空间变截面拱式钢塔加工技术
2013-09-04张友为
□文 /张友为
空间变截面拱式钢塔加工技术
□文 /张友为
文章从对空间变截面拱式钢塔加工的重点和难点分析入手,详细阐述了钢塔的加工工艺流程和操作要点,使钢斜塔的加工精度得到了良好地控制。
空间;变截面;钢塔;加工
1 工程概况
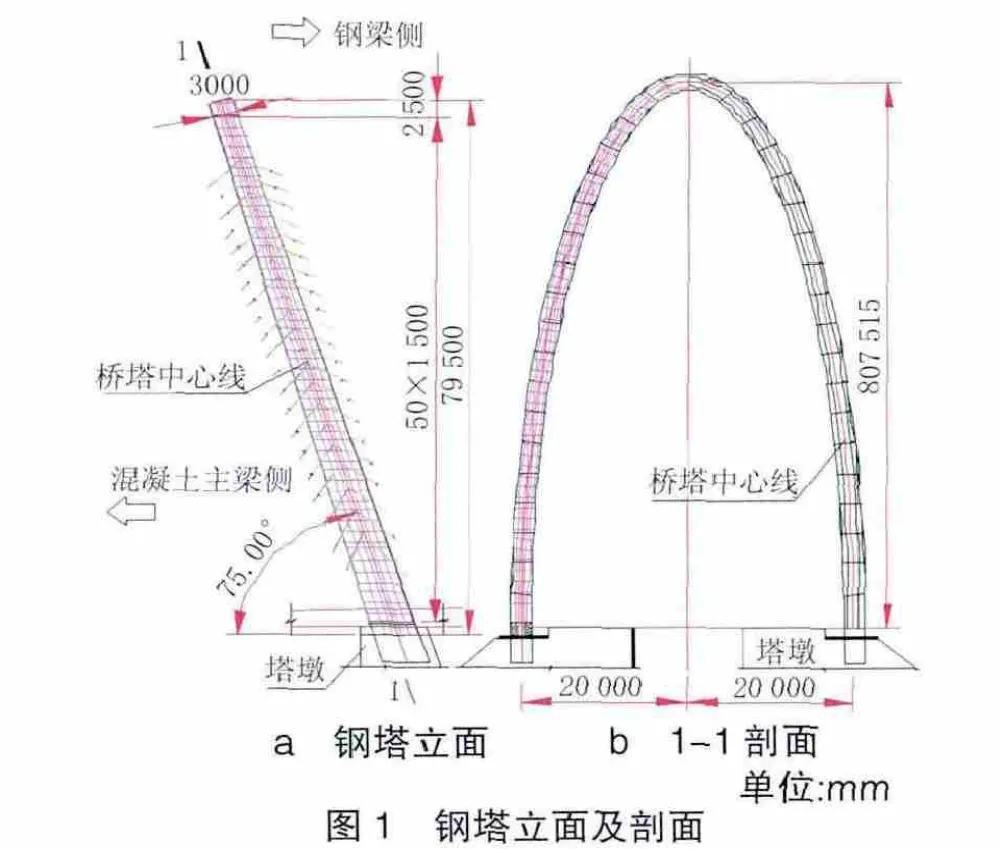
钢塔在主梁结构以上部分高79.5 m,倾角75°,为拱式变截面箱型,主梁从塔中穿过。主塔柱锚索区为钢箱梁结构,断面外形尺寸5.694 m×2.5 m~3.0 m×2.5 m,钢塔箱梁钢板厚度40 mm。主塔为拱式变截面箱型钢塔,见图1。
2 钢斜塔加工重点和难点
1)构成钢塔的钢板为Q345qD钢板,由于钢板比较厚,焊前焊后必须进行热处理,焊前预热采用火焰加热,同时在焊接过程中采取相应的控制变形措施或采用反变形手段,保证钢塔单元段成型后的准确性。
2)由于钢塔倾斜又相对较高,组成钢塔的各个构件之间的精确定位是安装关键。
3)钢塔制作空间相对狭小且带有索盒,每个索盒都带有空间角度,既有水平夹角又有竖直夹角(α、β)且每个夹角都不同。
3 加工工艺流程及操作要点
建立空间立体模型→从模型上采集空间坐标→搭设工装胎→制作精确的加工图纸→加工索盒→组装钢塔梁→钢塔梁的焊接→焊接热处理及变形控制→钢塔安装支架的基础处理与支架受力计算→搭设钢塔安装支架→钢塔梁的吊装→合龙段的安装。
3.1 建立空间立体模型
根据设计给定的理论钢塔轴线标准方程和钢塔的各个断面尺寸,建立1∶1的三维空间模型,见图2。改变以往手工放样的方法,节约了大量的放样时间并且提高了加工精度,保证了下料误差<0.5 mm。

图2 钢塔空间立体模型
3.2 从模型上采集空间坐标
根据空间模型测量出所有起点、横隔板、接口点、终点等特殊断面位置的三维空间坐标,这些坐标既作为搭设工装的控制点,又作为钢塔梁加工的控制点,每个断面给出4个角点的三维坐标,整个钢塔梁给出了若干个断面、控制点、控制坐标。
3.3 搭设工装胎
钢塔梁一般采用在工厂内搭设工装胎具进行加工的方法。把拱式U型钢塔梁的两侧拱圈整体加工,既满足了加工的要求又满足了预拼装的要求。把拱式U型钢塔梁的塔顶作为合龙段的加工工装。
3.4 制作精确的加工图纸
构成钢塔梁箱体的主板都是空间异形结构,既包含弯曲又有渐变截面,钢塔底部最宽,钢塔顶部最窄,所以必须制作平面展开图,平面展开图的制作改变了以往手工机械制图的方法,用三视图确定展开平面的方法,首先按照设计参数制作出空间模型,用计算机软件计算出空间模型的展开图,既节约了大量的时间,降低了劳动强度,又保证了图纸的准确性和精确度。每张单板下料图都是在整体的展开图中剪切下来的,这样既保证了下料图的准确,又保证了每节箱梁拼接口的准确。
