发动机铝合金缸盖加工面损伤控制措施
2013-08-31杜广友
杜广友,陈 翥
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
随着汽车工业的不断发展,不但对零件的尺寸有着严格的要求,而且对零件的表面品质要求也越来越高。然而,由于发动机缸盖多采用的是铝合金材料,硬度低,在生产过程中容易产生表面损伤。本文将结合上汽通用五菱发动机制造部机加工车间的实际情况,研究影响缸盖表面质量最基本、最常见的缺陷——缸盖表面损伤,通过研究分析损伤的类型及影响的主要因素,并提出在实际生产中的预防和改善的控制措施。
1 缸盖铝合金表面损伤的形成及现状分析
在缸盖生产或搬运的过程中,缸盖的表面由于生产过程或搬运过程中存在碰撞、挤压、跌落或机床加工时定位不好等原因,导到缸盖表面形成压伤、划伤、凹坑、凸起、变形等品质缺陷。在实际生产中,如果不及时发现并进行处理此类缺陷,则会给生产和质量带来很大的影响,甚至会造成批量报废。从每月工废统计的数据分析看,每月缸盖表面损伤报废占了整个工废数的60%左右。所以,缸盖零件表面损伤已是困拢缸盖生产线的一个难题,要降低零件的工废率必须要从减少零件表面损伤方面下手。
2 常见的铝合金缸盖表面损伤形式及控制方法
缸盖的损伤形式主要有:缸盖顶面损伤、缸盖底面损伤、缸盖前后端面损伤、缸盖进排气面损伤以及缸盖油封平台损伤。
根据缸盖表面损伤的形式,下面我们对缸盖的几种损伤缺陷进行分析并制定相关的整改措施。
2.1 缸盖顶面损伤的原因分析及控制方法
(1)原因分析
缸盖零件顶面在OP80加工中心精加工之后,顶面的粗糙度要求为小于Ra1.6,如果表面存在轻微的碰撞,将影响零件的表面粗糙度,严重的情况下将会造成缸盖顶面与缸盖罩密封不严导致缸盖泄漏的现象。
(2)控制方法
经过分析,缸盖顶面损伤主要有两个方面,其产生原因及改进措施如表1所示。

表1 缸盖顶面损伤产生原因及改进措施
2.2 缸盖底面损伤的原因分析及控制方法
(1)原因分析
缸盖零件底面在经过精加工之后,底面的粗糙度要求小于Ra0.8。即使表面存在轻微的损伤,都将会影响缸盖与缸体的密封性,严重明会影响发动动机的性能。
缸盖底面损伤主要有以下几方面原因:
一是,缸盖零件在运输过程中底面与滚道接触,而滚道存在不平,滚道贴有铝屑、滚道卡料等,所以在运输过程中极易造成底面压伤。
二是,由于缸盖在最终清洗时需要经过翻转清洗,横移清洗吹干等工序,在清洗过程中清洗机的运动部件极易对缸盖底面导致损伤,零件定位面贴有铝屑等原因也很容易造成损伤。
三是,零件在清洗完后还要进行最终试漏,如果零件清洗不干净,铝屑便会掉到工装上与零件的底面接触,在试漏过程中,设备顶起缸盖,并在工装与缸盖之间施加一个很大的力,导致夹在工装与零件这间的铝屑压入零件底面中造成较大的凹坑。
(2)控制方法
综上所述,我们把缸盖底面压伤的原因和措施具体列表如表2所示。

表2 缸盖底面压伤产生原因及改进措施
2.3 缸盖前后端面损伤的原因分析及控制方法
(1)原因分析
缸盖零件前后端面加工的位置为OP90加工中心,前后端面的粗糙度要求为小于Ra1.6。其中,前端面安装出水口支座,此处要求较高,如果此部位有压伤则会造成发动机冷却水泄漏,将严重影响发动机运行。后端面则安装正时链轮。
导致缸盖前后端面压伤有几方面的原因:
一是,员工在操作过程中过于用力,导致缸盖的前后端面与设备工装或手动输送滚道的导条接口处产生碰撞。
二是,设备的上料工装限位块过于锐利,缸盖在进出设备工装时很容易产生碰伤、划痕。
三是,滚道导向条接口不平,零件在拉过接口时容易引起零件前后端面与导向条接口碰撞产生撞伤。
综上所述,我们把缸盖前后端面压伤的原因和措施具体列表,如表3所示。
(2)控制方法

