断续菱形花纹焊道工艺在刮板输送机中部槽耐磨修复中的应用
2013-09-10张小凤霍伟亚
张小凤 霍伟亚
(神华宁煤集团矿山机械制造维修分公司,宁夏回族自治区银川市,751400)
断续菱形花纹焊道工艺在刮板输送机中部槽耐磨修复中的应用
张小凤 霍伟亚
(神华宁煤集团矿山机械制造维修分公司,宁夏回族自治区银川市,751400)
针对刮板输送机中部槽中板耐磨性差和使用寿命低的问题,对中部槽耐磨堆焊技术和工艺进行了试验研究,试验结构表明,断续菱形花纹焊道工艺能够提高中板的耐磨性,经过一年多的井下工业性对比试验,被强化处理的中板过煤量可以超过200万t,寿命延长了一倍以上,经济效益显著。
刮板输送机 中部槽 堆焊技术 耐磨性
1 引言
神华宁煤集团现在使用的刮板输送机中部槽中板材质大多数是16 Mn钢板,这种钢板具有较好的可焊性,但耐磨性差,其平均使用寿命不到100万t过煤量。如果能够提高中部槽中板的耐磨性,减轻链条、煤和矸石对中板的直接磨损,必将大大延长中部槽的使用寿命,降低中部槽的维修更换频率,既减少设备的投入,节约生产成本,又节省了维修更换中部槽所需的时间,增加煤炭产量。
如何提高中部槽中板的耐磨性是各煤炭生产国都非常关心的问题,并投入了大量的人力和物力进行研究。当前,国外发达国家采取的措施是采用耐磨性好的合金钢或者不锈钢制造中部槽,并加宽加厚中板。由于我国的采矿设备投资有限,不能采用价格昂贵的高合金中部槽,因此,要想提高中部槽的耐磨性并增加过煤量,只能在不改变目前中部槽的材质和制造工艺的情况下,使中板表面得到强化。强化中板表面有很多方法,例如:中板表面搪瓷 (这种工艺复杂而且易变形)、中板表面淬火工艺 (不但工艺复杂,而且耐磨性提高很少)、在中板表面覆盖高分子材料 (效果也不明显)以及在中板两端的链道部位粉末喷涂耐磨合金 (也不能从根本上解决中板的磨损和腐蚀问题)。从国内外目前的研究情况看,提高刮板输送机耐磨性的技术关键是研究开发出适合煤炭生产的和经济实用的耐磨合金焊条,以及研究出适合中部槽中板强化和保护的堆焊技术和工艺。
本文在综合国内外研究的基础上,结合中国矿业大学已有的研究成果,研究开发出了适合煤矿生产的断续菱形花纹焊道堆焊技术与工艺。
2 中部槽耐磨堆焊技术与工艺的试验研究
刮板输送机中部槽的中板堆焊除了要求提高耐磨性之外,还需要保证在使用过程中尽量使中板与刮板之间磨损均匀。所以,耐磨合金焊条堆焊焊道的部位和形状至关重要。在中板上采用了堆焊框形、菱形以及两侧条形等多种花纹进行了试验对比,经过这些对比试验和分析研究,最后确定采用效果最好的断续菱形花纹焊道,见图1。
