CC-Link在进口双柱立车改造中的应用
2013-08-25孟晋涛
孟晋涛
作者通联:东方电气集团东方电机有限公司设备中心 四川德阳市 618000
E-mail:mjt1998@126.com
1.概述
目前,国内一些企业从国外引进的中高档机床中,有的服役期满,有的不能正常工作,处于闲置状态,造成资源浪费。这些机床共同点是机械部分基本完好,精度较高,主要是电气系统出现问题且难以购置配件,不能满足正常生产需要和高精度、高速度和高可靠性的加工要求。如果使用先进控制技术对现有设备进行改造,比购置1台新的同性能数控机床可节省大量资金。东方电气集团东方电机有限公司对1台德国SCHIESS FRORIEP产160KZ 8000/15000型双柱立车大修及数控化改造过程中,利用现场总线主站与智能设备站之间的瞬时通信技术,提高机床整体控制功能。
双柱立车主传动控制系统使用全数字直流调速系统配置国产直流电机的方式,左刀架、辅助刀架进给为交流伺服控制系统控制交流伺服电机。右刀架仿形功能数控改造,使用西门子802DSL数控系统、S120驱动系统及同步伺服电机实现。机床整体控制采用CC-Link开放式现场总线技术。CC-Link整个网络由 1个主站(含3个智能模块及3个I/O数字模块)和 13个远程子站组成(左刀架6个站,横梁1个站,右刀架、地坑液压站及地面操作台各2个站),采用总线方式通过屏蔽双绞线进行连接。网络中的主站为三菱Q系列PLC,子站是远程 I/O模块、特殊功能模块、带有 CPU的交流伺服系统以及仪表设备。
2.改造特点
该机床原通过发送机—接收机方式将卡盘转速与左刀架驱动电机建立关联,利用转子串级调速原理实现进给量/转的加工功能,该技术已落后且备件不易采购。此次改造在CC-Link总线下,运用先进通信技术将工作卡盘的转速(编码器采集)通过数据实时采集(高速计数模块)、运算处理(主站CPU完成函数计算)、写入刷新到远程设备站(MR-J3-11KT4伺服控制器)(图1),控制左刀架伺服电机按进给量/转的方式进行车削加工,使工件达到图纸要求的表面粗糙度。

