我国非API油套管现状分析及驻厂监造难点与对策
2013-09-07齐国权张鸿博杨力能李昱坤
武 刚 齐国权 张鸿博 杨力能 闫 凯 李昱坤
中国石油集团石油管工程技术研究院 (陕西 西安 710065)
1 非API油套管种类及特点
1.1 非API油套管概述及分类
油套管分为API油套管与非API油套管两类。API油套管是严格按照API标准生产和检验的一类油套管产品,其特点是技术成熟、通用性强。非API油套管是指不完全按照或不按照API标准生产检验的一类油套管,是各生产厂根据用户的特殊需求,或为了满足某些特殊工况而开发的个性化产品 (大多数为各家专利产品)[1]。
非API油套管有3类:第1类是非API规格(几何尺寸)系列,主要是油套管及接箍的外径、壁厚等几何参数非标准。第2类是非API钢级系列。第3类是非API螺纹的特殊螺纹系列,即通常所讲的特殊扣。
通常我们所讲的非API油套管主要指后两类,即非API钢级和特殊扣。而且,在多数情况下,非API钢级与特殊扣同时应用于油套管产品。非API油套管从本质上讲,就是具有是高性能或特殊性能的一类油套管。
1.2 非API钢级油套管
非API钢级主要和油套管材质相关,由于此类钢管的化学成分和热处理方式方法的不同,其理化性能(高强度、高韧性和耐腐蚀性等)也强于API钢级的油套管。
API 5CT油套管分为4组,第8版是19个钢级,第9版是15个钢级[2]。据不完全统计,油田实际使用的油套管中约30%是高性能的非API类型。
国内外非API钢级油套管已经形成多种系列,如抗挤毁(超高抗挤)套管,深井超深井用油套管,稠油热采井油套管,低温环境用油套管,抗硫化氢腐蚀油套管,抗二氧化碳腐蚀油套管,兼顾抗硫化氢应力腐蚀和高抗挤的套管,二氧化碳、氯离子及硫化氢共存环境用油套管等。
1.3 非API螺纹油套管
一般来讲,大多数的特殊扣分为3个部分:连接螺纹、抗过扭矩台肩和密封面(图1)。

连接螺纹:主要作用为连接管柱和辅助密封。大多数特殊扣还是保留了API的偏梯形结构,只是对细节略作修改。例如导向面和承载面角度的变化(倒钩式、直角等),以提高螺纹连接强度;或是对管体和接箍的齿高做变化,提高抗粘扣性能等。
密封面:起到主密封作用,比较典型的几种金属对金属密封结构从形式上可分为3种:锥面-锥面,面接触密封结构;球面-锥面,线密封结构;球面-曲面,线密封结构。
抗过扭台肩:扭矩台肩是特殊螺纹接头的重要组成部分,其作用是:①上扣定位,可以保证密封面配合良好,而不至于使密封面的过盈量随着接头旋合而无限制地增大,同时,接头受压缩时,台肩可分担一部分载荷,从而使密封面的关键部位不发生塑性变形;②控制上扣扭矩,限定螺纹机紧过盈量,优化螺纹应力分布,提高螺纹抗粘扣的能力;③使接头有较好的抗过扭矩能力;④上扣后产生一定的轴向过盈,起到辅助密封的作用。台肩种类按照数量分为单台肩和多台肩(一般是双台肩),按照台肩角度分为直台肩和斜台肩。
目前世界上最先进、性能最好的特殊扣主要来自 Vallourec&Mannesmann(欧洲)、Hunting 和 Hydril(美国)、Tenaris(阿根廷),奥钢联(奥地利)等企业,这些大公司的特殊扣 (如瓦卢内克公司的VAM系列,汉廷公司的Seal-Lock系列等)占据了世界特殊扣总产量的绝大部分[3,4]。
