铸件振动浇注试验研究
2013-08-28湖南紫荆铸业有限公司益阳413414向龙生黎凡七
湖南紫荆铸业有限公司 (益阳 413414) 向龙生 黎凡七
用振动浇注来改变金属的结晶条件,以提高金属基体的质量、力学性能的方法,国外早已成功应用在钢锭的生产中,国内外不少专家和铸造工作者,也曾在不同的铸型上做了一些试验,取得了一定经验,但由于各种原因,如铸型的可靠度、振动浇注的设备、工装,以及对振动浇注技术的工艺参数的选择等,存在诸多技术问题,因而振动浇注真正应用于生产中的实例太少。
ZG25MnCrNiMo是铁路机车配件的定型材料,根据不同的热处理方法得到不同性能的钢种:正火+回火(C级钢)、淬火+回火(E级钢)。但ZG25MnCrNiMo材料有着共同的裂纹倾向。
振动浇注提高铸件力学性能的原因在于,振动使合金的晶粒得到明显的细化。由细晶强化理论可知,晶粒越细,晶界面积越大,晶界对晶内位错的阻碍作用越大,因此迫使晶粒发生变形所需的外力也就越大,即合金的强度就越高。
试验目的:去除金属液内的气体;细化晶粒;通过振动浇注减少ZG25MnCrNiMo材料裂纹倾向,提高铸件的致密度、力学性能和金相级别。
1.试验条件
(1)浇注方法 同炉材料用不同方法,即振动浇注、非振动浇注。
(2)振动浇注设备 采用双激振器同步锁相装置,其激振力输出为垂直方向(单维),运转时相位差极小,甚至为零(不产生任何分力)。振动时非常符合金属液周期性的压缩和拉伸,对金属液的除气、结晶、生核率,晶粒细化与杂质的破碎,以及熔液黏度的降低和补缩起到极为有利的作用。该装置的振动频率可在0~200Hz范围内调节,振动频次为7000~10 000次/min。
ZG25MnCrNiM材料化学成分见表1。

表1 ZG25MnCrNiM材料化学成分(质量分数) (%)
2.试验过程
将试验所用水玻璃砂的铸型、覆膜砂型、试棒砂型码放在一个金属平面工作台上,通过连接在工作平台上的双激振器同步锁相装置,使工作平台及铸型产生所需要的振动频率和振幅。浇注前将振动频次控制在5000次/min左右,浇注时再将振动频次提升至10 000次/min。浇注结束后5min将振动频次稍降,并保持到钢液初步凝固之后再停止振动。
3.试验结果与讨论
(1)浇注试样状态 见表2。

表2 浇注试样状态
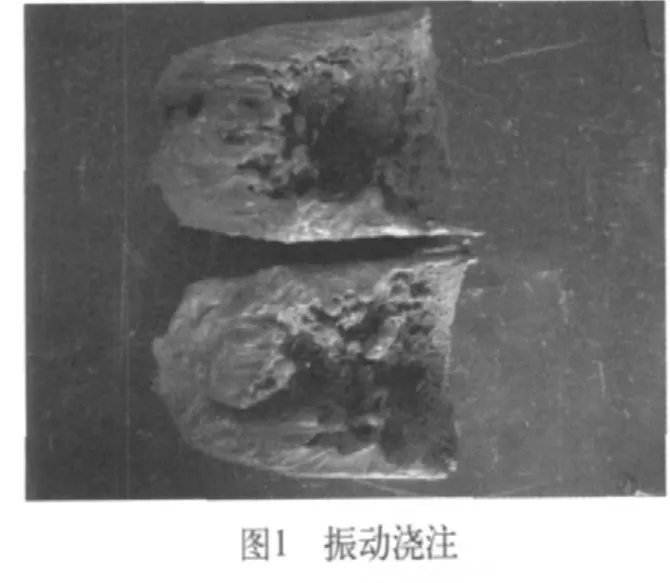
(2)振动浇注对浇冒口补缩能力的影响 由图1、图2对比显示,振动浇注的冒口剖面明显缩下去,而未振动浇注的冒口没有缩下去,证明通过振动可使组织致密。

(3)金相对比 见表3。
通过振动浇注的基尔试棒1001-1E调质组织6级(见图3),非振动浇注1001-E调质组织7级(见图4),两者相差一级 。
(4)力学性能对比 见表4。

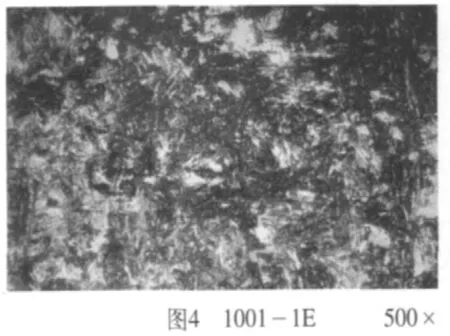
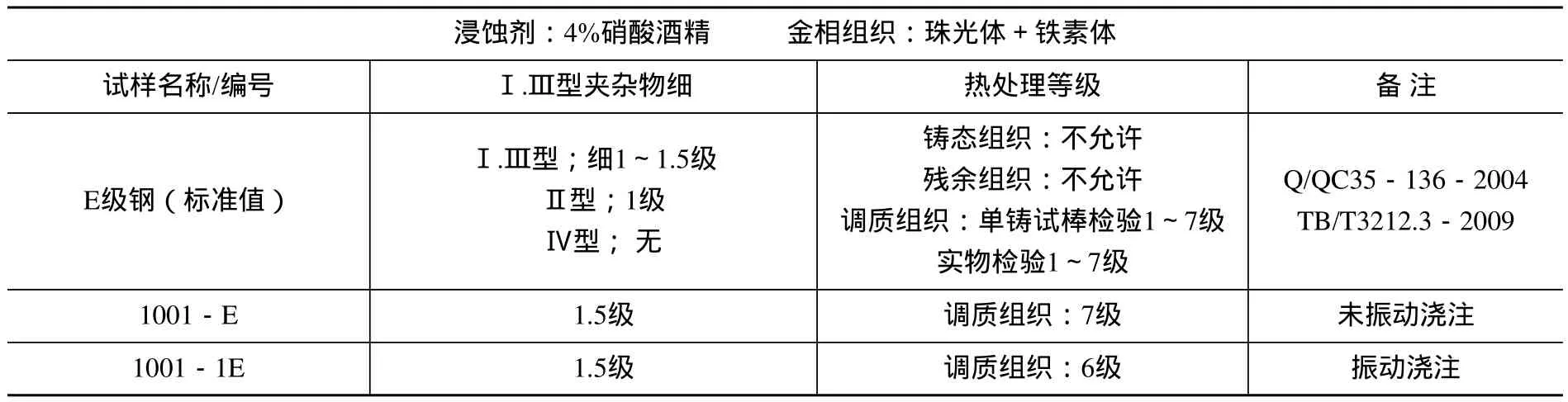
表3 金相对比

表4 力学性能
4.结语
用双激振器同步锁相装置控制振动频率和振幅,振动浇注时,使水玻璃砂铸型、覆膜砂铸型振动频次控制在7000~10 000次/min,即>100Hz。在这个频率范围内铸型既不垮砂,又能改善铸件结晶组织及力学性能,明显减少了ZG25MnCrNiMo材料铸件的裂纹。
通过振动浇注ZG25MnCrNiMo材料铸件的基尔试棒1001-1E调质组织6级,明显高于1001-E调质组织7级。
通过振动浇注,明显提高ZG25MnCrNiMo材料铸件的力学性能。
目前,我公司多种铸钢件均采用振动浇注,取得了较好的经济效益。
(20120926)