图1 伺服电机控制框图
一般情况下,CC-Link主要采用广播—轮询(循环传输)的通信方式。主站将刷新数据(RY/RWw)发送到所有从站,与此同时轮询从站 1,从站 1对主站的轮询作出响应(RX/RWr),同时将该响应告知其他从站,依此类推,循环往复。CC-Link支持主站与本地站、智能设备站之间的瞬时通信。双柱立车控制系统中MR-J3-11KT4伺服控制器占用6#、7#两个站,子程序如下。
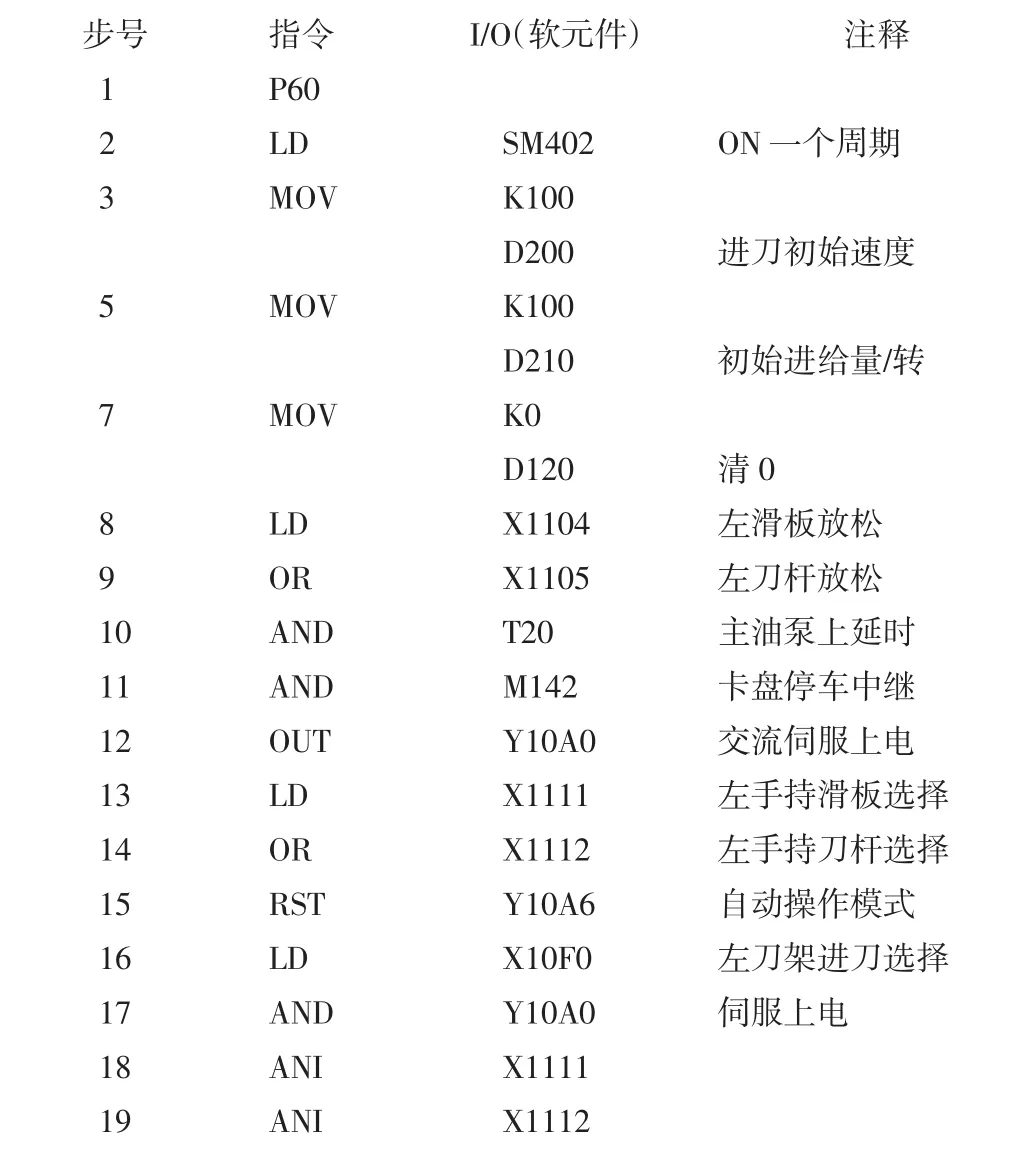
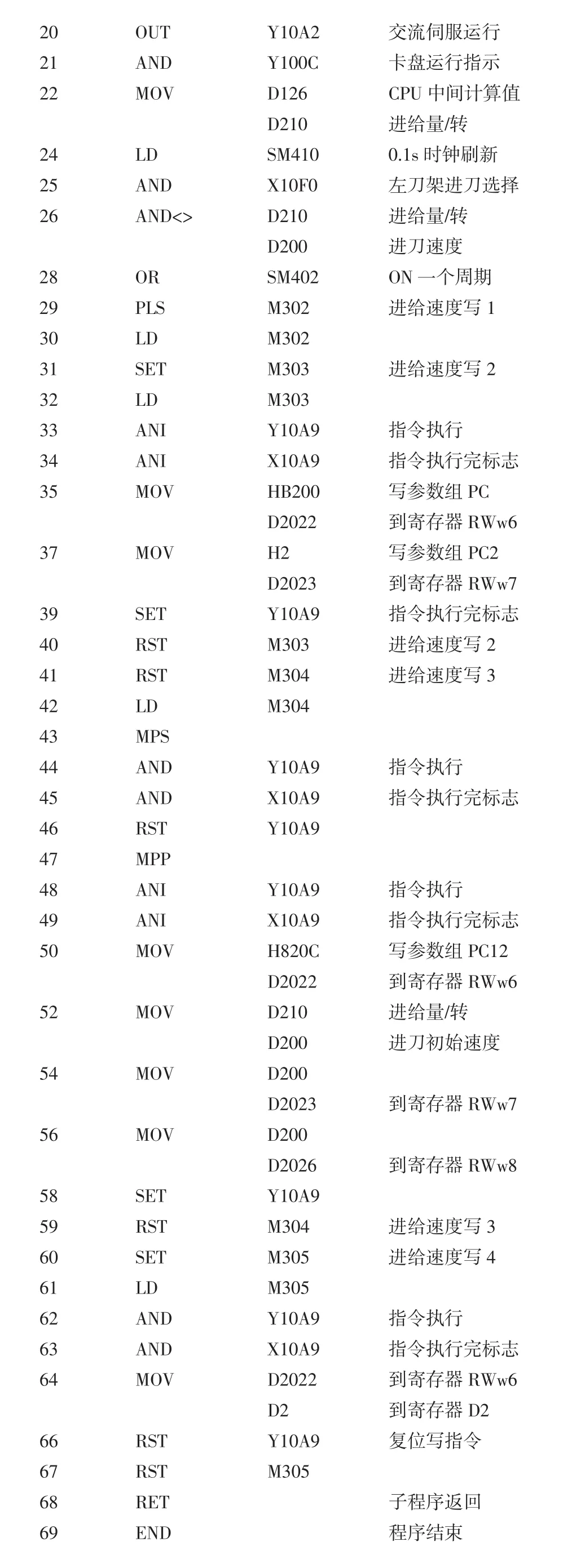
20 OUT Y10A2 交流伺服运行21 AND Y100C 卡盘运行指示22 MOV D126 CPU中间计算值D210 进给量/转24 LD SM410 0.1s时钟刷新25 AND X10F0 左刀架进刀选择26 AND<> D210 进给量/转D200 进刀速度28 OR SM402 ON一个周期29 PLS M302 进给速度写130 LD M30231 SET M303 进给速度写232 LD M30333 ANI Y10A9 指令执行34 ANI X10A9 指令执行完标志35 MOV HB200 写参数组PC D2022 到寄存器RWw637 MOV H2 写参数组PC2 D2023 到寄存器RWw739 SET Y10A9 指令执行完标志40 RST M303 进给速度写241 RST M304 进给速度写342 LD M30443 MPS 44 AND Y10A9 