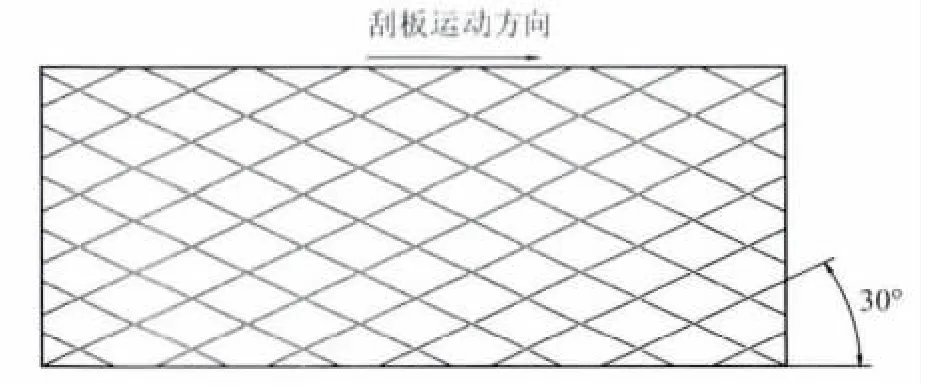
图1 中部槽耐磨堆焊的断续菱形花纹焊道
如图1所示,这种菱形花纹主要特点是耐磨堆焊焊道分布均匀,耐磨焊道全部采用单层堆焊,焊道的宽度为12~20 mm,焊道高度为1.5~2.0 mm,焊道与中部槽刮板运动方向呈±30°的角度,菱形花纹的锐角约为60°,钝角约为120°,这样可使刮板和链条与中板堆焊焊道的摩擦阻力较小,菱形花纹焊道的局部放大示意图,见图2。
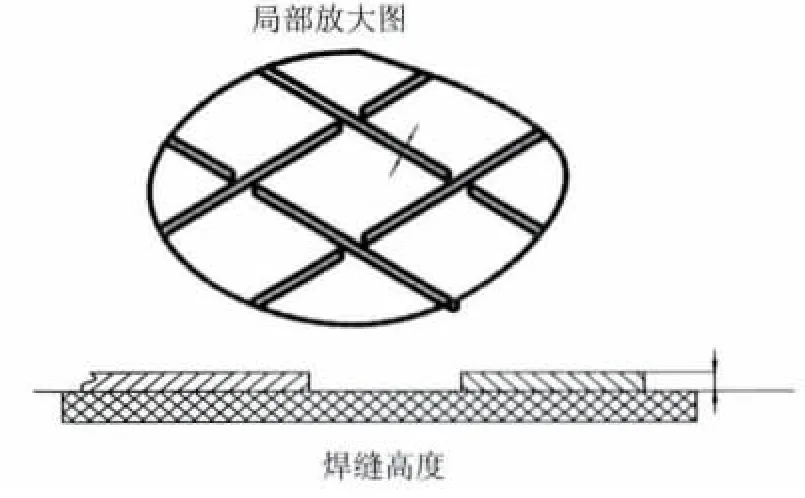
图2 菱形花纹焊道的局部放大示意图
如图2所示,同方向相邻焊道的间距为100~150 mm,每条焊道均采用间断堆焊,长度为80~130 mm,相同方向焊道的间断约为40~50 mm。采用这样的焊道花纹形状能够使中板、刮板和链条均匀磨损,焊道之间留存的煤粉使得刮板与中板不直接接触,起到衬托和减磨作用;而焊道断开一方面有利于减小焊接应力和焊接变形,另一方面可以使焊道之间存留的煤粉在刮板挤压作用时有一个出口,以免将这部分煤粉压实。菱形花纹焊道煤粉挤出方向示意图见图3,实际耐磨合金堆焊图见图4。
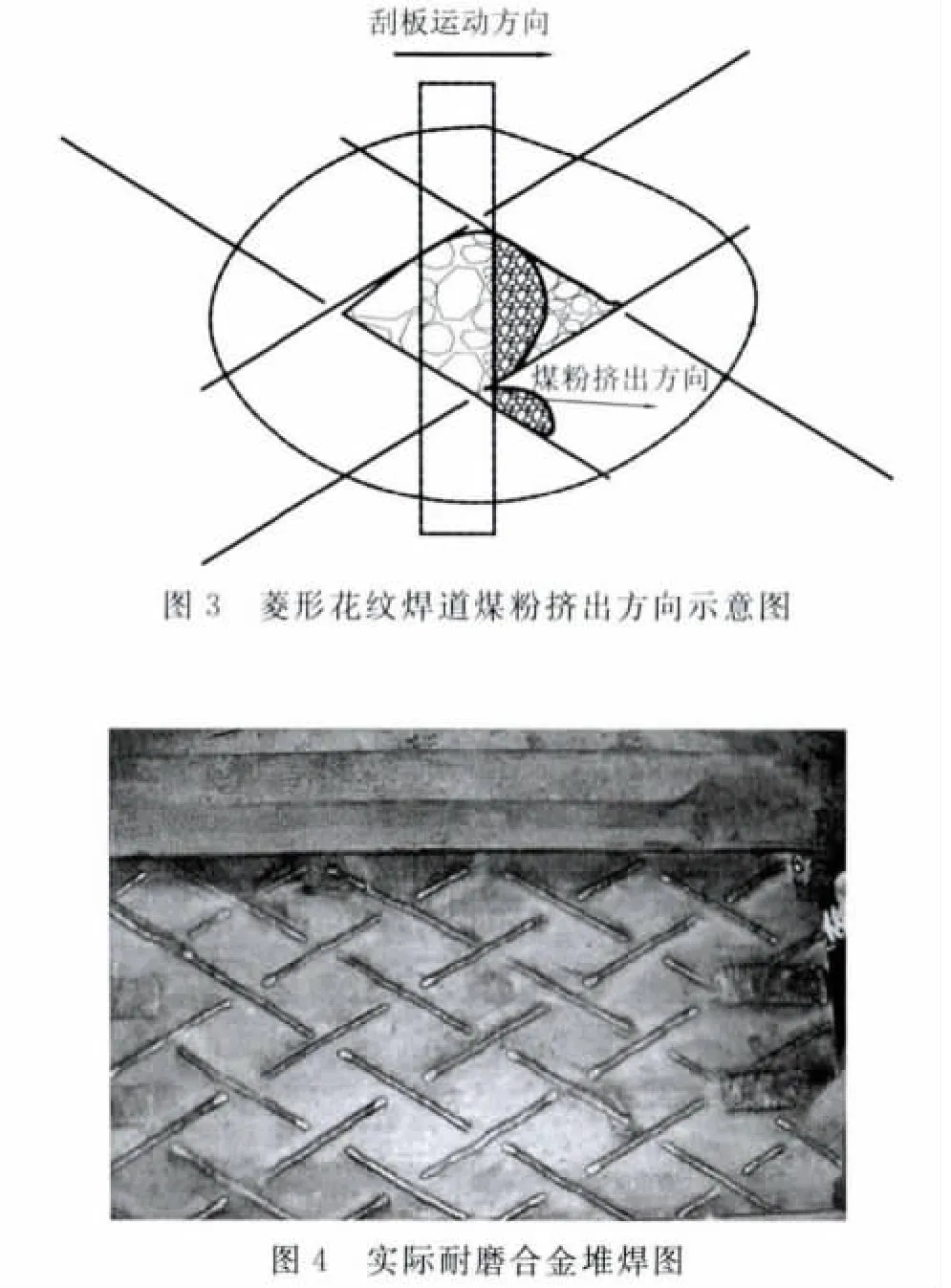
如图4所示,中板堆焊的耐磨合金总量可以通过调整焊道宽度 (12~20 mm)和同向焊道间距(100~150 mm)进行调整,既要满足中部槽提高耐磨性的要求,又要使堆焊时焊接应力和焊接变形最小,并要考虑制造成本。一般中部槽的焊条用量在1.0~2.0 kg/m,实际使用量为:40T型中部槽每节的使用量为1.7 kg/节,764型中部槽每节的使用量为3.3 kg/节,1000×1750中部槽每节的使用量为4.3 kg/节。
3 堆焊耐磨合金的组织结构分析
3.1 堆焊耐磨合金的化学成分分析
堆焊耐磨合金 (堆焊之后)的化学成分由江苏省汉哲金属材料产品质量检验有限公司 (原江苏省徐州质量技术监督金属材料产品质量检验站)进行检测,结果如表1所示。
由表1可以看出,堆焊耐磨合金的各个合金元素 (除Si元素之外)达到了设计成分的要求。由于取样的要求,耐磨合金一共堆焊了4层,所以在分析结果中,由于基板的稀释作用较小,故含碳量分析值较高,达到了上限值;含硅量由于烧损的影响而偏低;含铬量偏于上限值;因为条件所限,硼的含量没有进行化验。

表1 堆焊耐磨合金的化学成分 (堆焊后)及要求合金成分范围 %
