热压因子对杨木无胶纤维板性能的影响
2013-08-29谢力生刘佳权杜安磊
谢力生 刘佳权 杜安磊
(中南林业科技大学,长沙,410004)
湿法生产纤维板不需要施加胶黏剂,而目前工业化干法生产纤维板都需要施加胶黏剂。由于废水处理困难,产品密度和厚度受到限制等原因,除软质纤维板还有采用外,湿法生产工艺已基本被淘汰。胶黏剂的施加,除增加生产成本外,如施加脲醛树脂胶黏剂的产品还会因释放游离甲醛而影响人类的身体健康,因此国内外许多学者都开展了无胶纤维板的研究,并取得了一定的成果[1]。有的添加化学助剂对纤维表面进行活化处理[2-3],有的则依靠植物纤维本身的天然物质的转化来实现无胶纤维板的热压成形[4-5]。笔者受湿法纤维板生产工艺和木质素热塑融合理论[6]的启发,采用最简单的方法对干法无胶纤维板热压成形规律进行了探索,通过大量的实验,掌握了一些基本规律。其中热压温度、压力、时间和板坯含水率对热压成形与否及其产品性能有重要的影响。
1 材料与方法
1.1 材料
①QD型实验热压机,上海人造板机器厂制造,压板幅面尺寸500 mm×500 mm,电加热,压板可通自来水降温;②MWD-50型木材万能力学试验机,济南试金集团有限公司制造,微机控制;③SKGD-01型电热恒温鼓风干燥箱,湖北黄石市医疗器械厂制造。
木纤维,由湖南益阳某中纤板厂提供,原料为意大利杨(Populus euramevicana cv.),由镇江中福马机械有限公司制造的BM-44″热磨机分离、干燥而成,未施加胶黏剂,含水率14%左右。
1.2 方法
采用正交试验法压制无胶纤维板,通过对制品物理力学性能的检测,研究热压因子(热压温度、压力、时间和板坯含水率)对产品性能的影响规律。正交试验方案如表1所示。每个试验重复3次,其结果取平均值。
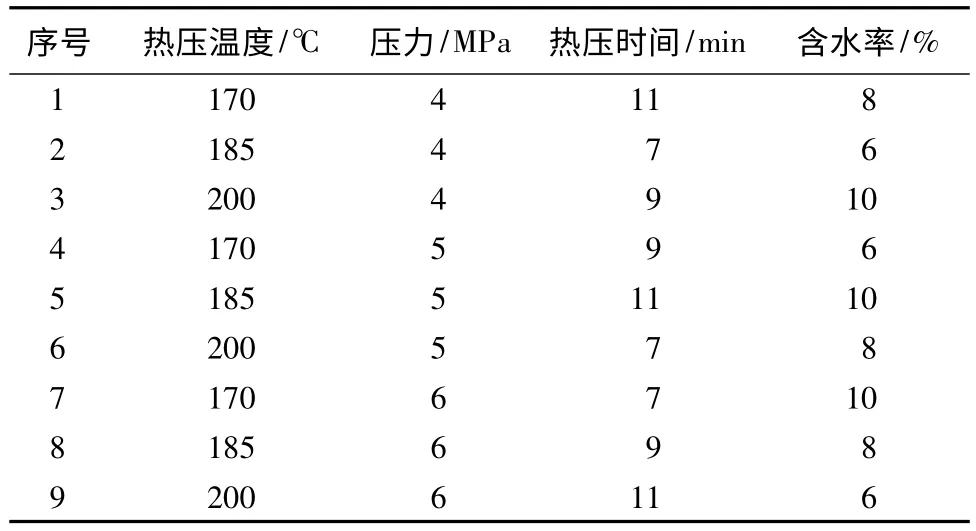
表1 试验方案
到达热压时间后,保压冷却压板至约100℃再卸压开启。
将纤维在高速搅拌机中打散,测定纤维含水率,每次称取绝干质量为500 g的纤维,放入干燥箱中在(103±2)℃温度下干燥至要求的含水率;板坯采用手工制作,模框尺寸为215 mm×215 mm,板坯放置于不锈钢垫板上;调整热压机的热压参数,当热压温度稳定在设定值时,将板坯放入压机中进行热压,到达所要求的热压时间后,在保压状态下停止加热并迅速通入自来水对热压板进行冷却,当热压板温度下降至约100℃时停止冷却并开启压机;压制出来的产品按GB/T 17657—1999测试其密度(ρ)、静曲强度(MOR)、弹性模量(MOE)、内结合强度(IB)和24 h吸水厚度膨胀率(TS)。
