导卫对重轨表面的影响及控制措施
2013-09-06焦建朋赵利永
焦建朋 赵利永
【摘 要】2012年6月28日,邯钢大型轧钢厂全线贯通,为邯钢生产高强度、高精度、高硬度、高质量的优质钢轨,打下了坚实的基础。尤其是60Kg/m重轨的生产成功,填补了河北省在高速客运轨和货运轨研发方面的一项空白。随着高速重轨需求的增长,重轨质量的优劣直接影响到铁路的行车安全和钢轨的使用寿命。在生产初期,重轨的表面质量缺陷长期困扰着生产班组,成为制约生产的技术瓶颈。通过研究发现,万能轧机导卫是影响重轨表面的最大因素。本文简要介绍邯钢大型线生产重轨的万能轧机布置形式、万能轧机导卫组成情况,具体讨论因万能轧机导卫造成重轨“ 刮伤”表面缺陷产生的原因和控制措施,最后得出相关结论。
【关键词】万能轧机;导卫;重轨
一、万能轧机布置形式
万能轧机是重轨生产线的核心设备,也是目前世界上最主要的重轨生产轧机系统。邯钢大型厂的万能轧机采用紧凑式可逆连轧机组,由2架万能粗轧机(U1、U2)、1架轧边机(E)和1架万能精轧机(UF)构成。
二、万能轧机导卫的组成及作用
邯钢大型厂万能轧机重轨导卫由U1、U2、UF、E的共24块导卫组成,其中上、下各12块。E轧机上有三个孔型,需要12块导卫,每个孔型上有4块导卫。一套完整的导卫通常包括横梁、导板、卫板、导卫盒子。导卫通过偏心轴固定在导卫盒子上,导卫的头部与水平辊辊面调成1mm的间隙。导卫盒子通过导卫横梁固定在轧辊轴承座之间,导卫的高低通过导卫横梁垫片、偏心轴的转动来进行调整。
导卫的作用:一是将轧件正确导入轧辊孔型,保证轧件在孔型中稳定轧制;二是顺利、正确的将轧件从孔型中导出,防止堆钢、缠辊。如果导卫安装和使用不当,会造成轧件刮伤、堆钢、缠辊,甚至造成断辊或更严重的设备事故和人身事故。
三、导卫引起的重轨表面缺陷及控制措施
万能轧机导卫是控制重轨表面质量的关键部位,这是因为导卫与重轨在轧机中直接接触。重轨在轧制过程中常因导卫调整不合适,造成重轨头部、腿部、腰部的刮伤,这些刮伤严重影响重轨的质量,制约重轨产能的释放。在60Kg/m重轨调试生产阶段,卫板产生的刮伤主要有上下腿内侧刮伤、上下腰部刮伤、下头部刮伤等。这些刮伤都是由于卫板与重轨在轧制过程中的摩擦造成的。下面结合导卫和孔型简图做讨论。
