高速高效贴片机控制系统设计与实现
2013-08-26肖曙红
汤 雄,肖曙红,田 甜
(广东工业大学机电工程学院,广东 广州 510006)
0 引言
随着现代电子技术的迅猛发展,电子设备的生产和制造正朝着高速、高精、高效、高智能及多功能等方向发展,与之相伴的电子组装技术也发生了日新月异的变化。表面贴装技术(SMT)是目前电子组装行业里最流行的一种技术和工艺[1],是一门涉及电子元器件、组装装备、焊接方法和组装辅助材料等内容,用来将电子元器件组装(又称为贴装)到印刷电路板(PCB)上的综合性技术,它将传统的电子元器件压缩成为体积只有几十分之一的SMD器件,从而实现电子产品组装的高密度、高可靠、小型化、低成本以及生产的自动化。
SMT生产线主要设备由印刷机、点胶机、贴片机、回流焊和清洗及各工序检测设备等组成。贴片机是整个SMT生产中最关键、最复杂的设备,它通过贴装头吸取、移动、定位和放置等几个动作,把SMD元件快速而准确地贴装到PCB上的焊盘位置,是融合机械、电气、视觉和自动控制技术于一体的先进制造设备,控制系统是其核心[2]。其价格通常占装配线设备总价的50%,因而它历来是SMT成套设备研究人员研究的重点[3]。
1 贴片机系统的结构
贴片机实际上是一种精密的工业机器人,它充分发挥现代精密机械、机电一体、光电结合,以及计算机控制技术的高技术成果,实现高速度、高精度和智能化的电子组装制造。其按速度可分为中低速机、高速机和超高速机;按结构可分为拱架式、平行式、转塔式以及复合式贴片机。贴片机根据贴装工艺的要求,在结构上可分为机架、PCB传送机构、元件送料机构、X轴Y轴伺服机构和贴片头机构等。从整体上说,贴片机由软、硬件组成,具体的功能划分如图1所示。

图1 贴片机系统功能划分
本项目研制的样机如图2所示。样机采用双臂双头结构,贴片头具有多吸嘴且吸嘴间距动态可调、同步吸贴的功能,可实现理论贴装速度为30000~50000CPH,非常适合于少品种芯片的高速高效贴装。
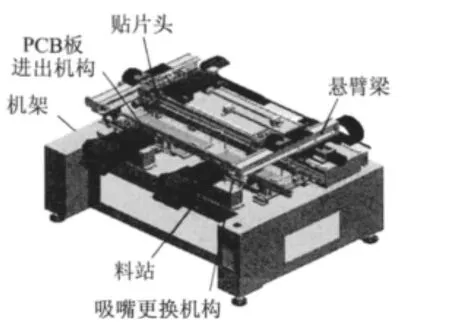
图2 贴片机整机结构
2 贴片机控制系统任务
控制软件控制着贴片机快速、精确、有序地工作。贴片机通过吸取元件、位移和放置,按照SMT组装工艺要求,在不损伤元器件和PCB的情况下,将元件贴装到PCB上的指定位置,其基本工艺流程如图3所示。
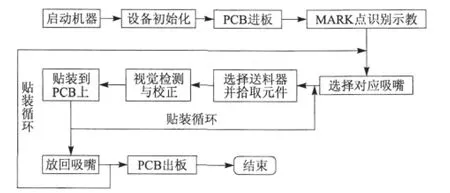
图3 贴片机基本工艺流程
控制系统是贴片机的核心,由于元件的贴放速度受到电路板尺寸、元件类型和送料器类型的影响,因此控制系统应该综合考虑各种因素,同时需要优化贴片头的运动轨迹,使其在整个电路板的总行进时间最短,以达到最优目的。根据贴片机系统功能划分,控制系统主要分为运动控制系统和信号控制系统[4]。运动控制系统包含X轴、Y 轴、Z轴、R轴和L轴的伺服控制,R轴是用来调整芯片角度的伺服轴,L轴是贴片头上用来自动调整吸嘴之间距离的坐标轴。信号控制主要包括各种输入输出的数字量或者模拟量的检测与控制,包括各种传感器、电磁阀、真空阀和相机的光源控制信号等。视觉系统可作为独立的一部分进行考虑,也可作为运动控制系统的一部分来考虑[5]。通过获取吸取元件的图像,并加以分析和处理得到元件的位置偏移和角度偏差等数据,传递给控制系统,再通过控制系统将这些偏差给修正过来,以提高元件的贴装精度和准确度。
3 控制系统硬件结构设计
