镦粗比对锻件预处理后组织和硬度的影响
2013-08-28陕西法士特汽车传动集团有限责任公司宝鸡722409马锋刚雷海娇
陕西法士特汽车传动集团有限责任公司 (宝鸡 722409) 马锋刚 雷海娇
材料的镦粗比应保证材料具有足够大的变形量,以减少或消除材料中的铸造和轧制组织,使组织均匀分布。下面就镦粗比对锻件预处理后的组织和硬度的影响,分别对镦粗变形量大的锻件和变形量小的锻件从横向和纵向截面的金相组织上作对比和分析。同时,将试样进行退火和等温正火处理后对比不同热处理工艺对组织和硬度的影响。
1.原材料及锻压设备
原材料规格为φ85mm热轧钢棒材,材质为8620RH(美国牌号),相当国产牌号20CrNiMoH。具体成分如附表所示。按GB/T6394渗碳法检验钢材奥氏体晶粒度为5~8级。

8620RH材料主要化学成分(质量分数) (%)
所使用锻压设备为原德国米勒万家顿锻压机械有限公司制造35MN锻造用曲柄压力机自动生产线,结构为一个模座上分布5个工位,分别为预镦粗、镦粗、预锻、终锻、冲孔。本试验针对预镦粗、镦粗工位坯料不同的变形量进行取样,并做热处理研究。
2.取样
坯料尺寸φ85mm×175mm,高径比为1.85。理论要求坯料的高径比1<H/D<2,镦粗比为6~8较为合理。小变形(鼓形)φ95mm×113mm,镦粗比为y1=175/113=1.55。大变形(饼形)φ190mm×25mm,镦粗比为y2=175/25=7(见图1)。取样部位为“网格法镦粗试验”,沿坯料对称面所划分三个变形区中的第Ⅱ区,即坯料中段,距中心约2/3处,试样尺寸为20mm×20mm×20mm。

图1
3.试验方法
方法一:退火,工艺为到温入炉930℃ ,保温60min,随炉冷却至400℃出炉空冷。
方法二:等温正火,工艺为加热930℃×60min,空冷到约600℃,进等温炉600℃×120min,出炉后空冷。
4.结果对比及分析
(1)退火 经方法一热处理后试样硬度为151HBW,金相组织如图2~图5所示。圆饼横向组织中珠光体带由饼中心向边缘呈辐射状散开,越靠近边沿散开越明显,珠光体带状被拉开,并在退火过程由奥氏体向铁素体和珠光体转变时,过冷度较小,珠光体形核率较低,渗碳体从奥氏体中缓慢析出,仍然沿着原来的带状趋势长大。但圆饼明显比圆柱的均匀性好,轧制过程形成的带状组织得到改善。从纵向组织观察,镦粗过程只将原材料中的珠光体带进行了压缩,改善效果并不像横向拉伸效果那样明显,所以镦粗变形量对原材料带状组织改善并不明显。
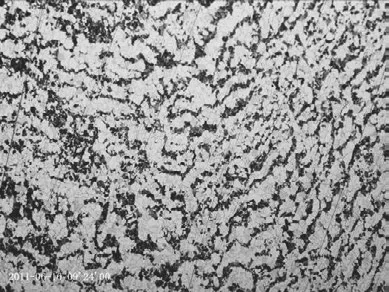
图2 饼横向 100×
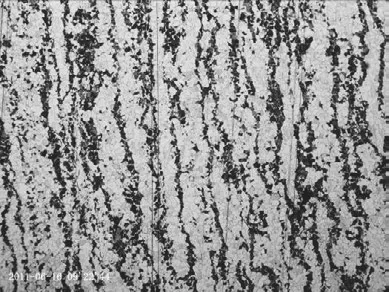
图3 圆柱横向 100×

图4 饼纵向 100×
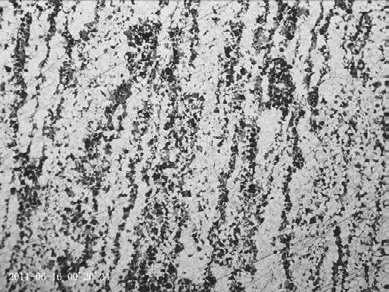
图5 圆柱纵向 100×

图7 饼横向 200×

图8 圆柱横向 200×
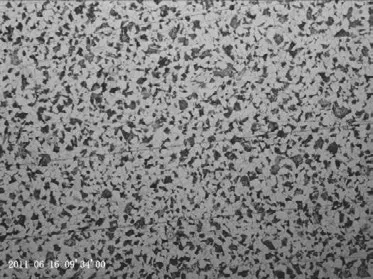
图9 饼纵向 200×

图10 柱纵向 200×
(2)等温正火 金相组织如图6~图9所示,经方法二热处理后试样硬度为168HBW。对比分析,经等温正火后组织均匀程度相近,但镦粗变形量大的饼形珠光体分布比变形量小的柱形均匀程度好,特别是纵向组织。其组织都为均匀的珠光体+铁素体。说明相对于普通退火而言,等温正火对改善8620RH原材料带状组织有很显著的作用。同时,等温正火得到的组织晶粒较细,珠光体组织分布均匀。
5.结语
对于8620RH材料的退火工艺而言,镦粗变形量越大,对原材料横向的带状组织改善越明显,而对纵向的带状组织改善不明显。对于8620RH材料的等温正火工艺而言,镦粗变形量对原材料组织均匀化的影响不大,但仍有变形量越大组织越均匀的趋势。等温正火能有效改善8620RH原材料横向和纵向的带状组织。
(20130826)