2 我国非API油套管发展趋势与现状分析
2.1 我国非API油套管发展趋势
随着我国能源结构的调整,石油天然气开发力度进一步加强,对高性能油套管需求将会保持高速稳定增长,非API(美国石油协会标准)以及特殊螺纹接头油套管产品空间大,油套管市场发展前景可观。
据中国金属学会数据,截至2011年底,我国无缝钢管产能3000万t(包括油套管),国内需求1700万t,出口500万t,过剩500万t。总体开工率80%,但很多企业仍有扩大产能的冲动。仅从数据上看,中国钢管行业存在产能过剩问题。但大多数企业只做API标准 (美国石油协会标准),中低端产品过剩严重,高端品种市场空间大,但国内产品非常欠缺,比如耐硫化氢、耐高压的大部分产品需要进口。
中国从事油套管生产的大型或特大型企业有7家,油套管生产能力约为650万t,占油套管总能力的61.9%。但是非API只有5%,特殊扣只有2%~3%。而国际上非API生产能力占到35%。
目前油套管生产国际上均采用API标准,以保证产品质量。非API及特殊螺纹接头油套管产品,则是为了满足苛刻工况条件下的特殊要求。随着行业应用拓展,对这些产品的需求越来越大。就油套管总体市场而言,市场价格竞争已接近或超过成本底线,品牌竞争将成为企业发展趋势。今后对高性能油套管产品的需求将会超过常规API系列油套管。
2.2 我国非API油套管现状分析
近年来,我国主要油套管生产企业的产品在全面覆盖API 5CT的基础上,也开发了一系列的非API钢级和特殊螺纹接头油套管。
我国开发非API油套管的钢级约有100多种,大大超过了API钢级的数量[1],国内非API钢级油套管产品总体上达到或接近国外同类产品技术水平,与国外产品有明显差距的仅有超级13Cr、双相不锈钢、耐蚀合金油套管。按订货产品估算,近几年国内实际投入到油田使用的非API钢级的油套管大约在 40~50 种左右[5]。
以天津钢管公司为例(表1),TP系列非API钢级油套管2011年已达39万t左右。
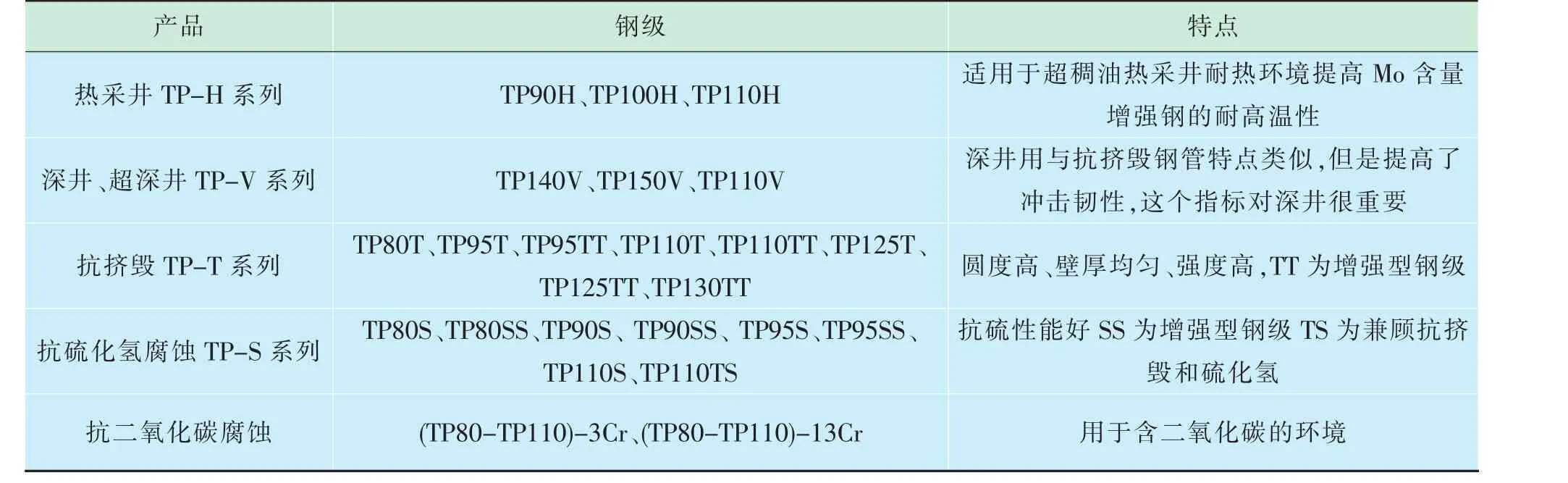
表1 天津钢管公司非API钢级产品
我国的特殊扣产品起步相对较晚,攀成钢1996年自主开发了CGT特殊扣。之后天钢、宝钢、衡钢、西姆莱斯等几大管厂也陆续研发并投产自己的特殊扣产品,如天钢的TP系列,宝钢的BG系列,西姆莱斯的WSP系列等[6,7]。国内一些公司也有购买国外特殊扣专利使用权来生产其产品,如宝鸡钢管公司生产日本住友公司的TM扣型和攀成钢公司生产日本JFE公司的FOX扣型,国内特殊螺纹接头汇总见表2。
一般来说,各个特殊扣产品的特点无非就是集中连接螺纹、密封面和台肩,国内的产品和国外相比,从设计角度将并没有太大的差距,油田之所以在针对一些苛刻井时往往选择国外的油套管产品,主要是因为我国的产品主要在加工上和国外存在较大差距。一方面,我们的加工技术跟不上,设备过于落后或者工人技术条件跟不上先进的设备;另一方面,检测技术和管理体系跟不上,导致我们生产的产品加工误差大,不能保证在苛刻井况下安全使用。因此国内管厂在开发新的产品同时应该注重这几方面的提升,尽快缩小与国外产品的差距。