基于PC总线的控制器以DSP和FPGA作为核心处理器,以PC机作为信息处理、人机交互和联网通信平台,运动控制器以插卡形式嵌入PC机,即“PC+运动控制器”的模式。将PC的高效数据处理能力、友好的人机交互、强大的联网通信功能和开放式的特点,与DSP的高速数据处理功能、FPGA的超强逻辑处理能力有机地融合在一起,可以实现更加高级的控制算法、运动规划、实时插补算法、伺服滤波控制、误差补偿和更复杂的运动学、动力学计算,使控制系统更加高速、平稳、高精度和智能化。
鉴于此,系统采用工控机+控制卡的控制模式,选用固高公司的GT-800系列控制器,可以实现高速的点位运动。其核心由DSP和FPGA组成,可以实现高性能的控制计算。其特点如下:
a.以IBM-PC及其兼容机为主机,提供标准的PCI总线的产品,提供高速缓冲器实现快速预处理功能,提供16路数字量输入输出。
b.运动控制器提供C语言等函数库和 Windows动态链接库,实现复杂的控制功能。用户能够将这些控制函数与控制系统所需的数据处理、界面显示和用户接口等应用程序模块集成在一起。
c.分为位置和速度控制模式,具有可编程的S曲线和梯形曲线等运动控制方式。
除此之外,控制系统的硬件部分还包括各种传感器、气路阀门、真空阀门、气缸、伺服电机和编码器等。
4 控制系统设计
4.1 控制系统软件设计
贴片机样机的控制软件是在Windows操作系统下,以Visual C#作为编程语言,基于 Visual Studio开发环境编写的。在系统软件设计开发中,将贴片机控制系统软件分为上位机软件和下位机软件。其结构如图4所示。
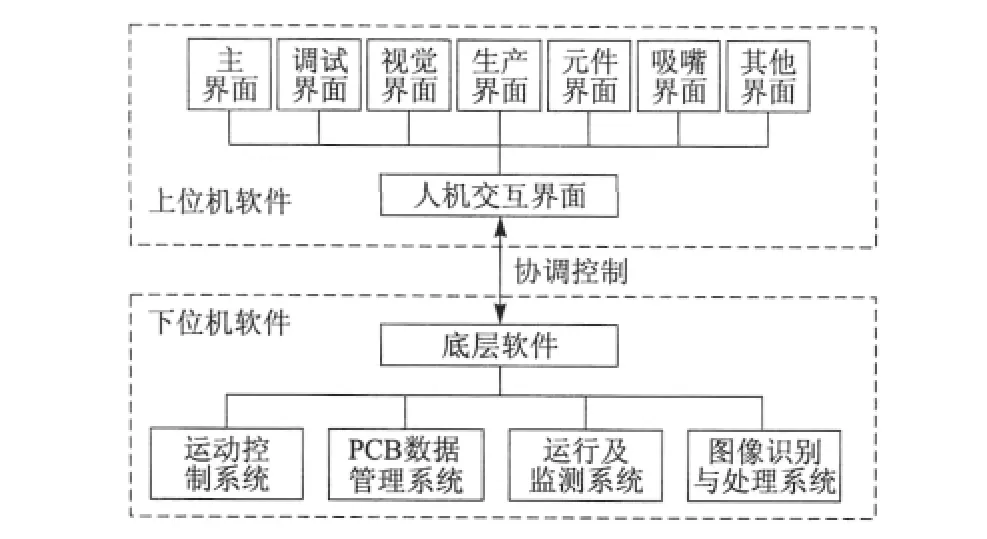
图4 贴片机控制系统软件结构
从图4可以看出,在整个软件系统中,上位机包括人机交互界面以及协调控制程序设计等,主要负责系统的总体管理,由多个操作界面组成。下位机软件包括贴片机运动控制系统、PCB数据管理系统、贴片机图像识别与处理系统及运行监测系统,其功能主要是用来实现各个轴的伺服运动控制、各种参数及生产数据等的管理、校正和生产中的图像处理以及运行中的监控等。在系统上电运行过程中,上位机负责整个系统的协调工作,完成整个系统的总体管理;而作为下位机的运动控制器,则负责对系统运动的控制与协调。上位机软件的协调控制是建立在下位机软件的基础上,人机交互界面通过调用下位机软件实现协调控制。通过上位机与下位机运动控制器的协调控制,来完成系统的总体控制。在系统中双臂多头贴片控制流程如下:
a.启动双臂贴装模式,左臂控制器发出信号给X轴和Y轴电机,使贴片头移动到吸料位。
b.控制器发出Z轴电机控制信号,Z轴电机驱动吸嘴从供料系统吸料。
c.吸料后,由数据采集模块根据吸料后的气压数据判断元件是否吸取。
d.飞行CCD对吸取元件进行拍照,通过视觉系统获得元件当前位置及姿态数据,控制器通过与数据库里的标准数据对比后,向R轴电机发出控制信号,修正吸取元件的角度。
e.根据X,Y的坐标偏移量求出准确的贴装点坐标,控制X轴、Y轴电机使左臂贴片头到达准确贴装点。
在左臂贴装流程中,当完成贴装的同时启动右臂贴装组件工作。右臂贴装组件工作流程与左臂贴装组件工作流程相同。左右臂交替进行贴装,完成一次完整的双臂贴装流程。如此循环多次,直至完成整个PCB板的贴装作业。
4.2 多目标同步识别视觉系统设计
视觉系统是保证贴片机贴装精度的重要部分,一般分为2部分,一部分是安装在贴片头上的基准相机,通常采用面阵电荷耦合装置采集图像,完成对PCB上的原点、MARK点以及贴装点位置的示教,对送料器及吸嘴更换机构位置进行校正,对PCB板的识别以及贴装后元件的检查工作;另一分部分是固定在机架上的上视固定相机,采用扫描吸嘴吸取的元件图像,对元件的类型、位置偏差、角度偏差以及引脚进行识别和校正[6]。
