桃源水电站管型座的结构特点及安装工艺分析
2013-09-06席洪军
席洪军
【摘 要】灯泡贯流式机组的管型座是机组安装的基础。导水机构、水导轴承、发电机轴承支架及发电机定子都与管型座直接连接,因此管型座安装质量的好坏直接决定着整台机组安装质量及以后运行的优劣。本文结合桃源水电站管型座的特点及安装难点对其安装工艺、流程和质量控制进行阐述,并介绍了在主厂房桥式起重机未形成前对管型座的吊装方法,以便同类型机组安装借鉴。
【关键词】水电站;管型座;安装工艺
1.工程及机组概况
桃源水电站位于湖南省桃源县城沅水流域,是沅水干流河段的第14个梯级电站,也是沅水干流最末一个梯级电站。电站正常蓄水位39.5米,水库无调节能力,为河床径流式水电站。电站装机容量180MW,装设9台单机容量20MW的灯泡贯流式水轮发电机组,多年平均发电量为7.93亿kW.h,年利用小时数4404h。
最大水头:9.70 m
额定水头:5.60 m
最小水头:2.00 m
加权平均水头:6.82 m
发电机型号:SFWG20-76/7450
水轮机型号:GZ-WP-720
机组额定转速:78.9r/min
额定流量:410.97 m3/s
主轴布置型式:卧式、两支点、双悬臂式
机组支撑方式:管型座上下竖井+发电机辅助支撑
2.管型座主要技术参数及结构特点
管型座为机组的主要受力部件,机组的水推力、转动及固定部分重量、水浮力、不平衡磁拉力等都由管型座传递至基础。管型座由外壳体、内壳体、上竖井、下竖井组成,外壳体、内壳体通过上、下竖井组成一个整体,各部分均由Q235-B钢板焊接而成,总重量约为173吨。
管型座内壳体分2瓣、外壳体分4瓣。
内壳体重量:36吨/瓣 外壳体重量:11吨/瓣
上竖井重量:27吨 下竖井重量:30吨
外壳体直径(法兰处)10110mm: 内壳体直径(法兰处)4760mm:
内壳体法兰面距转轮中心线距离:4255mm
外壳体法兰面距转轮中心线距离:3280mm
内、外壳体法兰面距离:975mm
中心高程▽20.5m
3.管型座的吊装
灯泡贯流式机组在开始安装首台或前几台管型座时往往主厂房桥机还未形成,因此管型座的安装就需通过汽车吊或采取其他方式来进行。桃源水电站管型座的吊装根据现场实际情况经充分论证,1#机管型座的安装是通过260T的汽车吊停放在主安装间来吊装完成,其它机组管型座由于离主安装间较远汽车吊无法满足吊装要求,采用坝顶2台30T的施工门机通过自制平衡梁共同抬吊的方法分件进行吊装。
3.1 安装流程
检查尾水管中心、高程→检查管型座基础高程→吊入并安装下竖井→粗调下竖井的中心、高程、至尾水管的距离→吊入外壳体下半→吊入下半内壳体与下竖井连接并焊接→分别吊入外壳体左、右两半与下半外壳体相连→吊入上半内壳体与下半内壳体连接→吊入上竖井并焊接→吊入外壳体上半与左右两半外壳体相连→上下竖井、内壳体整体调整→外壳体调整→管型座补强→校核内外壳体中心、垂直度和位置尺寸→至下竖井的管路套管、测压管安装→二期混凝土浇筑→灌浆→灌浆孔和混凝土浇筑孔的密封焊→内外壳体合缝法兰封水焊焊接→拆除内部支撑。
3.2 管型座的吊装及粗调
吊装前对基础板进行清理、调整好楔子板顶面高程。管型座各部件吊装过程中,起吊司机与起重指挥人员应保持通信通畅、无其他干扰信号、紧密配合,防止设备与侧墙或二期预留钢筋发生碰刮。
1)下竖井吊装:清除下竖井与内壳体下半部焊接口处的油漆至露出金属光泽面,在安装间对其进行翻身,调整水平后开始吊入基坑。吊入后粗略调整好下竖井的中心、高程、至转轮中心线的距离;