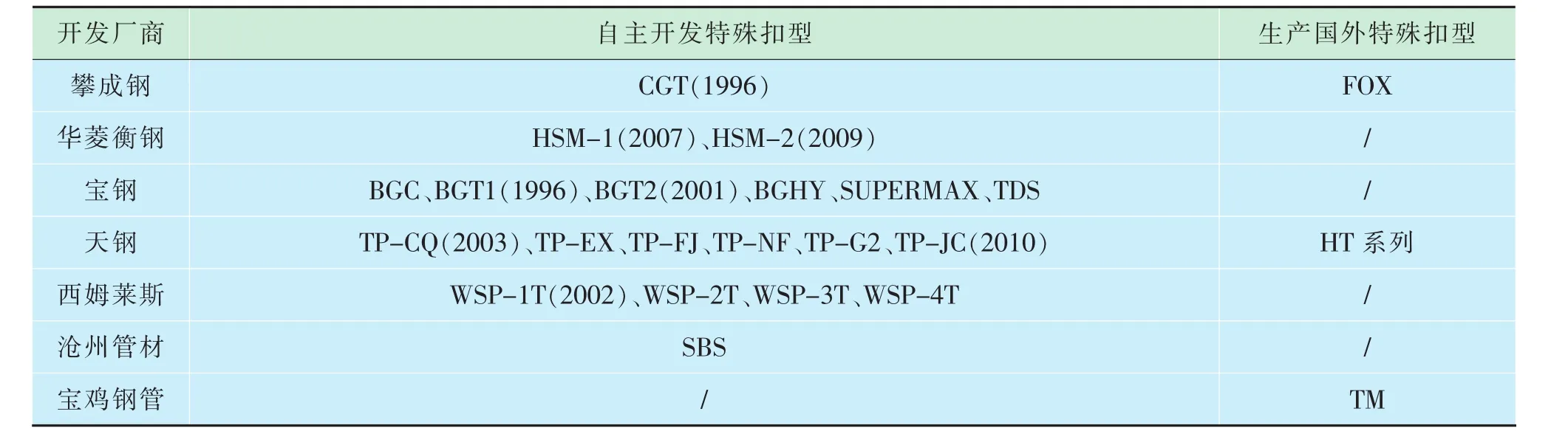
表2 国内油套管特殊螺纹接头主要系列
3 我国非API油套管驻厂监造难点与对策
驻厂监造通常是指业主或采购方,依合同委托独立的第三方技术检验机构对其采购的货品,依照相关标准和与制造方签订的合同等文件,进入制造方生产现场,对被采购的标的物整个生产制造过程进行监督和控制,目的是检验和证实制造全过程与标准和相关质量文件的符合性。目前,我国大多数油田已经采用驻厂监造来保证所采购的油套管质量,实践证明,这是一种行之有效的手段。但是随着非API油套管的需求和采购越来越多,驻厂监造也面临着新的难点。
3.1 缺乏统一、可靠的标准体系
对传统的API油套管,监理人员一般依照API 5CT/5B对产品质量进行有效控制。但是对于非API产品,由于是生产厂各家的自有产品,针对某一特殊需求而开发,则不完全按照或者不按照API的标准生产。这就给监理人员带来了一定的困难,只能依照工厂的技术协议进行监造,例如特殊钢级中化学成分的要求、力学性能、探伤方式和探伤等级以及特殊螺纹加工中的参数及公差范围。如果业主对产品和技术协议没有充分的认识和把握,监理人员也没有提早介入,工厂就充当了“运动员”和“裁判员”的双重角色,而工厂往往在技术细节问题上采用含糊说明,当监理人员在监造中遇到技术协议中模糊点,就会产生争议。
对各种各样、性能不一的非API油套管产品,尽快建立统一的、通用性强的非API油套管标准体系,保障非API油套管的发展。在体系没有建立完成前,针对非API产品:一方面油田采购部门应该联合相关技术部门及各科研院所加强与工厂的联系,在生产前做好技术协议相关产品标准的制定;另一方面监理人员应该及早介入,在生产前搞清楚标准和技术协议,找出可能存在的争议或模糊点,提早解决,避免监造过程中产生问题,保证油非API井管产品的质量。
3.2 特殊螺纹加工专用量具的使用
特殊螺纹接头由于其结构的特殊性及精度要求高等特点,对接头的检测水平要求高,并且需要特制的检测量具。从接头的组成结构来看,特殊螺纹接头检测的特殊性主要体现在联接螺纹、密封面、抗过扭台肩3个方面。
螺纹检测中螺纹紧密距参数可与螺纹中径参数可互相替代,螺纹中径与螺纹椭圆度配合使用,对于紧密距和中径参数需根据特殊螺纹接头特点采用特制的量具,各大工厂也都根据各自的接头特点开发出特殊的检测量具。如TP-CQ特殊螺纹接头用中径规检测螺纹中径替代紧密距测量,同时也必须检测螺纹椭圆度。对于非API螺纹牙型,还需检测联接螺纹的牙型,常见方法有塑模法和牙型对比块法,如BGC特殊螺纹接头采用塑模法进行螺纹牙型检测。
密封面是特殊螺纹接头保证其密封性能最重要的部分,其精度要求非常高,对其检测也需要特制工具。密封面需要检测的项目有外观、密封面直径、密封面椭圆度、密封面锥度、密封面光洁度、密封面长度等。密封面外观不得出现点腐蚀、机械刻痕、凹陷、变形等缺陷。对于不同的特殊接头检测要求不同,各工厂按照其检测规范进行检测。