系统贴片头采用的是多吸嘴同时吸贴的结构,所以在图像处理时,要求对多吸嘴上的多个芯片进行同步处理。处理的重点是对多芯片元件目标进行图像分割处理,以同时获得图像分割后的目标元件的质心坐标及偏移角度坐标等参数[7]。为了实现这个功能,采用了像素标记法[8]。在不要求任何先验信息的前提下对二值图像进行扫描,并按像素间的连通性决定像素是属于哪个目标的,最后所有像素都有标记该像素属于哪个目标的特征量。在此基础之上,通过统计每个目标的像素来得到目标的面积、位置坐标等特征。
具体算法流程为(如图5所示):将采用阈值分割法得到的理想二值图像,从左到右,从上到下进行扫描。为了标记当前被扫描的像素,需要检查该像素与它之前扫描到的若干个近邻像素的连通性。然后第2次扫描图像,将每个标记用它所在的等价组的标记代替。在第1次扫描时,对每个灰度为1的当前点的8个连通区域的所有8个相邻像素作如下统计:如果当8个像素中至少有一个是背景点(灰度为0),则当前点属于目标边界点,否则属于目标内部点。显然,经过这次处理后得到的是单像素边界。经过2次扫描以后,就得到所有属于目标的像素点的坐标,从而就可以进一步进行图像识别。

图5 算法流程
多目标图像处理仿真过程是在VS 2010上进行的,仿真用的是240像素×240像素的图片,图片取自贴片机常用的贴片电阻的图像。预处理后的二值化图像和根据算法元素记录值勾勒出的各个目标物体的边缘效果如图6所示。仿真结果表明,在主频为1.7GHz,帧幅240像素×240像素时,全部仿真时间不大于10ms(包括二值化图像所用的时间),满足小于20ms的实时系统要求。在实际应用中,可以由源图像预处理后送出二值化图像,节省了图像处理的时间,提高了对元件的识别,位置及角度参数的获取能力。
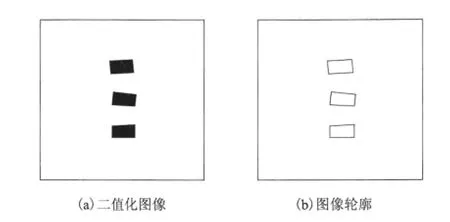
图6 多目标图像处理仿真前后的比较
5 结束语
通过对高速高效贴片机的结构和功能划分,采用工控机+GT系列控制卡模式,在图像处理环节采用像素标记法对多元件目标进行图像分割处理,设计了贴片机样机的软、硬件系统。经过初步调试证明,所研制的双臂双头多吸嘴同步吸贴高速高效贴片机控制系统,具有精度高、速度快的特点,贴装速度达到了30000CPH以上,贴装精度达到0.03 mm,满足了贴片机的使用要求。
[1]王天曦,王豫明.贴片工艺与设备[M].北京:电子工业出版社,2008.
[2]王天曦,王豫明.贴片机及其应用[M].北京:电子工业出版社,2011.
[3]Schmitt R.Machine and process capability analysis in SMT manufacturing[J].First Electronic System Integration Technology Conference,2006,(9):5-7.
[4]胡跃明,杜 娟,吴忻生,等.基于视觉的高速高精度贴片机系统的程序实现[J].计算机集成制造系统-CIMS,2003,9(9):760-764.
[5]钟江生,李秦川,夏毓鹏,等.贴片机视觉系统构成原理及其视觉定位[J].电子工业专用设备,2005,(12):26-29.
[6]解杨敏,刘 强.高精度贴片机视觉系统图像预处理算法研究[J].机械工程师,2007,(11):63-65.
[7]杨益军,赵春椿,汪文秉.一种适合于目标检测的图像分割方法[J].信号处理,2002,18(2):183-185.
[8]张新宇,刘广智,李建勋,等.一种图像分割的目标描述方法及实现[J].系统工程与电子技术,2003,25(2):219-222.