表3 缸盖前后端面压伤产生原因及改进措施
2.4 缸盖进排气面损伤的原因分析及控制方法
(1)原因分析
缸盖进排气面的粗糙度要求较高,一般为小于Ra1.6。排气侧在工作过程中经受高温考验,排气侧表面有损伤会严重影响发动机的气密性。进气表面有损伤,则可能会导到燃油泄漏,发动机性能不足的情况。
产生缸盖进排气面损伤的原因有两种:一种是员工在生产操作过程中过于粗鲁,缸盖与设备/滚道边角产生碰撞而产生压痕;另一种是零件在过滚道旋转台时,滚道系统故障,导致缸盖被旋转的转台夹伤零件进排气面。
(2)控制方法
下面我们通过图表方式对此问题进行分析,分析如表4所示。

表4 缸盖前进排气面损伤产生原因及改进措施
2.5 缸盖油封平台损伤的原因分析及控制方法
(1)原因分析
在生产过程中,缸盖线导管座圈压装机压装工件时,经常出现因油封平台面贴有铝屑而导致油封平台压伤,设备在对缸盖进行压装导管时导管与零件压装密封性不好而造成缸盖燃烧室泄漏不合格。
经检查,贴在油封平台的铝屑较大,而且呈半圆状。圈状铝屑残留在缸盖油封平台底部,因颗粒大被卡在工件内清洗机无法清除,导致缸盖在OP70导管座圈压装时,缸盖油封平台面因压伤而报废。究其原因,此问题主是要因为缸盖零件铝屑过大,清洗机清洗不干净造成。
通过检查发现此铝屑为加工挺杆孔时产生。由此说明了加工挺杆孔的刀具断屑不好,需要对此刀具进行改进。同时我们也需要对清洗机的清洗能力进一步提高。
(2)控制方法
针对问题,制定以下方案,如表5所示。
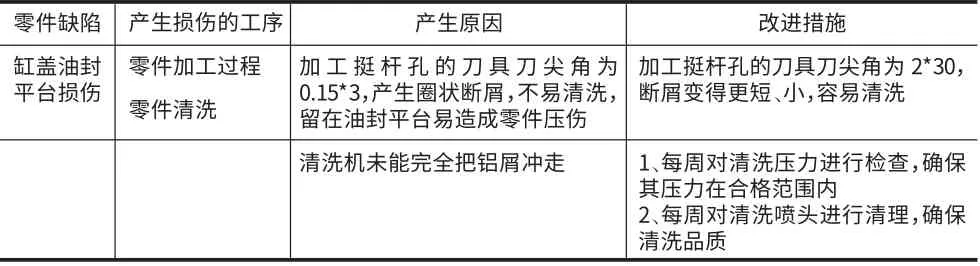
表5 缸盖油封平台损伤产生原因及改进措施
3 结束语
铝合金缸盖制造工艺比较复杂,要想觖决缸盖表面损伤的问题,就必须从加工工艺、刀具、设备工装夹具,滚道系统,人员操作等方面入手,通过加强对加工工艺/刀具的优化,设备工装夹具/滚道系统的维护改造以及不断提高员工的技能,在实际生产中一旦出现零件表面损伤的情况,要做到多方结合,及时调整,只有这样才能有效地预防和改善零件表面损伤的现象,提高零件品质。
[1]达世亮.汽车制造切削加工系统工程及应用[M].上海:机械工业出版社,2009.
[2]毛平淮.互换性与测量技术基础[M].北京:机械工业出版社,2006.