3.5 索盒的加工
每个索盒都带有空间角度,既有水平夹角又有竖直夹角且每个夹角都不同。为简化施工,建立了每个索盒在钢塔内的空间模型,按照空间模型制作出每个索盒的单件图,保证所有板件的角度和尺寸准确。
索盒钢板采用数控火焰切割机下料,加工完成后即开始组装,索盒的组装在工装平台上实施。
3.6 钢塔梁的组装
按工艺要求组成钢塔箱体单元段的零部件在加工准备完成后即开始箱体的组装。箱体的组装在工装胎上进行联体组装,同时又作为预拼装。主塔钢梁段组装采用平装法进行,其顺序为箱体底板部件→一侧腹板部件→一侧横隔板部件→一侧中腹板部件→另一侧中腹板部件→另一侧横隔板部件→一侧腹板部件→索盒的组装→顶板部件→外装饰钢板,见图3。

3.7 钢塔梁的焊接
斜拉桥的主要特点是利用桥塔引出的斜缆索作为梁跨的弹性中间支撑,借以降低梁垮的截面弯矩,减轻梁重,提高梁的跨越能力。故钢塔梁一般需要比较厚的钢板,为防止焊接应力过大,组装焊接主要采用药芯焊丝CO2气体保护自动焊进行施工。
钢塔的焊缝焊接要求均为Ⅰ级100%熔透焊,为保证厚板焊接能够达到质量要求,经过大量的焊接工艺试验,总结出适用于厚板焊接的工艺参数,包括焊接电流、电压,焊接速度,气体流速,预热温度,层间温度,后热温度等。焊接时严格控制焊接工艺参数,确保依据已经通过的焊接工艺评定所确定的参数进行。
3.8 钢塔梁的焊接热处理及变形控制
钢塔所有厚钢板焊接时焊前焊后必须进行热处理,焊前预热采用火焰加热,温度控制在100~150℃,加热范围每侧宽度均应大于焊件厚度的1.5倍且≮100 mm,焊后热处理应在焊后立即进行,采用火焰加热温度在250~350℃保温,保温材料采用石棉,保温时间为根据板厚每25 mm板厚1 h,焊后热处理加热范围以焊口中心为基准,每侧不应小于焊缝的3倍。焊接时控制层间温度,层间温度控制在150~200℃。
制作专用刚性约束卡具并结合刚性支撑以及采取反变形措施,使钢结构构件几何尺寸及形位公差符合设计及规范要求。
4 结语
通过对空间变截面拱式钢塔加工技术的研究,总结出了厚板焊接的工艺要求、三维放样技术以及空间结构件的测量定位技术,从而使钢斜塔的加工精度得到了良好的控制,达到了设计和规范的要求,确保了工程质量。
[1]TG/TF 50—2011,公路桥涵施工技术规范[S].
[2]GB 50205—2001,钢结构工程施工质量验收规范[S].
U443.38
C
1008-3197(2013)05-68-02
10.3969/j.issn.1008-3197.2013.05.026
2013-06-04
张友为/男,1972年生,高级工程师,天津天佳市政公路工程有限公司,从事工程技术管理工作。