2 结果与分析
试验结果如表2所示。各因子在不同水平时的产品检测性能的平均值如表3所示。

表2 试验结果

表3 各因子在不同水平时的产品检测性能的平均值
2.1 热压温度对产品性能的影响
由表3可知,热压温度在170~200℃范围内对无胶纤维板的各项物理力学性能有显著影响,热压温度提高,IB、MOR和MOE显著提高、密度增大,TS显著下降。这是由于温度提高有利于纤维的塑化,纤维之间接触更紧密,板材密度增大,因而MOR和MOE得到提高;同时温度提高有利于纤维(特别是芯层纤维)中的木质素熔融流展,纤维之间的木质素相互融合,当温度下降到玻璃态转化温度以下时,木质素凝固而将纤维连接在一起,因而IB提高而TS下降。
2.2 热压压力对产品性能的影响
由表3可知,热压压力在4~6 MPa范围内对无胶纤维板的各项物理力学性能有显著影响,热压压力提高,IB、MOR和MOE显著提高,密度增大,TS显著下降。这是由于压力提高,纤维接触更紧密,板材密度增大,因而MOR和MOE得到提高;同时压力提高有利于木质素在熔融状态下流展融合,因而IB提高而TS下降。
2.3 热压时间对产品性能的影响
由表3可知,热压时间在7~11 min范围内对无胶纤维板的各项物理力学性能有不同程度的影响,热压时间增加,IB明显提高,MOR和MOE有所提高,密度稍有增大,TS有所下降。这是由于热压时间增加,在温度和压力的作用下板材会进一步密实,因而各项物理力学性能有所提高;IB之所以明显提高,是由于板材芯层纤维需要较长时间的传热才能充分塑化,其木质素才能充分流展融合。
2.4 板坯含水率对产品性能的影响
由表3可知,板坯含水率在6%~10%范围内对无胶纤维板的各项物理力学性能有较大的影响,板坯含水率增加,IB、MOR和MOE有较明显的提高,密度有所增大,TS显著下降。在较低含水率范围(6%~10%)内,含水率增加有利于传热和纤维塑化,因而板材密度增加,MOR和MOE提高;含水率增加能降低木质素的软化温度[7],使木质素(特别是芯层纤维中的木质素)更加充分流展融合,因此IB提高,TS下降。
2.5 产品密度与物理力学性能的关系