2)吊入外壳体下瓣;
3)内壳体下瓣吊装:吊入下瓣内壳体前先在下竖井搭好焊接平台。在安装间对内壳体进行翻身,吊入对接时找正出厂前画好的线,使内壳体与下竖井的错位小于3mm;
4)调整好左、右两瓣外壳体基础的楔子板高程,在安装间将两瓣外壳体翻身后分别吊入,并与外壳体下瓣用螺栓进行连接,使用管子千斤顶、螺杆拉紧器进行初步调整、加固;
5)内壳体上瓣吊装:清理干净上下内壳体的组合法兰面,使用刀口平尺检查整个结合面应无高点、毛刺,检查下瓣的定位销钉是否完整。吊入上瓣内壳体并打紧连接螺栓后检查合缝面间隙及法兰面错牙应符合厂家技术要求及GB/T 8564—2003的相关规定;
6)上竖井吊装:上竖井吊装前先在内壳体上瓣搭设好焊接平台;
7)吊入外壳体上瓣,与左右外壳体连接。
3.3 上下竖井的焊接
焊接前清理干净焊接坡口处的油漆及杂物,内壳体与上下竖井的焊接须由两名焊工同时施焊,先焊接内侧,内侧焊完后外侧电弧气刨清根处理,后再焊接。焊接顺序如图所示。焊缝除第一层与最后一层外都要进行清根处理,焊完后进行UT检查。
4.管型座的质量控制
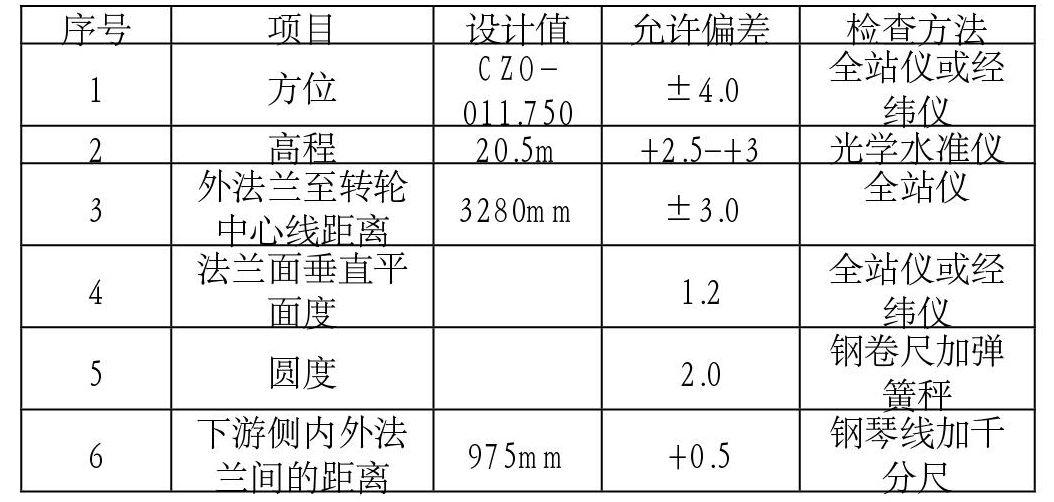
4.1 管型座安装允许偏差
4.2 管型座的调整
灯泡贯流式机组有两大预埋件:尾水管、管型座。尾水管最先预埋,因此管型座安装的高程、中心、至转轮中心线距离等数据必须以浇筑完混凝土后的尾水管的实际数据为准。安装前使用光学水准仪将尾水管的实际高程测出,将高程布设到尾水管内部一个固定位置,用全站仪复测尾水管的中心,并将其布设到尾水管上。
1)垂直平面度的控制
管型座安装的垂直平面度应考虑机组运行时定子与转子间空气间隙的分布及尾水管与伸缩节的连接。由于主轴的安装要求必须水平,若管型座的垂直平面度超差产生倾斜将会影响到安装后的定子与主轴不垂直,导致空气间隙的不均匀,会产生较大的电磁不平衡力。
2)圆度的控制、调整
管型座下游侧连接的导水机构和上游侧连接的定子在吊装时都会产生一定的变形,产生的变形对两法兰面之间的螺孔会产生一定的错位,为了使此错位控制在最小范围内,必须将管型座各法兰面的圆度调整到最优。内壳体法兰直径小且刚度较好,圆度不易发生变化。外壳体较单薄、直径大而与之相连的外导水环同样的直径大易产生椭圆度,为此必须调整好管型座的圆度使之在合格范围内(圆度可通过外壳体内部支撑的辐射型支撑管及外部的拉紧器来调整),同时在吊装导水机构时对其进行可靠、牢固的加固使其圆度变化控制在最小。
3)高程的控制、调整
管型座高程最终是和尾水管里衬中心高程是一致的。如果管型座和尾水管的高程偏差超过设计值后将会导致伸缩节和尾水管间的螺孔无法对正、螺栓无法安装,还将会影响水力的顺畅流动。考虑到管型座混凝土浇筑后管型座中心会下降且转轮室在充水情况下会下垂0.2mm—0.5mm左右。主机厂设计管型座安装中心高程比尾水管里衬中心高程高4mm,现场根据经验将此值修正为2.5—3mm。
4)法兰面至尾水管,内外壳体法兰面距离的控制、调整
转轮室与尾水管间有20mm的伸缩间隙。管型座至尾水管的距离过小会影响转轮室的吊装,过大会影响伸缩节的密封性能。管型座内、外壳体法兰面间的距离直接影响着导水机构导叶的端面间隙,距离过小会使导叶端面间隙变小容易造成导叶的卡死,过大会使导叶端面间隙变大增大导叶漏水量甚者会影响机组的停机时间或发生机组的蠕动现象。使用外壳体至尾水管的间距管进行距离的调整,调整时使用全站仪进行监测。内、外壳体法兰间的距离可通过使用千斤顶沿轴向顶下竖井的方法调整,调整时注意内、外壳体之间不能有接触的地方防止外壳体发生变化。
