J H,ZHAO H X,et al.Microstructures and electrochemical performance of 6082-T6 aluminum alloy welds prepared by bobbin friction stir welding[J].Transactions of the China welding institution,2012,33(10):5-9.
[7]赵衍华,李延民,郝云飞,等.2219铝合金双轴肩搅拌摩擦焊接头组织与性能分析[J].宇航材料工艺,2012(6):70-75.(ZHAO Y H,LI Y M,HAO Y F,et al.Microstmcture and mechanieal propenies of self-reacting friction stir welding of 2219 aluminium Alloy[J].Aerospace Materials &Technology,2012(6):70-75)
[8]THREADGILL P L,AHMED M M Z,MARTIN J P,et al.The use of bobbin tools for friction stir welding of aluminium alloys[J].Materials Science Forum,2010,638/639/640/641/642:1179-1184.
[9]张健,李光,李从卿,等.2219-T4铝合金双轴肩FSW与常规FSW接头性能对比研究[J].焊接,2008(11):50-52.(ZHANG J,LI G,LI C Q,et al.Comparison of joint properties of AA2219-T4 between conventional FSW and Bobbin-tool FSW[J].Welding& Joining,2008(11):50-52).
[10]THOMAS W M,WIENSNER C S.Recent developments of FSW technologies evaluation of root defects,composite refractory tools for steel join and one-pass welding of thick sections using self-reacting bobbin tools[C].8th International Conference on Trends in Welding Research.Pine Mountain,GA,United States,2008.25 -34.
[11]MARIE F D,ALLEHAUX D,ESMILLER B,et al.Development of the bobbin tool technique on various aluminum alloys[C]//5th International Symposium on Friction Stir Welding.Metz,France,2004.S01 - P1.
[12]HILGERT J,SCHMIDT H N B,SANTOS J F,et al.Thermal Models for Bobbin Tool Friction Stir welding[J].Jounral of Materials Processing Technology 211(2011):197-204.
[13]刘雪梅,姚君山,蔡跃,等.双轴肩搅拌摩擦焊温度场数值模拟研究[OL].中国科技论文在线http://www.paper.edu.cn/index.php/default/releasepaper/content/201101-772.(LIU X M,YAO J S,CAI Y,et al.Simulation on the temperature field of bobbin tool friction stir welding of 2014 Al. http://www.paper. edu.cn/index.php/default/eleasepaper/content/201101 -772.)
[14]SATO T,SUDA T.Finite element analysis of friction stir welding affected by heat conduction through welding jig[C]//11th International aluminium conference-INALCO 2010 New Frontiers in light metals.IOS Press,2010.139 -146.