根据表3的数据,可以得到图1所示产品密度与物理力学性能的关系。可以看出,产品密度在0.8~1.1 g/cm3范围内,MOR、MOE和IB都随密度的增加而直线提高,TS随密度的增加而直线下降。这说明密度对无胶纤维板的物理力学性能起着决定性的作用。
2.6 产品物理力学性能
根据前面的分析,在试验取值范围内的较佳工艺参数为热压温度200℃、热压压力6 MPa、热压时间11 min、板坯含水率10%。以此工艺参数压制杨木无胶纤维板,产品物理力学性能检测结果如表4所示。
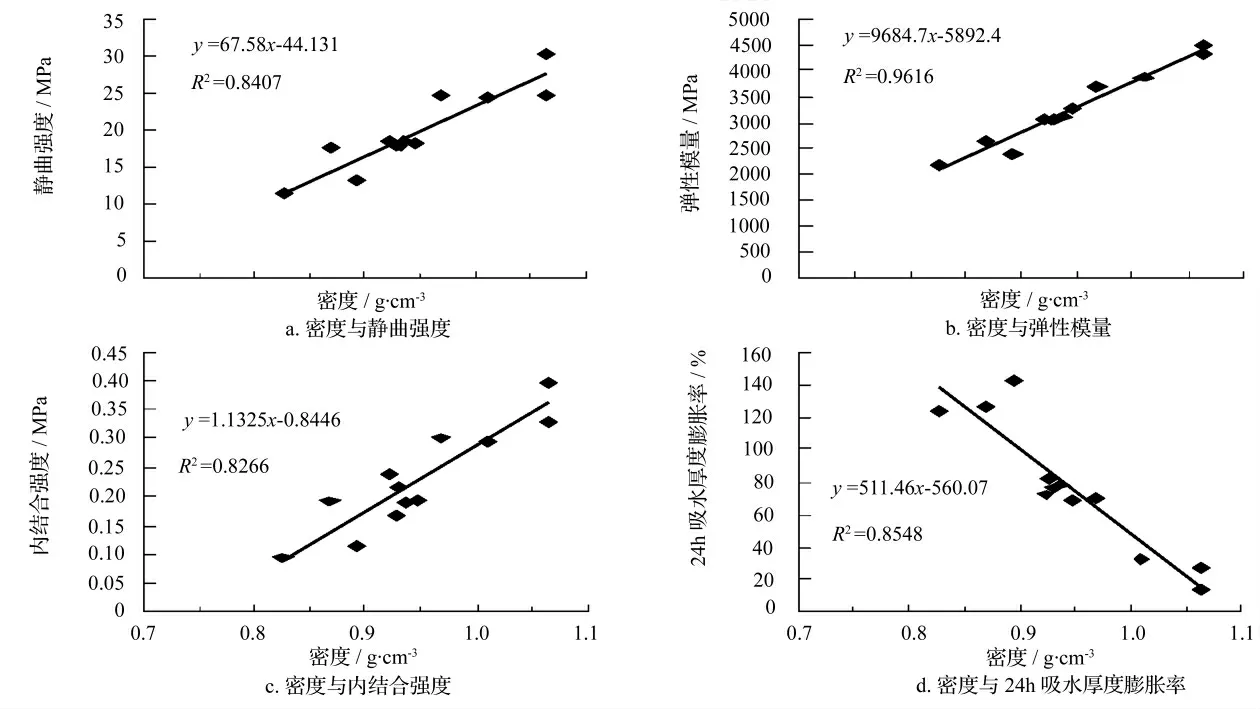
图1 产品密度与物理力学性能的关系

表4 较佳工艺条件下的试验结果
3 结论
在试验范围内热压温度和热压压力对产品的物理力学性能有显著影响,板坯含水率的影响次之,热压时间的影响较小。随着热压温度、热压压力、板坯含水率和热压时间的增大,产品的MOR、MOE、IB和密度增大,TS减小。
产品密度在0.8~1.1 g/cm3范围内,随着密度的增大MOR、MOE和IB呈直线增大,TS呈直线减小。
在热压温度200℃、热压压力6 MPa、热压时间11 min、板坯含水率10%的条件下压制无胶杨木纤维板,产品厚度9.13 mm、密度1.185 g/cm3,其物理力学性能值为MOR52.8 MPa、MOE6 413 MPa、IB0.92 MPa、TS7.56%。
[1]杜安磊,谢力生,唐忠荣.无胶人造板的研究进展与展望[J].中南林业科技大学学报,2012,32(1):130-133.
[2]金春德.无胶人造板工艺的研究[D].哈尔滨:东北林业大学,2002.
[3]周晓燕,成书生,何翠芳.杨木/棉秆复合无胶纤维板制备工艺初探[J].林业科技开发,2008,22(5):47-49.
[4]曹忠荣,阎昊鹏,郭文莉.干法无胶纤维板黏合机理的研究[J].木材工业,1996,10(4/5):3-6.
[5]Xu J,Sugawara R,Widyorini R,et al.Manufacture and properties of low-density binderless particleboard from kenaf core[J].J Wood Sci,2004,50:62-67.
[6]吴庆定.木质粉末高压无胶模塑成形原理与技术研究[D].长沙:中南林业科技大学,2010.
[7]徐咏兰.中高密度纤维板制造与应用[M].长春:吉林科学技术出版社,2002:17-18.
