H13钢制HSK刀柄热处理工艺
2013-09-01上海工具厂有限公司200438盛瑞瑛
上海工具厂有限公司 (200438) 盛瑞瑛
H13(4Cr5MoSiV1)钢是一种淬透性高、韧性好,并具有良好的热强性能、热稳定性、抗氧化性能和冷热疲劳性能的热作模具钢,广泛应用于高韧性和冷热疲劳抗力的热作模具。
1.HSK刀柄热处理技术要求
我公司开发的高速加工刀柄系统必须满足刚性好,传递扭矩,体积小,动平衡性好,高速下切削振动小,装夹刀具后能够承受高的加减速度和集中应力的要求。结合HSK刀柄的工作环境和H13钢的性能特点,合适的热处理工艺才能使H13钢满足在复杂工作状态中保持刀柄使用性能稳定的要求。
综上所述,设定热处理技术要求:热处理后产品硬度52~56HRC,根据产品规格变形维持在0.03~0.05mm,表面发黑处理,保护膜性能稳定,不易脱落。
2.试验方法
利用现有的设备进行试验,真空试验在IPSEN Internatingal GmbH 制12×105Pa高压气淬炉内进行,盐浴淬火采用现有传统盐浴炉淬火。试验分别采用真空淬火+真空回火和盐浴加热淬火+盐浴回火作比较。工艺路线如下:①盐浴热处理:盐浴淬火→盐浴回火→喷砂→发黑。②真空热处理:真空淬火→真空回火→发黑。
3.试验结果分析
(1)盐浴淬火试验 根据产品热处理技术要求,选择淬火温度区间1000~1050℃,每隔10℃作为1个温度点。试验后发现,最佳温度区间为1020~1035℃,该区间内,材料具有较高硬度和较稳定的硬度分布,而且产生的变形量最小,硬度结果如表1所示。

表1(HRC)
回火后金相组织(见图1)显示,回火比较充分,达到了北美压铸模协会(NADCA)的要求。选取试验工件10件,每件工件上取3段径向圆跳动测试点,如图2所示。检测内孔变形(见表2)和径向圆跳动(见表3)表明,内孔尺寸变化稳定在0.025mm以下,3段径向圆跳动值均在0.02mm以下,基本上没有变化,完全符合要求。

图1 回火后的金相组织
(2)真空淬火试验 真空热处理为高效、节能和无污染的清洁热处理。处理件具有无氧化,无脱碳、脱气、脱脂、表面质量好,变形小,综合力学性能高和可靠性好(重复性好、寿命稳定)等一系列优点。
北美压铸模协会研究认为,虽然盐浴奥氏体化和油淬等热处理方法可进行H13钢的热处理,但是唯有真空热处理应用其特有的程序控制工艺,能获得最佳的金相组织和力学性能,并减少变形和开裂。

图2

表2 内孔尺寸盐浴淬火检测结果 (mm)

表3 盐浴淬火3段径向圆跳动测试结果 (mm)
据NADCA推荐热处理工艺,结合盐浴热处理的结果,选用1020~1030℃的奥氏体化温度,采用高压气淬的方法冷却,然后分别用500~550℃在真空回火炉中进行三次回火。淬火、回火后硬度如表4所示。

表4 (HRC)
相比盐浴回火后的组织,真空淬火的回火组织(见图3)更细,更为均匀。检测内孔变形(见表5)和径向圆跳动(见表6)表明,内孔尺寸变化稳定,在0.02mm以下,3段径向圆跳动基本上没有变化,完全符合要求。相比盐浴热处理,真空热处理后变形更小。

图3 回火后的金相组织

表5 内孔尺寸真空淬火检测结果 (mm)

表6 真空淬火3段径向圆跳动测试结果 (mm)
从上述试验结果可以看出,真空热处理略优于盐浴热处理,且真空热处理后产品的外观表面明显优于盐浴热处理的外观,并且采用真空热处理后可减少喷砂处理环节,减少盐浴热处理产生的废水、废气和废渣,具有明显的经济效益和社会效益。故确定真空热处理作为HSK刀柄的最终热处理工艺。
(3)发黑处理 在工艺开发过程中,先试验了普通碱性发黑,发现普通碱性发黑后的产品表面略微泛红,达不到同类产品的外观要求。为此,我们从欧洲某公司引进了常温发黑工艺,表7是两种发黑工艺的对比。
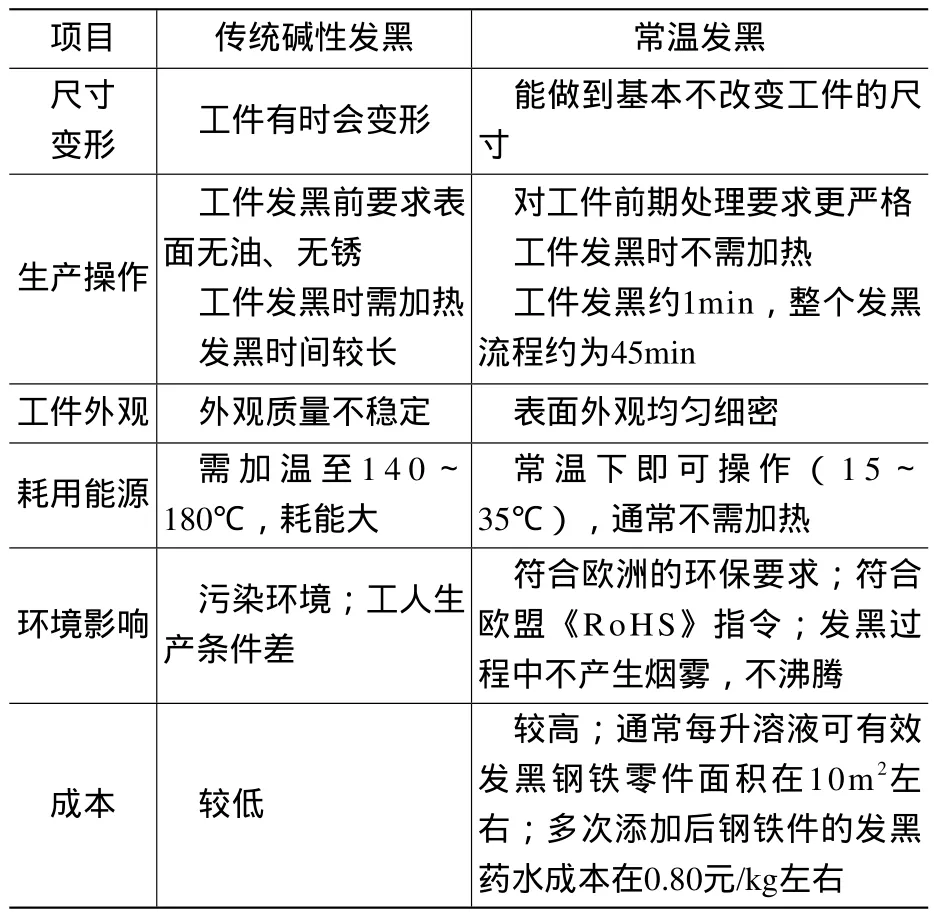
表7 普通碱性发黑和常温发黑对比