1、上下腰部的刮伤
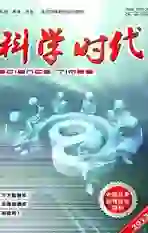
上下腰部的刮伤是由于卫板与辊面的高度和卫板的水平度不合适造成。如果卫板高度高于辊面或与辊面一致时(见图1),此时一定会产生腰部刮伤,因为卫板超出或近似于重轨腰部孔型,因此在调导卫时,要控制d在辊面以下,至少保证5mm。(d为导卫表面与轧辊表面的距离)
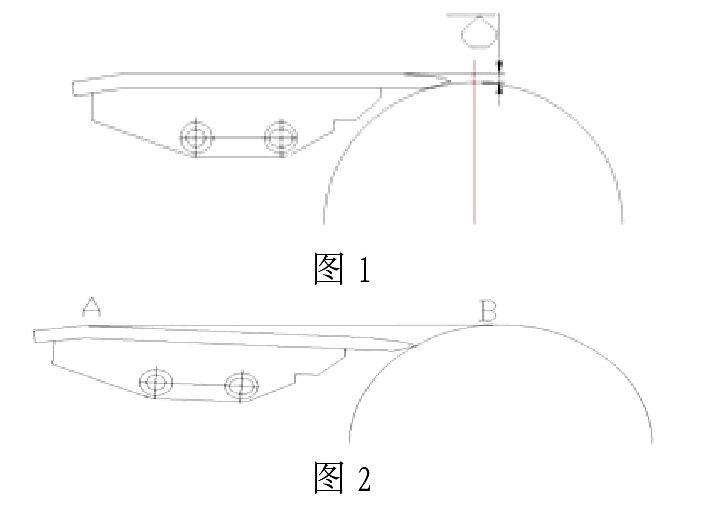
如果卫板不水平,相对于辊面看,卫板尾部A点高于前端B点,将会在点A产生腰部刮伤。如图2,因此,在导卫调整时,严禁卫板的尾部高于前端。保证导卫前后水平。
通过以上两种情况可知,只要控制好卫板的高度d和卫板的水平度,就能减少产生腰部刮伤的几率,此法在以后的生产中得到了很好的运用,取得了明显的成效。
2、上下腿内侧刮伤
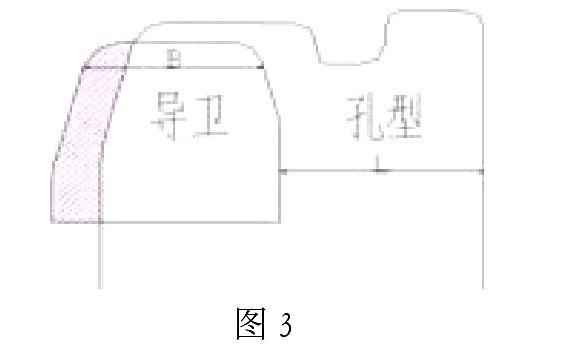
上下腿内侧刮伤产生的原因是卫板超出了重轨腿部孔型。如图3,根据现场观察分析,卫板超出孔型的原因有两点,一是卫板宽度值(B)过大,超出了孔型宽度,这样的卫板无论如何安装,都不可避免产生腿内侧刮伤,因此设计导卫时,卫板宽度要比孔型窄5mm左右。如果遇到超宽的卫板,在保证卫板形状的前提下,将卫板两侧用抛光机同时刨窄。另一个原因是宽度符合设计标准的卫板,但是在上线调导卫时卫板朝孔型腿部一侧偏移过多,也会造成超出孔型情况,因此,在保证不超出孔型的前提下向轨头部移动导卫盒子选择出最佳的卫板偏移量值(L),就能控制腿内侧刮伤。(B为导卫宽度;L为导卫相对于孔型的偏移量)
3、重轨下头部
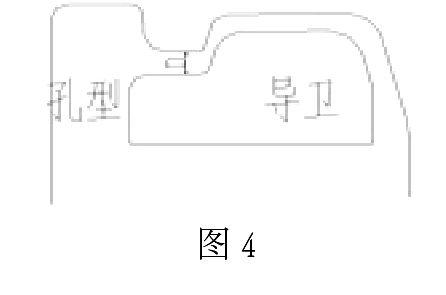
重轨下头部刮伤是由于出口下卫板头部托板高于或齐平重轨下辊头部孔型,就容易产生下头部刮伤。因此在进行调整时要严格控制两者的高度差值,D值越大,越有利于控制此缺陷。但是要保证卫板的整体高度。(D为导卫头部托板与头部孔型的距离)
四、结论
通过对各类刮伤的具体讨论,可以总结出卫板的偏移L、卫板的宽度B、卫板与辊面的高度d、卫板表面棱角毛刺等都是控制重轨刮伤的关键因素,因此在生产中控制好这些因素,就能极大的减少重轨刮伤缺陷。