基于宏程序的渐开线凸轮加工
2013-08-31刘振超
刘振超
(柳州铁道职业技术学院,广西 柳州 545007)
凸轮及凸轮轴是汽车、摩托车等行业广泛应用的关键零件之一,其凸轮轮廓通常为复杂的非圆曲线,如渐开线曲线、圆弧曲线等,数控编程较复杂,如果使用传统的手工编程则难以完成,若采用CAM软件自动编程和加工,则存在程序段长,可读性差等问题。如果利用宏程序的变量设置、变量运算等功能编制程序,不但程序段短,而且通用性强,对相同形状不同规格的零件只需修改形状参数即可加工。对于中等难度的零件,使用宏程序加工要比自动编程效率更高。
1 渐开线凸轮的数学模型
1.1 已知条件
如图1所示为汽车刹车凸轮轴的凸轮轮廓线,由渐开线轮廓AB、过渡圆弧BC、CD、DE等光滑连接而成,而且呈对称结构。由A、B、C、D、E各点光滑连接而成的轮廓构成了凸轮轮廓的一半,经逆时针旋转180°后形成了凸轮轮廓的另一半。
凸轮材料为40Cr(锻件),调质处理。
依据凸轮的设计图纸,渐开线的基圆半径rb=20 mm,凸轮上渐开线的起点A和终点B所对应的压力角分别为39.1°和166.5°。将其转换为弧度单位得渐开线的角度范围为:0.682 rad≤α ≤2.906 rad。
以渐开线基圆圆心O为原点,以渐开线在基圆上的起点P与基圆圆心O的连线为X轴建立直角坐标系XOY,则连接圆弧各节点C、D、E的坐标(X,Y)分别是:C(-71.33,-2.02)、D(-38.42,-17.34)、E(-31,-25.2),其中,BC段圆弧半径为15mm,CD段圆弧半径为48mm,DE段圆弧半径R15mm。
由于凸轮轮廓相对于原点O呈对称关系,因此凸轮上A点相对于E点也相对于O对称,所以A点的坐标为(X31,Y25.2)。

图1 渐开线凸轮轴零件图
1.2渐开线方程
如图1所示,设渐开线基圆半径为rb,渐开线上任意一点的展开角为θ,在直角坐标系XOY中,渐开线的直角坐标方程为:

如图2所示,根据渐开线的性质,渐开线上任意一点K 的向径Ok=r,α、θ 分别为K 点的压力角和展开角,OP为极坐标轴(与X轴重合),则渐开线的极坐标方程为:

其中0.682 rad≤α ≤2.906 rad。
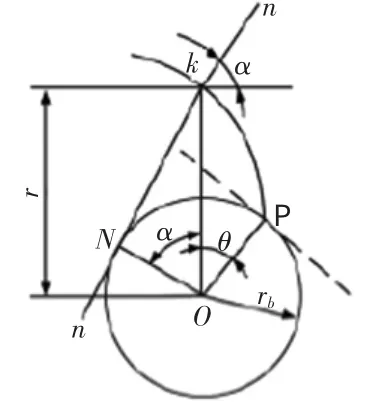
图2 基半圆径为rb 的渐开线
2 工艺分析
该凸轮材料为40Cr,经过调质处理,因此选用高速钢立铣刀进行加工。首先用Φ18立铣刀粗铣,留精加工量0.5mm,再用Φ16立铣刀精铣。精铣时主轴转速取600 r/min,进给量选20m/min。
在加工时,选择在OA的延长线上一点M(40,32.516)下刀,建立刀具半径补偿,直线走刀到A点,刀具从渐开线的起始点A出发,经过B、C、D、E后又回到A点,逆时针铣完凸轮全部渐开线及圆弧曲面。在这里考虑到切入点A呈微内凹状态,容易引起过切,所以不采取圆弧切入A点的进刀方式。
3 宏程序
因篇幅原因,这里只介绍精加工的数控程序编制情况。编制程序时采用Φ16立铣刀(T01),刀具长度补偿号H01,刀具半径补偿号D01,采用直线插补方式,选取压力角α 为自变量,其步长取0.01 rad。在FANUC-0I系统下凸轮加工的精加工程序。
变量设置说明:将渐开线压力角设置为#1,压力角终值设为#2,基圆半径设为#3。
O1111;//渐开线加工的子程序
N10#11=0.01//设置压力角递增值为0.01rad
N20WHILE[#1 LE#2]DO1//当压力角#1小于或等于终值#2时,执行循环体1
N30#4=tg[#1]-#1//计算展开角θ
N40#24=#3*[cos[#4]+#4*sin[#4]]//计算节点坐标X
N50#25=#3*[sin[#4]-#4cos[#4]]//计算节点坐标Y
N60G01 X#4 Y#5 F20//直线插补
N70#1=#1+#11//自变量递增
N80 END1//循环体1结束
N90M99//子程序结束
O1301;主程序名
N10G90G49G80G21G40G69//程序初始化
N20M06 T01//调用1号¢16mm立铣刀
N30G54G00 X40Y32.516//刀具快速定位至起刀M点上方
N40G43 Z150.0 H01//执行1号刀具长度补偿,刀具快速定位到Z150.0处
N50M03 S600//主轴以转速600 r/min正转
N60 Z2.0M08//刀具快速下降到Z2.0处,打开切削液
N70G01 Z-5.0 F20//刀具工进下刀到Z-5.0处,速度20mm/min
N80G01G42 X31Y25.2 D01//引入半径补偿,插补到A点
N90 G65 P1111 A0.682 B2.906 C20//调用宏程序加工渐开线段,传递变量#1=0.682、#2=2.906、#3=20
N100G03X-71.33 Y-2.02R15.//加工过渡圆弧
N110G02X-38.42Y-17.34R48.//加工过渡圆弧
N120 X-31.Y-25.2R15.//加工过渡圆弧
N130G40G01 X-40Y-32.516//取消半径补偿,退刀至M相对于原点O的对称点处
N140G68 X0 Y0R180.//坐标系旋转180度
N150G01G42 X31Y25.2D01//引入半径补偿
N160G65 P1111 A0.682 B2.906 C20//调用宏程序加工渐开线段传递变量#1=0.682、#2=2.906、#3=20
N170G03 X-71.33 Y-2.02R15.//加工过渡圆弧
N180G02X-38.42Y-17.34R48.//加工过渡圆弧
N190 X-31.Y-25.2R15.//加工过渡圆弧
N200G40G01 X-40Y-32.516//取消半径补偿
N
210G69//取消坐标旋转功能
N220 G00 G49 Z200.//撤销长度补偿功能并抬刀至Z200处
N230M5//主轴停
N240M30//程序结束
当要加工类似的形状相同而参数不同的渐开线凸轮时,只要改变主程序中N90程序段的自变量A、B、C的赋值即可,不需要改变子程序和主程序,因此程序具有通用性。
该程序在FANUC oi系统的数控机床中用图形模拟功能检验过,程序运行完全正确。
4 结束语
由于宏程序可以进行变量设置、变量运算和流向控制等功能,利用宏程序加工非圆曲线类零件如渐开线、椭圆、抛物线等,具有程序段短、便于修改等优点,而且对加工尺寸不同但形状相同的零件时,只要改变相关变量的数值即可,不需要对每种零件都编制加工程序。这种方法有利于数控加工程序的标准化、模块化、柔性化,对于扩展系统功能,充分发挥数控机床的性能有着十分重要的作用。
[1]孙德茂.数控机床铣削加工直接编程技术[M].北京:机械工业出版社,2004.
[2]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2008.
[3]吴胜强.宏程序在非圆曲线轮廓加工中的应用[J].机床与液压,2009,(4):189-190.
[4]付 晋,石 莹.宏程序在数控铣削中的应用[J].煤矿机械,2009,30(9):127-128.