在检测扭矩台肩中,首先要确定扭矩台肩的形式,采用扭矩台肩位置量规检测端面至扭矩台肩的长度(MUL)。如天钢公司采用特制的球头深度尺检测TP-CQ特殊接头接箍台肩深度。
各工厂的特殊螺纹都具有自己的技术特点和使用范围,但主要都集中在连接螺纹、密封面、扭矩台肩这3个特殊点。监理人员应该针对不同的特殊螺纹类型,从以上3个方面深入了解不同产品的检测原理、要点及参数控制范围,把握特殊量具的使用方法,保证油非API井管产品的质量。
3.3 针对特殊性能要求的特殊试验
针对特殊性能的油管,往往需要做与之相对应的试验,例如非API钢级抗硫管的SSCC试验、非API钢级深井用管的压溃试验等。而这些试验并没有相对应的标准和规范,例如,目前油田广泛采购的抗硫管,按照API 5CT的要求,C90和T95钢级的产品应按照ANSI-NACE TM0177中的一种试验方法,每炉批做硫化物应力开裂试验,试验周期720h[1]。目前,国内一些厂家利用自己的非API产品钢级不再标准内规定这一条件,存在以下几个问题。第一,试验频率不达标,有些厂家因为试验条件有限,没有严格按照每炉批的频次,缩小比例进行试验;第二,因为试验周期较长,在业主急需油井管产品的情况下,有些厂家先发货后试验或者不做实验;第三,国内大多数厂家判定抗硫试验的标准为720h试样未断即合格,这一评价标准过于简单笼统。虽然存在上述问题,但是由于缺乏有效的标准约束,很多情况下监理人员也就对产品放行,无疑增加了质量风险。
针对特殊用途 (特别是苛刻工况下)用非API油套管,必须保证试验的可靠性。监理人员在不了解具体情况下不能盲目的按照工厂的方法简化试验,而是应该在了解通用标准的基础上,充分学习掌握特殊试验的国际标准,运用到监理工作中,保证油非API井管产品的质量。
4 结 论
(1)我国对高性能油套管需求将会保持高速稳定增长,非API油套管产品空间大,油套管市场发展前景可观。
(2)驻厂监造是保证油套管质量的一种有效方式,但是随着我国非API油套管的需求和采购越来越多,驻厂监造也面临着新的难点。我们应该尽快建立系统的产品、应用、评价标准的非API油套管标准体系,熟悉掌握特殊螺纹加工专用量具的检测原理和使用方法以及了解一些特殊试验的原理和依据,运用的驻厂监造工作中去,来保证我国非API油套管的质量。
[1]李鹤林,田伟,邝献任.油套管供需形势分析及对策[J].钢管,2011(1):1-7.
[2]API 5CT2 Specification for Casing and Tubing[S].
[3]Gulf.Casing Reference Tables[J].World Oil,2008(11):11-55.
[4]廖凌,崔顺贤,叶顶鹏,等.汉廷特殊螺纹接头油套管的技术特点与应用分析[J].钢管,2009(4):44-47.
[5]方伟,徐晓锋,徐婷.油套管标准化及非API油套管标准体系[J].石油工业技术监督,2010,26(6):20-23.
[6]高连新,张亚勤,李飞键,等.WSP特殊螺纹接头油套管的研制[J].石油机械,2003,31(9):33-36.
[7]王治国,刘玉文.宝钢特殊螺纹油管的设计[J].宝钢技术,2000(6):54-57.