指令执行45 AND X10A9 指令执行完标志46 RST Y10A947 MPP 48 ANI Y10A9 指令执行49 ANI X10A9 指令执行完标志50 MOV H820C 写参数组PC12 D2022 到寄存器RWw652 MOV D210 进给量/转D200 进刀初始速度54 MOV D200 D2023 到寄存器RWw756 MOV D200 D2026 到寄存器RWw858 SET Y10A959 RST M304 进给速度写360 SET M305 进给速度写461 LD M30562 AND Y10A9 指令执行63 AND X10A9 指令执行完标志64 MOV D2022 到寄存器RWw6 D2 到寄存器D266 RST Y10A9 复位写指令67 RST M30568 RET 子程序返回69 END 程序结束
机床改造过程中,利用激光干涉仪系统测量机床定位精度,诊断误差来源,自动分析机床精度状态。检查出反向间隙、垂直度、直线度、周期误差、伺服不匹配、传动链磨损等。根据检测结果进行分析,调整机床参数,尤其是伺服驱动参数,进行系统优化,使机床参数更合理,系统更稳定。
3.改造效果
双柱立车改造后通过了无负荷和负荷运行试验,机床几何精度、定位精度及加工零件的线(面)轮廓度符合GB/T 17421.2—2000标准要求。设备改造后使用近半年,完成了1×106MW核电定子内机座、端罩,6×105MW水轮发电机的转轮、顶盖、底环等复杂零件的加工任务。
1 毕 芍.数控机床改造的几点建议.机床应用,2003(6)
2 郑晓峰.加工中心数控化改造工程研究.机械出版社,2005
3 芮延年.机电一体化系统设计.北京机械工业出版社,2004
4 周 东.1500mm宽带粗轧机压下系统电气改造.设备管理与维修,2012(5)