5)外壳体法兰面波浪度的控制、调整
外壳体直径大且分4瓣在现场组合而成,法兰分瓣面的错牙是波浪度突变的主要原因。为了保证与其它法兰面连接时两法兰面的接触面积及密封条的压紧量,法兰分瓣面的错牙应保证在0.1mm以内。法兰波浪度偏大会影响密封条的压缩量,压缩量不够将会导致漏水。
4.3 管型座二期混凝土的浇筑
管型座浇筑前仔细检查基础楔子板的点焊情况和螺杆拉紧器的拉紧、加固情况,检查里衬及模板固定情况,防止浇筑时变型。混凝土浇筑过程中受混凝土入仓、振捣、凝固等的影响,变形的几率较大。必须密切监测管型座的变化,在浇筑管型座中心位置以下须采用全站仪进行监测。浇筑时应从外壳体外边两侧同时进行,尽量做到两边的混凝土浇筑量和上升速度保持一致,使管型座周围的压力均匀,若管型座数据发生变化达到1mm(中心、高程)时应停止浇筑。管型座混凝土浇筑时,采用分层浇筑方式,每层浇筑层厚不超过1.5m,当高于1.5m时应逐步放慢浇筑速度,浇筑上升速度一般控制在0.3m/h之内,必要时可做适当的停顿,以防止由于混凝土一次浇筑过高而影响其质量,造成对机组的不利影响,液态混凝土的高度控制在0.6m左右。
5.管型座安装的几点建议及注意事项
5.1 桃源水电站除1#管型座外,其余机组管型座均采用坝顶门机以抬吊的方法进行安装,此方法对操作司机、指挥均提出了较高的要求:操作须统一、动作协调、指挥信号清楚。吊装前需详细了解当天的天气情况,若遇雨天、风力大于五级时禁止起吊,确保安全。
5.2 管型座的安装、调整不仅要考虑到与尾水管的高程、中心相一致,同时还要考虑上游侧的定转子空气间隙、下游侧导水机构的导叶端、立面间隙和尾水管与伸缩节的连接。
5.3 由于内壳体的重量较重,管型座全部吊入后先整体调整内壳体,内壳体调整完成后再根据内壳体数据调整外壳体。
5.4 管型座的加固必须牢固,内外壳体间的管子千斤顶与尾水管间的支撑管、外部的螺旋扣必须顶牢、拉紧。
5.5 在厂房桥机形成后可以提前将内管型座上半部与上竖井在副安装间组合、焊接完成后一起吊入安装,不仅施工条件较好还会较大的缩短安装工期。
5.6 管型座安装完后在移交土建前需保护好各连接法兰面,需在法兰面上涂抹一层黄油,再在黄油上面覆盖一薄层塑料防止水泥砂浆及雨水对法兰面的侵蚀,对所有连接螺栓孔全部用布塞实。
5.7 管型座安装所使用的测量仪器,如光学水准仪、全站仪等必须进行检测,保证其精度要求。另外,对全过程监控的每一个测点最好能够做到从始至终使用同一台仪器进行观测,避免因仪器系统误差不同而造成对安装精度的判断失误。
5.8 注意对测量点的保护,因为它们是整个测量工作的基准,使用破坏又重新恢复的测量点会增大安装误差,从而造成不必要的时间和经济损失。
5.9 在早、中、晚温差较大的地方安装时要考虑到温度变化对测量仪器的影响,尽量保证在同一时间、同样的温度下进行测量。
6.结语
管型座是机组的主要受力部件也是整个机组安装的基础。吊装前根据实际情况充分考量、仔细研讨出适合现场的吊装方法和方案。调整时须全面考虑各部件间的配合关系,导水机构、定子与之连接后的导叶端立面间隙和定子空气间隙,以及转轮室安装后伸缩节与尾水管的连接。调整完后需仔细加固内、外壳体,浇筑混凝土前对各法兰面及螺栓孔进行有效保护。浇筑混凝土时要对称、均匀的上升并使用仪器全程进行监测。
参考文献:
[1]GB/T8564-2003 水轮发电机组安装技术规范[S].北京:中国标准出版社.2003.
[2]GB50661-2011 钢结构焊接规范.
[3]《管型座安装作业指导书》.