3.2 堆焊耐磨合金的组织分析
堆焊耐磨合金的组织分析在中国矿业大学材料科学与工程学院实验室进行,堆焊后的样品经过抛光并采用4%硝酸酒精溶液进行腐蚀,采用OLYMPUS金相显微镜进行组织观察和记录,堆焊耐磨合金的组织见图5。
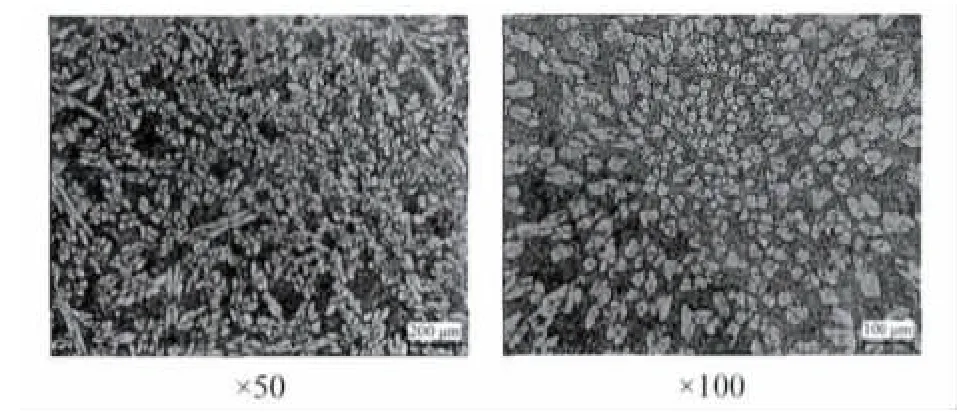
图5 堆焊耐磨合金的组织
由图5可以看出,堆焊耐磨合金的组织为过共晶组织,其中分布着大量的块状硼碳化物和少量细针状一次含硼碳化物。采用JEM-200型电子显微镜对堆焊耐磨合金样品进行了形貌和能谱分析,证明大量的块状硼碳化物为 (Cr,Fe)7(C、B)3(硬度1200~1800 HV);少量细针状一次含硼碳化物为Fe2B相 (1200~1700 HV)及少量的 CrB、TiB和TiC相。由于存在较多的高硬度的块状含硼碳化物,所以堆焊耐磨合金层的具有高硬度和较好的韧性。
4 现场工业性对比试验
神华宁煤集团用断续菱形花纹焊道技术工艺对下井的一部分刮板输送机的中板进行了耐磨强化,并在灵新煤矿进行了一年多的对比试验。通过井下对比试验和研制产品的检测分析表明,使用本项目技术生产的新型低成本高耐磨堆焊焊条对刮板输送机中部槽进行适当有效的堆焊,能使其使用寿命延长一倍以上,堆焊层表面硬度达到HRC62,堆焊耐磨合金的耐磨性是热轧16 Mn钢板的3~4倍(棕刚玉)和4~7倍 (黄砂)。堆焊焊条的直接生产成本为27~33元/kg,销售价格可以在40~60元/kg。
5 经济效益分析
以灵新煤矿所使用的SGZ800/1500型刮板输送机为例,目前SGZ800/1500型刮板输送机中部槽的市场价格约为3.5万元/节,按该矿一个综采工作面260 m长计算,一个工作面需要中部槽172节,其市场价格为602万元,其使用寿命一般为100万t过煤量,届时就要进行更换。如果对中部槽采用本项目技术进行表面合金强化,其过煤量可以突破200万t以上,而强化中部槽每节成本为:耐磨焊条5 kg/节,60元/kg;施工费 (工人工资、辅材费、水电费、管理费、设备费、运输费、利润等)每节约为焊条费用的3倍;税费17%,约307元/节,合计1807元/节。强化一个工作面中部槽的成本为31万元。由此可见,强化一个工作面的中部槽将节省资金为571万元。
[1]刘希军,冯秋登,王保华.刮板输送机常见故障及其预防[J].中国煤炭,2008(6)
[2]姜翎燕.工作面刮板输送机技术现状与发展趋势[J].煤炭科学技术,2007(8)
[3]索智文.大功率国产、进口综采工作面刮板输送机对比 [J].煤矿机械,2009(11)
[4]吴兆宏,朱华等.刮板输送机磨损失效及对策[J].煤矿机械,2005(7)
[5]李创基,刘高社等.提高刮板输送机中部槽耐磨性的堆焊工艺 [J].煤矿机械,2005(6)
App lication of technique of Interm ittent argyle pattern weld bead to wear-resisting repairation ofm iddle trough of scraper conveyor
Zhang Xiaofeng,HuoWeiya
(Mining Machinery Manufacturing Maintenance Branch,Shenhua Ningxia Coal Industry Group Co.,Ltd,Yinchuan,Ningxia 751400,China)
Aimed atbad wearability and short service life ofmiddle plate ofmiddle trough of scraper conveyer,the wear-resisting surfacing technique ofmiddle trough was studied.The results showed that the technique of intermittent argyle pattern weld bead could enhance itswearability.Aftermore than one year to carry out the industrial contrast test underground,the coal output via strengthened middle plate has been over 2 million tones.The service life ofmiddle plate has been doubled than before,and the economic benefit is remarkable.
scraper conveyor,middle trough,surfacing technique,wearability
TD528.3
A
张小凤 (1979-),女,宁夏银川人,工程师,现工作于神华宁煤集团矿山机械制造维修分公司,主要从事矿用设备维修技术及经营核算工作。
(责任编辑 路 强)
